“迷你”冲压创意平台的研制
2022-11-13 23:39刘良瑞
黄冈职业技术学院学报 2022年5期
刘良瑞
“迷你”冲压创意平台的研制
刘良瑞
(黄冈职业技术学院 智能制造学院,湖北 黄冈 438002)
为了激发学生学习冲压模具设计课程的兴趣、提高课堂教学质量,可以四个典型的冲压产品作为研究对象,通过选择冲压材料,设计冲压工序,选用冲压设备,设计模具结构和制作模具零件,研制出冲压创意平台。在该平台上能完成冲裁、弯曲、拉深、翻边等工序或者两个工序组合的复合工序,生产冲压产品,具有很强的实用性和一定的开放性,能为专业教学改革提供借鉴。
“迷你”仪器;模具设计;创意平台;教学改革
冲压模具设计是黄冈职业技术学院模具设计与制造专业的专业核心课程,主要培养学生冲压成形工艺的编制和冲压模具的设计能力。在理论教学时,老师主要靠图片、动画、视频来讲解成形设备或模具结构及其工作原理,难以激发学生学习兴趣,课堂吸引力不强;而实践教学中因实训设备数量有限,多人共用一台设备,每个学生训练的时间和教学效果受到影响。为了提高课堂的教学效果,让学生能直观了解模具的结构、功能、成形工艺,自己动手进行冲压产品创新设计与制作,模具专业老师对冲压成形工艺及其模具进行了探索,研制了“迷你”冲压创意平台(以下简称“冲压平台”)。
1 冲压平台的设计
1.1 设计的总体思路
选取几个典型的冲压产品作为冲压平台的加工对象,围绕冲压生产的冲压材料、冲压工艺、设备、模具四要素进行总体设计。首先,设计冲压产品,主要包括冲压产品材料的选择、产品形状所蕴含的冲压特征、产品尺寸大小;其次,冲压工艺设计、设备设计或选型,冲压工艺设计应有冲裁、弯曲、拉深、翻边等冲压基本工序或者两个基本工序组合的设计[1],设备要凸现“迷你”;最后,模具结构设计,从零件功能、易损更换和可重复使用等方面对冲压模具进行重构,做到冲压不同的产品,要更换的模具零件少,模具通用性强。所研制的冲压平台不仅可以冲压出上述选定的冲压产品——样品(供学生参考),而且还可以让学生在此平台上进行创新设计,只需要制作个别的模具零件(通用零件不用制作),就可冲压出个性化的产品,便于携带,具有开放性,即可以在冲压平台上创新设计,所受限制少,既可用于理论教学,又可用于实践教学。
1.2 冲压产品及其工艺设计
选取四个典型的冲压件作为研究对象,设计的冲压件的材料为铝板,牌号1070,厚度为0.5mm,产品图如图1所示。
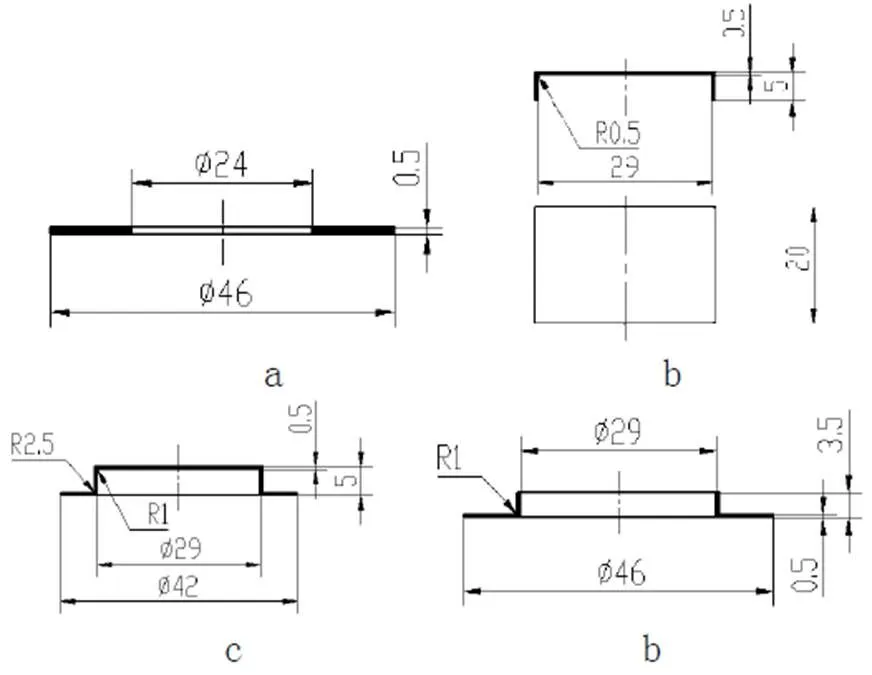
a-冲裁件;b-弯曲件;c-拉深件;d-翻边件
冲裁件(图1a)的冲压工艺方案为落料、冲孔,将落料工序和冲孔工序组合为复合工序冲压,用落料冲孔复合模在一个工位上同时完成落料和冲孔两道工序。
弯曲件(图1b)的冲压工艺方案为落料、弯曲,用落料模、弯曲模两个单工序模先后完成落料工序和弯曲工序。
拉深件(图1c)的冲压工艺方案为落料、拉深,将落料工序和拉深工序组合为复合工序冲压,用落料拉深复合模同时完成落料和拉深两道工序。
翻边件(图1d)的冲压工艺方案为落料、冲孔、内孔翻边,将落料工序和冲孔工序组合为复合工序冲压,先用落料冲孔复合模同时完成落料和冲孔两道工序,后用翻边模完成内孔翻边工序。
根据冲压力的计算结果,上述各工序的冲压设备均选用JH-200手动压力机或JB04-2电动台式压力机,这些压力机属于轻小型冲压设备,体积轻巧、操作简便,一个人在上面就可独立完成模具的安装。
1.3 冲压模具结构设计
模架是用来安装模具的工作零件(凸模、凹模、凸凹模)和其它零件,并保证模具的工作部分在工作时具有正确的相对位置[2]。模架的上模座通过模柄固定在压力机的滑块上,下模座用压板、螺栓、螺母固定在压力机工作台上。为缩短模具设计制造周期、节省模具制造费用,将模架、模柄设计成各规格产品通用的形式,能覆盖一定范围内的产品,在后续产品创新设计中不需要再设计和制造。
压卸料装置的作用是在冲压开始时将模具中的材料压住,使材料在模具里保持一个正确和相同的位置,在冲压过程中提供足够大的压料力和卸料力,冲压完成之后把条料、制件或废料从凸模上卸下或从凹模中推出或顶出,以便使冲压工作继续进行。将其中的弹簧、卸料螺钉和推件块配高部分分离出来[3],设计成通用化的组件或零件。
定位零件的作用是保证条料或毛坯、半成品在模具中具有正确位置。将挡料销、导料销或定位销设计成通用化、标准化零件。
螺钉、销等紧固零件选用标准件。
其它零件因冲压制件不同而不同,需要根据加工制件大小等条件进行设计,力求具有互换性。下面重点介绍落料冲孔复合模和翻边模的模具结构。
1.3.1 落料冲孔复合模结构设计
生产冲裁件的落料冲孔复合模的结构,如图2所示。其工作原理如下:
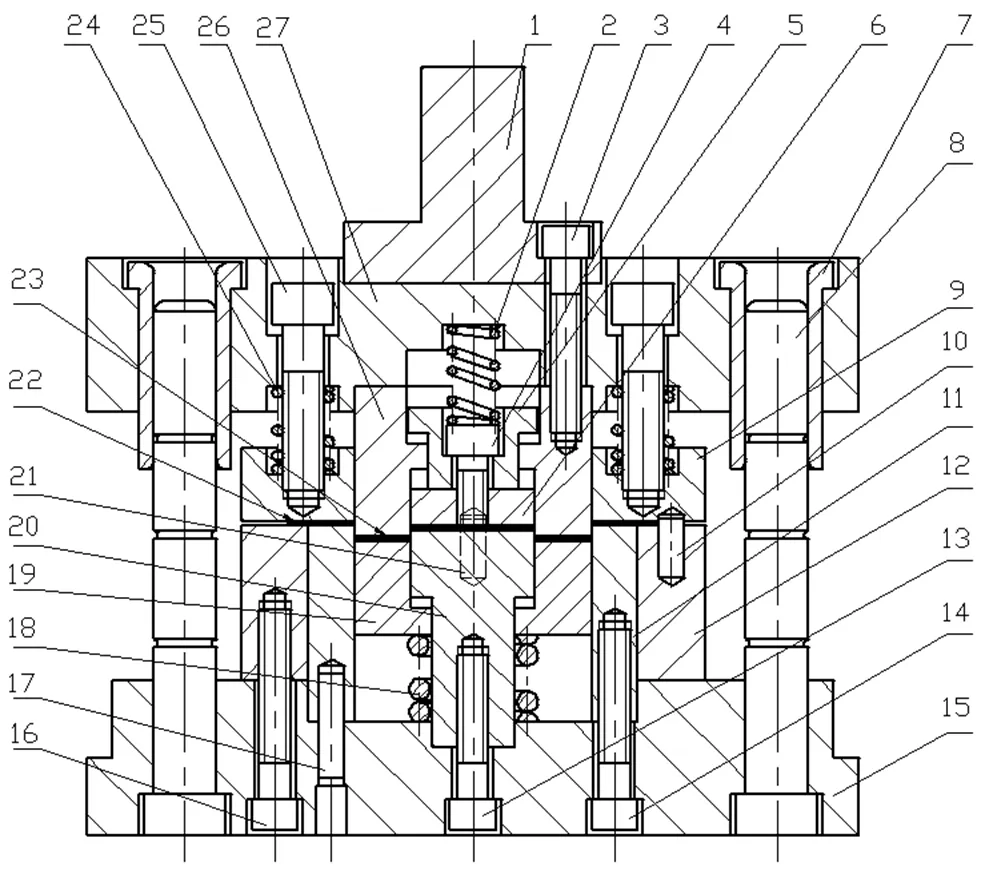
1-模柄;2、18、24-弹簧;3、4、13、14、16、25-内六角螺钉;5-推件块座;6-推件块;7-导套;8-导柱;9-卸料板;10-导料销; 11-落料凹模;12-凹模固定板;15-下模座;17-圆柱销;19-顶件块;20-冲孔凸模;21-挡料销;22-条料;23-工件;26-落料冲孔凸凹模;27-上模座
在进行落料冲孔时,条料22沿导料销10送至挡料销21定距后,上模随压力机滑块下降,卸料板9在弹簧24的弹力作用下,与落料凹模11、凹模固定板12先将条料压住,上模继续下压时,再由落料凹模和落料冲孔凸凹模26完成落料,上模继续下行,由冲孔凸模20和落料冲孔凸凹模对落料件进行冲孔,冲孔过程中,顶件块19在弹簧18的弹力作用下将落料件的边缘压住,落料冲孔得到的工件23紧紧箍在冲孔凸模上,直至压力机滑块到达下止点。然后,压力机滑块回程,上模回升,顶件块起顶件的作用,落料冲孔凸凹模将冲孔废料带出下模,通过上模弹性推件装置中的推件块6将落料冲孔凸凹模中的冲孔废料推出,箍在落料冲孔凸凹模外面的边料靠弹性卸料装置中的卸料板9进行卸料,当压力机滑块到达上止点后,完成一个工作循环。
1.3.2 翻边模结构设计
翻边件的内孔翻边工序所用翻边模的结构,如图3所示。其工作原理如下:
工作时,落料冲孔工序得到的工件以外径定位放在定位圈11中,上模随压力机滑块下降,由翻边凹模26和翻边凸模20对工件进行内孔翻边,翻边过程中,压边圈19在弹簧18的弹力作用下起压料作用,将落料冲孔工件的边缘压住,翻边得到的工件23紧紧箍在翻边凸模上,直至压力机滑块到达下止点。然后,压力机滑块回程,上模回升,压边圈又起顶件的作用,翻边凹模将工件带出下模,通过推件块6将翻边凹模中的工件23推出,当压力机滑块到达上止点后,完成一个工作循环。
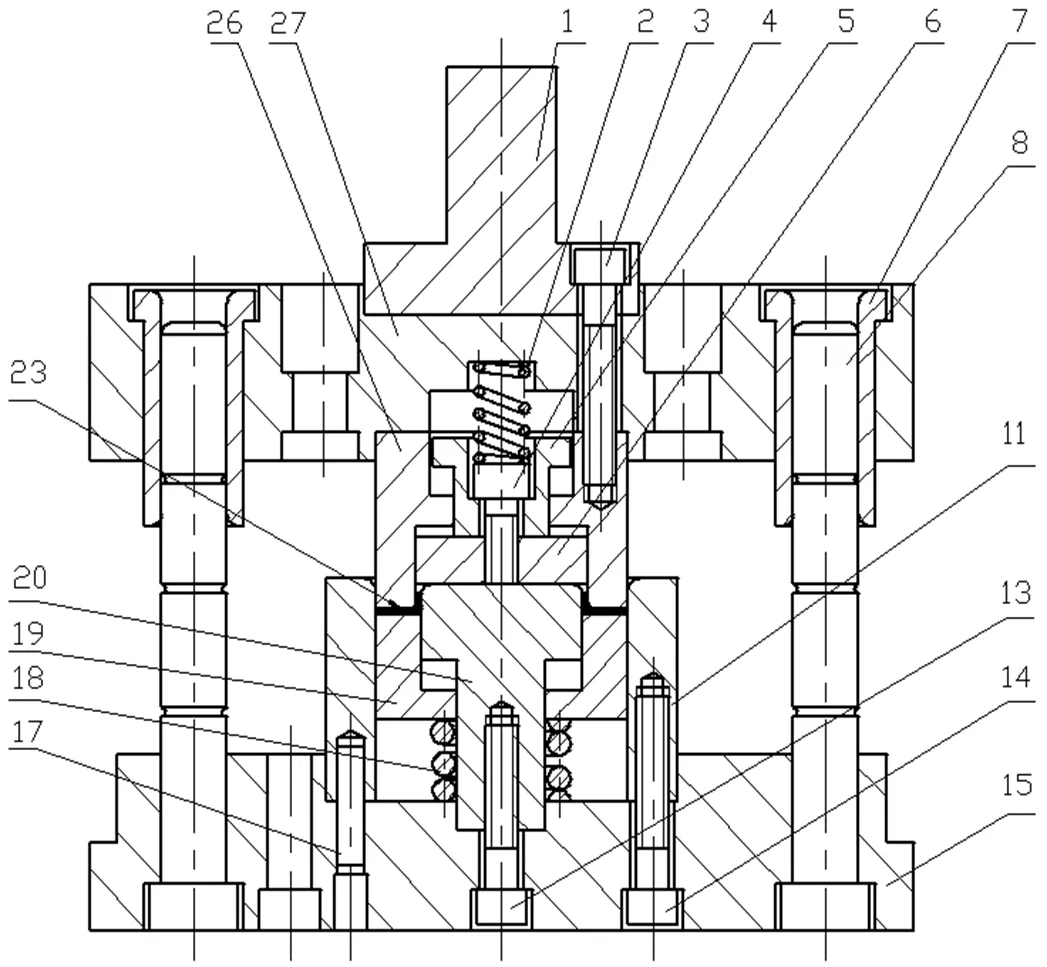
1-模柄;2、18-弹簧;3、4、13、14-内六角螺钉;5-推件块座;6-推件块;7-导套;8-导柱;11-定位圈;15-下模座;17-圆柱销;19-压边圈;20-翻边凸模;23-工件;26-翻边凹模;27-上模座
从图3中可以看出,落料冲孔复合模换成翻边模时,只需要将图2中的件9、件10、件12、件16、件21、件24、件25拆卸下来(不拆卸下来也可以,但不起作用),将件6、件11、件19、件20、件26分别换成图3中的推件块、定位圈、压边圈、翻边凸模、翻边凹模即可。
当需要将落料冲孔复合模换成生产拉深件的落料拉深复合模时,只需将图2中的件6、件19、件20、件26分别换成图3中的推件块和压边圈(通用)及相应的拉深凸模、落料拉深凸凹模即可。
当需要将翻边模换弯曲件的弯曲工序所用弯曲模时,只需将图3中的件6、件11、件19、件20、件26分别换成相应的推件块、定位板、顶板、弯曲凸模、弯曲凹模即可。
当需要将落料冲孔复合模换成弯曲件的落料工序所用落料模时,只需要将图2中的件2、件4、件5、件6、件20拆卸下来,将件9、件11、件19、件26分别换成相应的卸料板、落料凹模、顶板、落料凸模即可。
2 冲压平台的特点
在冲压平台上能完成落料、冲孔、切断、弯曲、拉深、翻边等工序或者两个工序组合的复合工序,生产冲压产品,具有很强的实用性和一定的开放性。
选用的冲压设备重量轻、占地面积小;模具中的凸模、凹模、凸凹模、导柱、导套用T8A钢制作,弹簧和螺钉、销选用商品零件,其它的模具零件采用4A01铝合金制作,模具轻便、易携带;从一种模具结构换成另一种模具结构时,只需要更换4~5个零件,模具零件的通用性强、互换性好,模具结构紧凑。
老师通过冲压平台能让学生直观了解冲压成形工艺及其模具的结构、功能,学生利用它进行冲压产品及其模具的创新设计与制作,实现教与学同步、理论与实践相结合,可提高教学效率。
3 结语
“三教”改革是实现职业教育的高质量发展的关键环节[4],课堂是教学改革的主阵地,冲压平台直接用于理论教学和实践教学,为学生提供了在“做中学、训中学、研中学、创中学”的好平台,从而激发学生学习的积极性、主动性、创造性,达到提升人才培养质量的目的。同时,还可减少学校对专业教学设备和仪器的投入、降低教学成本。
[1]郑展.冲压工艺与模具设计[M].北京:机械工业出版社,2008.
[2]朱红萍.冲压工艺与模具设计(第2版)[M]. 北京:机械工业出版社,2022.
[3]张云亮,张泽浩.冲压模模块化创新的模具 平台[J].模具制造,2014(8):10-13.
[4] 梁宁森,梁宇坤.职业教育“三教”改革的政策动因、内在逻辑及未来路向[J].高等工程教育研究, 2022(4): 170-174.
TG706
A
1672-1047(2022)05-0117-03
10.3969/j.issn.1672-1047.2022.05.29
2022-09-05
黄冈职业技术学院科学研究项目“‘迷你’冲压创意平台的研发”(2021C2012107)。
刘良瑞,男,湖北麻城人,高级工程师,教授。研究方向:模具的设计与制造。
[责任编辑:倪祥明]
猜你喜欢
建材发展导向(2022年18期)2022-09-22
模具制造(2022年2期)2022-03-25
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
装备制造技术(2019年12期)2019-12-25
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2018年10期)2018-10-13
山东工业技术(2016年15期)2016-12-01
中国科技纵横(2015年1期)2015-12-27