皮带机节能优化智能控制系统的设计
2022-11-12 08:49宋庆阳
机械管理开发 2022年10期
宋庆阳
(山西晋煤太钢能源有限责任公司, 山西 吕梁 033207)
引言
在煤矿生产中皮带机是主要运输设备,其具有比较高的可靠性与安全性、较强的输送能力、较强的灵活性等特点,当皮带机正常运行期间会有比较多的电能被消耗。皮带机正常运行时,其运输量一般无法到达额定值,从而出现“大马拉着小车”的现象,不仅会导致电能被浪费,而且会使磨损其机械结构件,使维保成本增加。现在,由于变频技术发展的成熟度较高,并在工业领域中广泛使用。在皮带机内使用变频调速控制技术,能够控制皮带机的运行,能够减少电能的浪费,降低设备的磨损,延长使用寿命。以原晋煤集团某矿DTL120/200/3×630 型皮带机为研究对象,主要对其节能优化智能控制系统进行了研究。
1 皮带机的整体结构与智能控制系统的整体方案
1.1 皮带机的整体结构
DTL120/200/3×630 型皮带机由张紧装置、皮带、下托辊、上托辊、改向滚筒、驱动滚筒等组成。当设备正常运行时,会有动力从电机中输出来,然后传动系统在把动力传送至驱动滚筒内,然后驱动滚筒再把皮带带动起来运行,并和换向滚筒相配合,使皮带的运行能够循环往复,对物料进行运输。当传统皮带机正常运行时,其速度一直是额定速度,就样就会导致浪费电能,使设备磨损的程度更严重。
1.2 智能控制系统的整体方案
在原晋煤集团某矿DTL120/200/3×630 型皮带机中,电机数量是3 台,而且3 台在同一时间进行驱动,在电机正常运行时,会有转动速度从电机中输出来,而且输出的转动速度和输入的电流频率二者呈正比关系[1]。图1 就是皮带机的节能优化智能控制系统的整体方案图。

图1 节能优化智能控制系统的整体方案
变频器和电机的数量相同,并且是相对应的,方便控制电机,电机可以由变频器改变输入电流频率,并对其输出转速进行调整,而且还配有3 台配电柜给变频器。皮带机在正常运行时,会有耗电量、皮带速度、煤流量等数据产生,而且这些数据会被检测仪表与传感器来进行检测,并把检测结果直接传送到PLC控制器内,然后再处理。在智能控制系统中,其最主要的就是PLC 控制器,PLC 控制器可以分析皮带机正常运行时的所有参数,并对设备正常运行的速度进行判断,判断其是否合适,然后在对电机输出的调整进行控制。把监控大屏与服务器设置到上位机内,监控大屏与服务器的作用分别是展示数据参数与存储数据,用于以后对皮带机正常运行时的状态进行掌握与研究调取。以太网把上位机和PLC 控制器之间的数据进行传输,以ProfiBUS 为基础,把PLC 控制器和变频器之间的数据进行交换。
2 设计硬件
2.1 选择PLC 控制器型号
在对PLC 控制器的型号进行选择时,使用的是57-1200 型的西门子PLC 控制器。在这个型号的控制器中,包含的数字量输出接口、模拟量输入接口、数字量输入接口的数量分别是10 个、2 个、14 个。模拟量信号与数字量信号会被传感器所采集,并被直接输送至PLC 控制器内,并在PLC 控制器内处理,防止A/D转换,简化了系统结构。PM1207 是电源模块的型号,可以把24 V 的直流电源提供给PLC 控制器。1214C是CPU 模块的型号,能够很好的对数据进行处理,使系统工作得到满足。图2 就是S7-1200 型PLC 控制器的主要模块构成图。
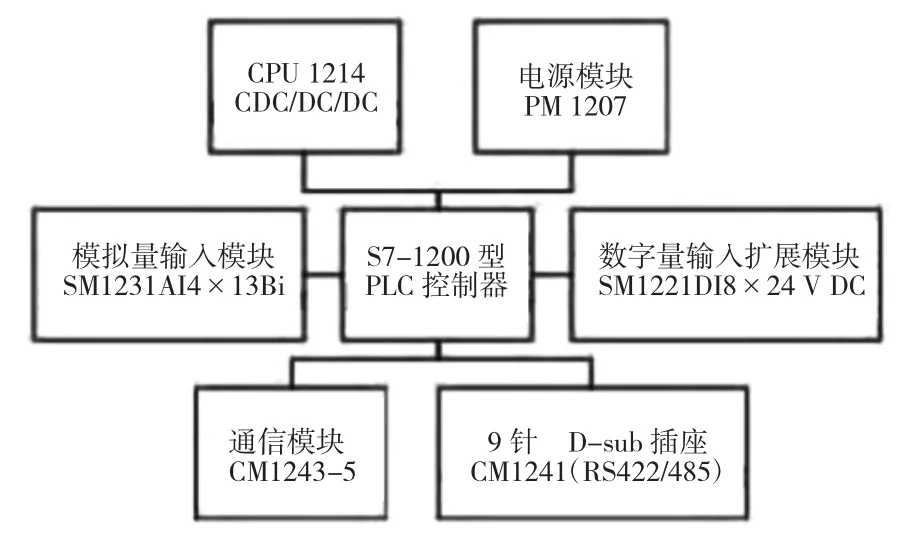
图2 S7-1200 型PLC 控制器的主要模块构成图
2.2 选择变频器型号
由于要保证变频器和控制器的兼容性,所以在对变频器的型号进行选择时,选择了3 台西门子6ES71型的变频器。而且设备的输入电压、额定功率、输出的电流分别是660~690 V、800 kW、860 A。设备的输入电源频率是50 Hz,按照使用来对输出电源频率进行调整,调整范围是20~120 Hz[2]。而且6ES71 型变频器所具有的功能是拓展,能够按照实际需要进行扩展,而且所有的矢量控制功能比较强大。
图3 就是变频器外接主电路图,从图3 中能够看出,各个交流异步电动机均配备了相应的配电柜与变频器。并把断路器设置在配电柜内,若有特殊状况,就能够把电机和变频器的电源切断来保护,切断其电源的是断路器,电机的开启与关闭可以由变频器来进行控制。
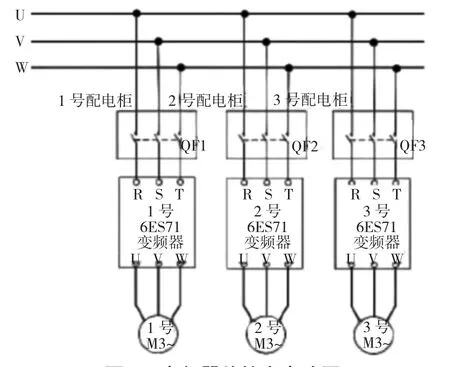
图3 变频器外接主电路图
2.3 选择检测模块型号
当智能控制系统正常运行时,要检测皮带机的耗电量、皮带速度、煤流量。
1)检测煤流量。在选择电子皮带秤的型号时,其型号所选用的是ICS-ST 电子皮带秤,该ICS-ST 电子皮带秤所设计的范围是煤矿,能够动态检测煤流量,可以对累加误差进行控制,把其控制到0.25%~1%中。从结构方面讲,智能采集模块、重量传感器、速度传感器及支架构成了电子皮带秤。支架中安装着重量传感器与速度传感器,传感器所采集的全部数据被采集模块所处理,并对煤流量进行分析。
2)检测电机功率。EDA9033A 模块主要作用就是检测电机正常工作的功率,在变频器内嵌入该模块。EDA9033A 模块有比较广的检测区域,电流与电压二者量程对应的是1~1 000 A 与10~500 V,经过检测电流与电压,就能对电机功率进行分析[3]。
3)检测皮带速度。GSH5 型速度传感器使用时滚筒支架内安装GSH5 型速度传感器,该传感器能够检测滚筒所转动的速度,然后再以滚筒半径为依据来计算皮带正常运行的速度。
3 设计智能控制系统的软件
若智能控制系统在调节速度时灵敏度过好,就会造成设备不能稳定运行,而且还会更加消耗功率。该系统把煤矿运输的重量进行了划分,而且划分的区间比较多,若某个区间的重量有变化发生时,就不用调节速度,唯有在重量超过某个区间之后,方能调整速度。图4 为节能优化智能控制系统速度调节流程图。
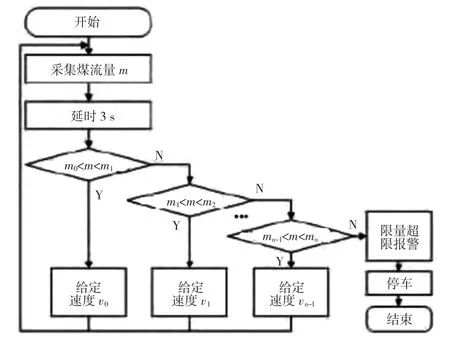
图4 节能优化智能控制系统速度调节流程
当开启控制系统之后,就会检测其煤流量,在有3 s 的延时之后,煤流量目前所在的区间就会被PLC控制器所判断出来,继而在以相应的区间速度为基础来调节控制皮带的速度。此类调节速度方案能够保证真正运输的煤流量和皮带实际的运转速度是彼此相匹配的。若对皮带检测时得知,其真正运输的煤流量不在设备所承受的区域中,就会有警告从系统中发出,设备被控制后停止,防止设备由于超负荷运行而导致损伤过于严重。
4 结语
在DTL120/200/3×630 型皮带机工程中使用了该节能优化智能控制系统,并测试了该皮带机的运行成效。经过使用发现,当进行测试过程中,系统能够稳定运行,没有故障发生,能够以皮带对煤矿物料所运输的重量为基础,来调整其工作的速度,使用效果能够符合预期。当采煤工艺一直不变时,来对比新系统在使用之前与之后电能被皮带机所消耗的状况,在使用新系统之后节约了20%左右的电能,可进一步促进皮带机的节能增效,使煤矿企业的经济效益得到提高。
猜你喜欢
幼儿教育(2022年10期)2022-10-28
江苏钢铁(2022年9期)2022-07-02
防爆电机(2021年6期)2022-01-17
幼儿教育·父母孩子版(2021年6期)2021-08-05
昆钢科技(2021年1期)2021-04-13
山东煤炭科技(2020年8期)2020-09-02
启迪与智慧·上旬刊(2019年5期)2019-09-10
作文·初中版(2019年8期)2019-09-09
船海工程(2018年1期)2018-03-01
同煤科技(2015年2期)2015-02-28