深层致密砂岩储层聚合物减阻剂的研究及应用
2022-11-09 01:34成育红曹朋亮邓宝康
钻采工艺 2022年5期
成育红,李 鑫,曹朋亮,张 林,邓宝康
1中国石油长庆油田分公司第五采气厂 2四川奥吉特油田科技开发有限公司
0 引言
致密砂岩气已成为全球非常规天然气勘探开发的重要领域之一,我国的致密砂岩气主要集中在四川盆地、鄂尔多斯盆地及塔里木盆地[1]。目前水力压裂是致密砂岩储层的主要改造措施[2-3]。但由于致密砂岩储层大多埋藏较深(3 500 m以上)、岩性致密、渗透率低、孔隙度低、非均质性强、含气丰度低等特点,其改造难度大[4-5]。目前长庆油田在鄂尔多斯盆地庆阳气田深层致密砂岩气藏进行了改造,采用水平井分段压裂技术,主要的压裂液采用聚合物冻胶,一直未取得较好的开发效果[6]。为了提高庆阳油田的产量,拟定采用大排量、大液量、低砂比的体积压裂改造思路。为此,一种具有良好耐盐性、减阻性能、携砂性能、低损害性能的压裂液是实现致密储层体积压裂改造的关键。因此,本文开展了聚合物减阻剂P-FMA(以下简称P-FMA)合成研究,并考察了P-FMA的各项性能。
1 实验部分
1.1 主要的实验试剂和仪器
引发剂主要为偶氮二异丁基脒盐酸盐(AIBA)、偶氮二异丁咪唑啉盐酸盐(AIBI)、偶氮二氰基戊酸(ACVA),上海吉至生化科技有限公司;十八烷基丙烯酯、丙烯酰氧乙基二甲基长链烷基铵、甲基丙烯酸十二氟庚酯,广州远达新材料有限公司;丙烯酸(AA)、丙烯酰胺(AM)、2-丙烯酰胺-2-甲基丙磺酸(AMPS)、过硫酸铵、亚硫酸氢钠,天门恒昌化工有限公司;40/70目卡博陶粒,美国卡博公司。Anton Paar流变仪,赛恩斯仪器。
1.2 合成方法
合成方法:①称取一定量的AM、AA、AMPS、疏水单体置于反应容器中,加入一定量蒸馏水和碳酸氢钠,调节溶液pH值为7左右;②向反应容器中通入20~30 min氮气,除去容器中的氧气;③向反应容器中加入水溶性偶氮、过硫酸铵、亚硫酸氢钠等引发剂,在恒定温度下反应一段时间,最终得到聚合物粗产物;④用乙醇对反应产物进行清洗,将清洗后产物置于70 ℃烘箱下进行烘干,最后进行研磨加工得到聚合物减阻剂P-FMA干粉。
2 聚合物减阻剂的研制
2.1 疏水单体的优选
经过调研,当AM:AA:AMPS=14:5:1时,得到的聚合物耐盐性好[7],以此作为合成反应的初始条件。在单体总浓度占反应溶液质量浓度20%,引发剂(过硫酸铵/亚硫酸氢钠)加量占单体质量浓度0.12%,引发温度25 ℃条件下,研究疏水单体对P-FMA性能的影响。由表1可知,加入0.25%丙烯酰氧乙基二甲基长链烷基胺的聚合物具有更大的黏度,且溶解时间更短,因此,优选疏水单体为丙烯酰氧乙基二甲基长链烷基胺。由图1可知,随着疏水单体浓度由0.2%增加至0.4%,聚合物的黏度呈先增加后减小趋势,当疏水单体浓度为0.3%时,聚合物黏度最大。这主要是因为当疏水单体浓度较低时,疏水侧链的疏水作用较弱,聚合物分子链容易缠绕卷曲,导致黏度较低。当疏水单体浓度过高时,疏水单体的作用过强,造成聚合物溶解性降低,致使聚合物黏度降低[8]。最终优选疏水单体的最佳浓度为0.3%。
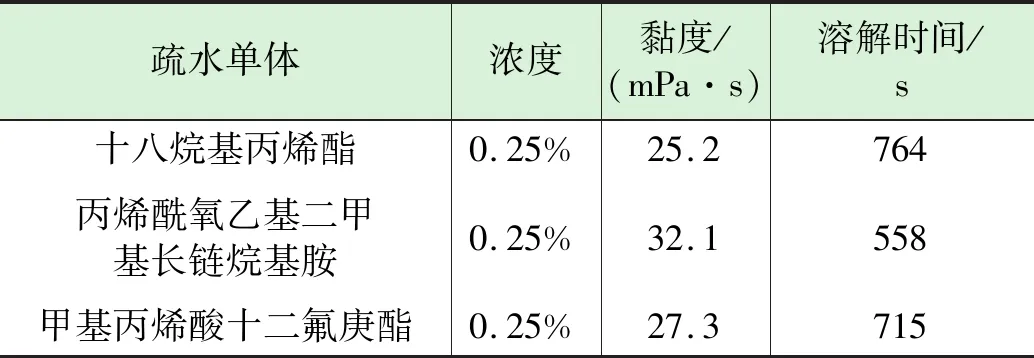
表1 疏水单体对黏度的影响
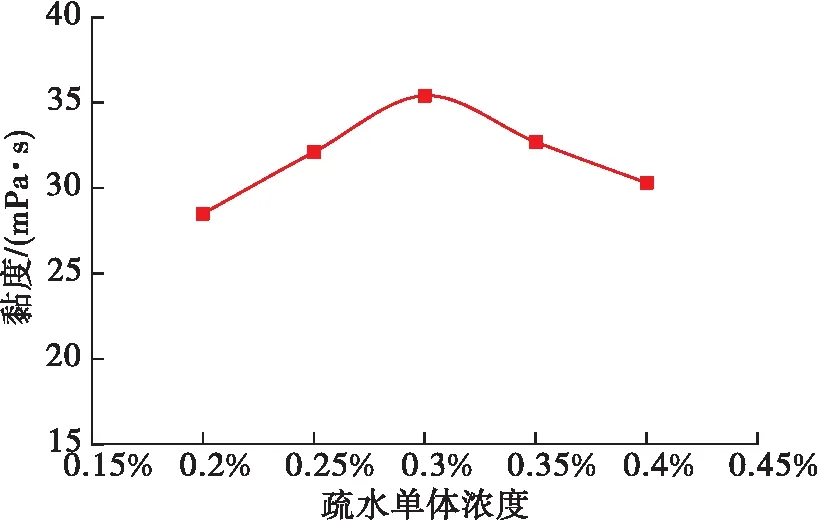
图1 疏水单体丙烯酰氧乙基二甲基长链烷基胺的浓度对聚合物减阻剂黏度的影响
2.2 单体总浓度
在疏水单体占单体浓度0.3%,AM:AA:AMPS=14:5:1,引发剂(过硫酸铵/亚硫酸氢钠)加量占单体浓度0.12%,引发温度25 ℃条件下,研究单体总浓度对P-FMA性能的影响。由图2可知,当单体浓度由12%增加至24%,P-FMA水溶液表观黏度不断增大,当单体总浓度大于24%后,溶液随着浓度增加P-FMA黏度不断减小。这主要是因为,当单体浓度较低时,分子的接触几率较低,形成的聚合物分子量较低,导致黏度较低。当单体总浓度较高时,会造成聚合物体系局部温度过高,局部合成速度加快,导致分子支化严重,链间容易交联,降低P-FMA的溶解性,黏度下降[9-10]。最终优化单体总浓度为24%。
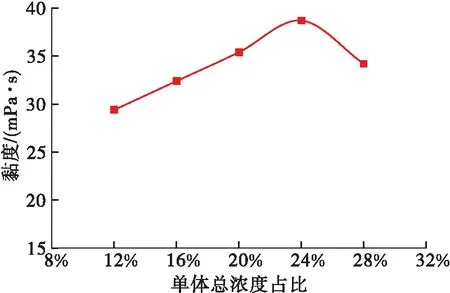
图2 单体总浓度对聚合物减阻剂黏度的影响
2.3 引发剂优选
在单体总浓度为24%,疏水单体占单体浓度0.3%,AM:AA:AMPS=14:5:1,引发温度25 ℃条件下,研究引发剂对P-FMA性能的影响。由表2可知,常规过硫酸铵+亚硫酸氢钠引发体系形成的聚合物黏度最低,加入不同水溶性偶氮后聚合物黏度得到较好的提高。这主要是因为加入偶氮后,体系会进行Ⅱ级引发,进一步促进聚合反应进行,提高聚合物黏度[11]。采用体系3的引发剂合成的聚合物黏度最大(42.9 mPa·s),最终优选引发剂体系为过硫酸铵+亚硫酸氢钠+AIBA。由图3可知,当引发剂浓度逐渐增大时,聚合物溶液黏度先增加后减小。引发剂会产生自由基,引发剂浓度过高产生的自由基越多,伴随链终止反应速度增加,造成分子量降低,导致黏度降低。当引发剂浓度较低时生成的聚合物单体有限,造成黏度低[12]。优选最佳引发剂浓度为0.16%。
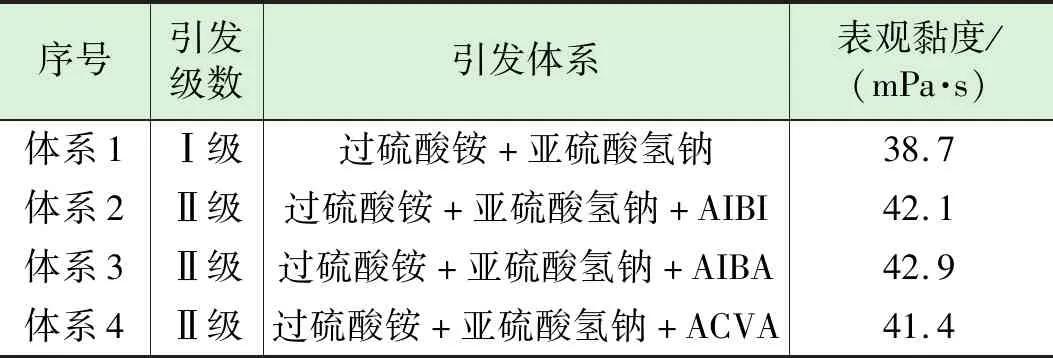
表2 引发体系的影响
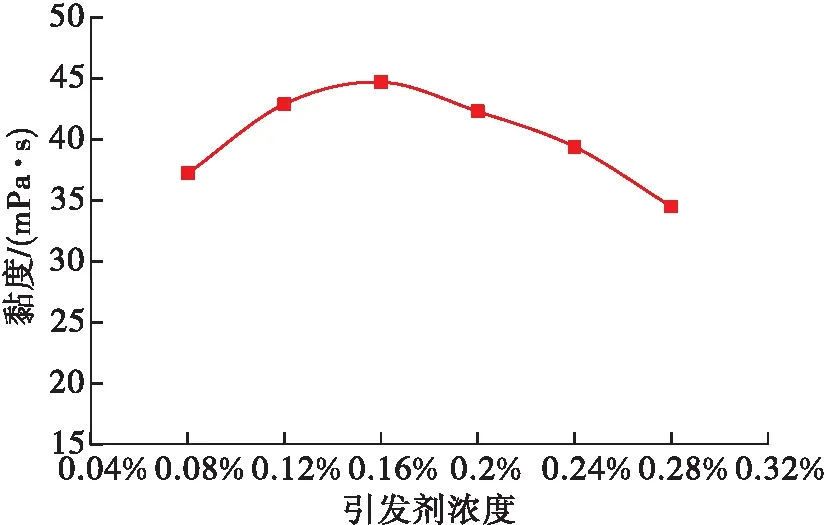
图3 引发剂浓度对聚合物黏度的影响
2.4 引发温度
在单体总浓度为24%,疏水单体占单体浓度0.3%,AM:AA:AMPS=14:5:1,引发剂浓度0.16%条件下,研究反应温度对P-FMA性能的影响。由图4可知,随着温度由10 ℃增加至30 ℃,聚合物溶液的黏度不断增大,但当温度由30 ℃增加至35 ℃时,聚合物溶液的黏度略有下降。温度较低时,引发效率低,不利于聚合物链生长;当反应温度较高时,引发剂分解速率增加,会较大提高链终止速度,造成聚合物分子链相对较小。优化最佳引发温度为30 ℃。
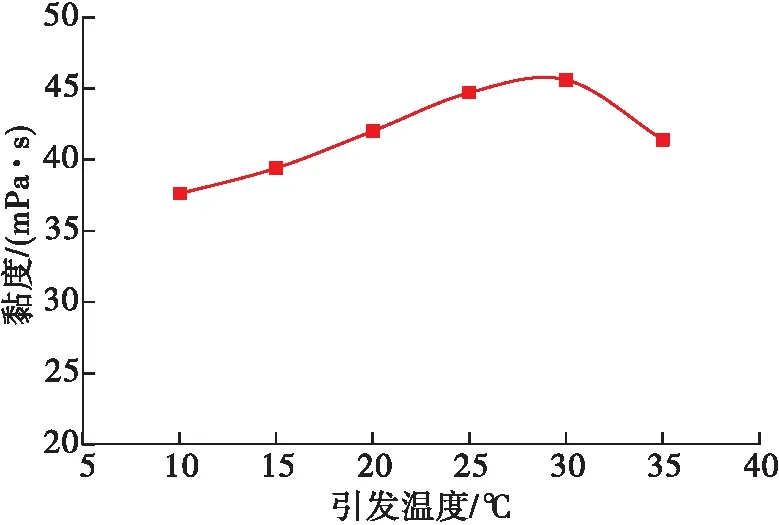
图4 引发温度对聚合物减阻剂黏度的影响
3 压裂液性能评价
3.1 耐盐性
在聚合物质量浓度为0.35%,30 ℃条件下,研究不同矿化度下P-FMA和常规聚丙烯酰胺类聚合物的黏度变化。由图5可知,随着矿化浓度的增加,常规聚合物和P-FMA的黏度均不断减小。但在相同矿化度条件下,与常规聚合物压裂液相比,P-FMA黏度更大,表明P-FMA具有更好的耐盐性。
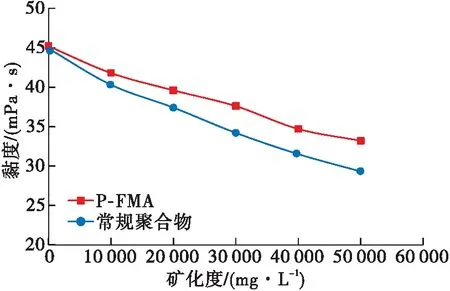
图5 耐盐性能评价
3.2 降阻率
在温度为30 ℃,管柱直径为76 mm条件下,研究了不同聚合物在不同排量下的降阻率变化。研究表明,随着排量的增加,常规聚合物和P-FMA的降阻率均不断增大,相同排量下,P-FMA的降阻率更大。这可能是由于疏水单体的作用能有效地保持聚合物分子链的舒展,同时高剪切条件下,疏水基团的缔合作用,能较好防止链的断裂。
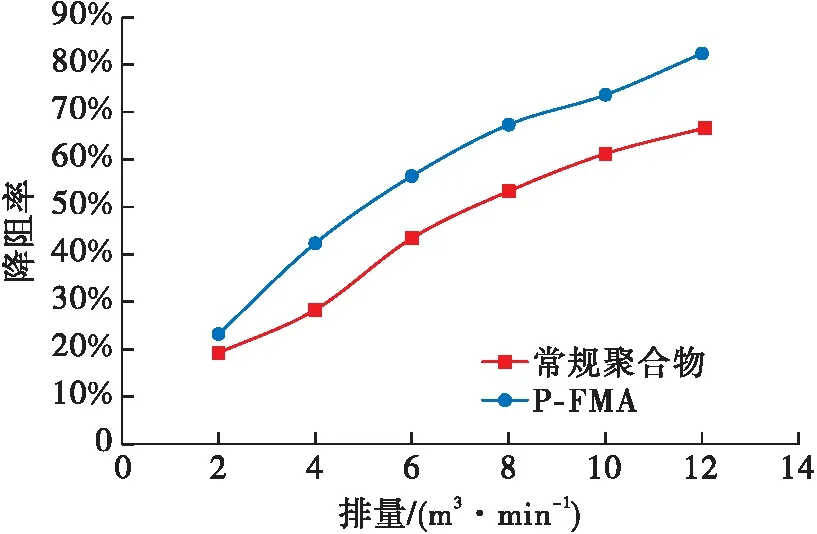
图6 降阻率性能评价
3.3 携砂性能
在温度为30 ℃,稠化剂浓度为0.35%,支撑剂粒径为40/70目条件下测试不同聚合物压裂液的携砂性能。由表3可知,P-FMA压裂液中支撑剂的沉降速度为0.48 mm/s,明显小于普通聚合物压裂液中支撑剂沉降速度。同时P-FMA的弹性模量更大(0.92 Pa),这主要是因为P-FMA的疏水基团及其支链相互缔合,形成结构强度更大的聚合物,表明P-FMA具有良好的携砂性。
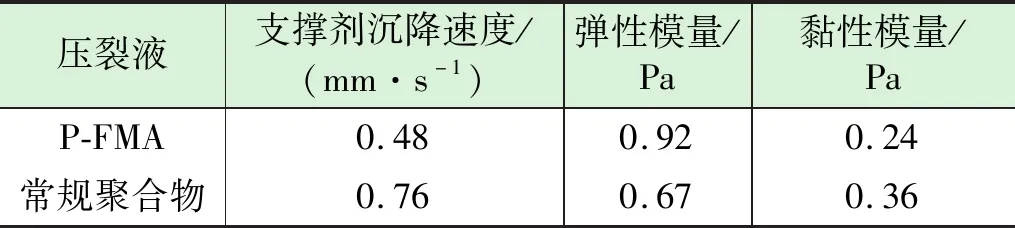
表3 不同压裂液携砂性能对比
3.4 损害性能
在温度30 ℃,稠化剂浓度为0.35%,铺砂浓度为10 kg/m3条件下,测试不同聚合物压裂液对导流能力的影响。由图7可知,随着闭合压力增加,P-FMA和常规聚合物的导流能力呈不断下降趋势,损害率呈不断增大趋势。其中P-FMA和常规聚合物的最大损害率分别为16.9%、18.2%,均小于20%,表明P-FMA和常规聚合物压裂液对储层的损害率较小。
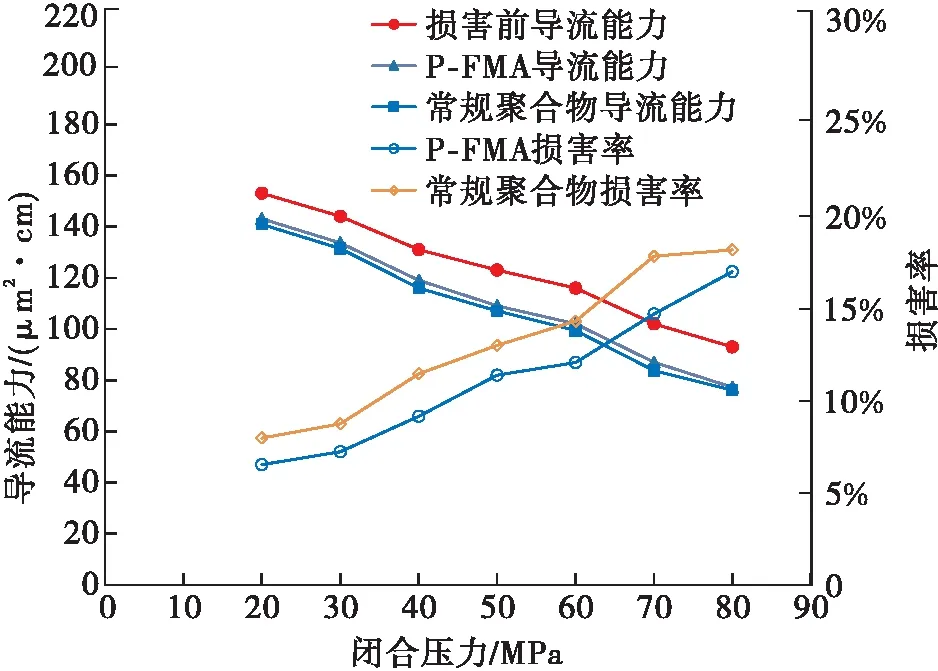
图7 导流能力及损害率评价
4 改造效果
长庆油田庆阳气田属于超低孔、超低渗的致密砂岩储层,前期采用常规聚合物冻胶进行水平井分段压裂,但改造效果相对较差。因此采用密切割方式将单井平均改造段数由12.1提高至15.8,采用减阻剂P-FMA代替常规压裂冻胶,压裂前期采用30~40 mPa·s的较高黏度压裂液,以6~8 m3/min排量进行压裂施工,以造主缝为主,加砂阶段采用5~10 mPa·s的较低黏度压裂液,以10~12 m3/min的排量进行施工,以造支缝为主。如表4,减阻剂P-FMA在庆阳气田进行了5口井施工,单井平均产量由5.35×104m3/d提高至10.32×104m3/d,并且平均单段产量由0.48×104m3/d提高至0.65×104m3/d,取得了良好的改造效果。

表4 庆阳气田压裂效果对比分析
5 结论
(1)本文通过优化合成了性能良好的聚合物减阻剂P-FMA,最佳的合成条件为:AM:AA:AMPS=14:5:1,疏水单体选用丙烯酰氧乙基二甲基长链烷基铵,最佳浓度为0.3%,单体总浓度为24%,引发剂优选过硫酸铵+亚硫酸氢钠+AIBA,最佳浓度为0.16%,引发温度30 ℃。
(2)合成的聚合物减阻剂P-FMA与常用的聚合物压裂液相比,具有更好的耐盐性,更高的降阻率,更好的携砂性,对储层的损害较小,损害率均小于20%。
(3)针对致密砂岩储层,采用大排量、大液量、低砂比的改造思路,加砂阶段压裂液黏度主要选用5~10 mPa·s的低黏液体,主要施工排量为10~12 m3/min,单井产量由5.35×104m3/d提高至10.32×104m3/d,单段产量由0.48×104m3/d提高至0.65×104m3/d,该技术在庆阳气田取得了良好的增产效果。
猜你喜欢
化工管理(2021年10期)2021-04-25
河南农业科学(2020年2期)2020-03-11
石油化工应用(2019年10期)2019-11-16
农民致富之友(2018年18期)2018-09-29
化学教学(2017年1期)2017-03-01
江苏农业科学(2016年9期)2016-11-28
上海农业学报(2016年2期)2016-10-27
浙江农业学报(2016年7期)2016-06-15
科技视界(2016年9期)2016-04-26
化工管理(2015年17期)2015-08-15