批次扫码在发动机装配线智能化探索
2022-11-08 04:53周华英李劲峰卢昌文
中国新技术新产品 2022年15期
周华英 李劲峰 刘 伟 卢昌文
(1. 义乌吉利动力总成有限公司,浙江 义乌 322003 ;2. 宁波吉利罗佑发动机零部件有限公司,浙江 宁波 315336)
1 物料采集对信息管理系统的重要性
在发动机装配制造执行系统中,扫描枪是信息流数据收集者,在生产订单BOM物料检验过程中确保投放物料品种的正确性,减少线边库存,优化库房管理,同时能提高精益生产水平。
目前,多种扫码设备已经集成于PLC硬件组态中,编程应用浅显易懂易懂,与各种类PLC的兼容可以完美集成,完成数据采集,该项技术已经较成熟。数据采集结合OPC数据库构架意味着万物互联的信息时代到了,也促进了工业智能制造的发展。
车间制造执行系统发展已有20多年,随着企业信息化应用水平的不断提高,企业经营层与制造执行层的双向交互的信息流是企业产线命脉,精准的信息流支撑提供了企业精益生产及价值流要素。要让制造过程实现数字化、信息化和智能化,制造装备必须高精度、高效且智能化,车间制造网络化、智能化和设备层柔性化布局将成为未来我国装配产业实现智能制造、智能物流跨越发展的主要方向,也是21世纪制造技术的显著特点。
该文根据发动机装配产线工艺布局要求,以发动机装配线的工艺流程为依据,组成了装配线信息管理系统,其主要功能涵盖生产计划管理、产品信息管理、工艺管理、设备监控、及物料追踪、用户管理以及系统维护等。在信息发布终端电脑或手机APP上,可以显示计划、产量、报警和通知等。扫码读码作为装配信息系统输入端是至关重要的环节。
装配线PLC与机器人、拧紧控制器、扫码枪和照相机等构成设备层,将设备层数据信息通过网络连接OPC与PLC进行交互,收集信息至AMS装配管理控制系统。车间设备层数据信息传输至MES系统(车间制造执行系统),在生产装配结束前将物流正向追溯系统化的数据采集,使质量追溯成为可能,满足质量管理体系过程监控要求;反向追溯时也能满足汽车召回制度的要求。
2 装配线扫码硬件拓扑结构
在整个MES系统中,条码数据采集模块是整个系统的基础,利用条码采集器(PDA/工控机)来采集现场的生产数据,经过一系列简单处理,b并通过数据传输模块上传到数据库。MES数据传输中采用Web Service,即基于网络的一种服务,能够使不同系统平台上开发出来的程序相互通信,通过调用Web Service远程的接口函数,可以调用函数返回值,在Server端编写具备验证上传数据正确性功能的函数,保证数据的正确性。
以KEYENCE G100扫码器为例的2种扫码拓扑结构如下。第一种由通过PROFINET网络的PLC、SR-LR1网络连接模块、以太网集线器和手持扫码枪4个部分构成,如图1所示。
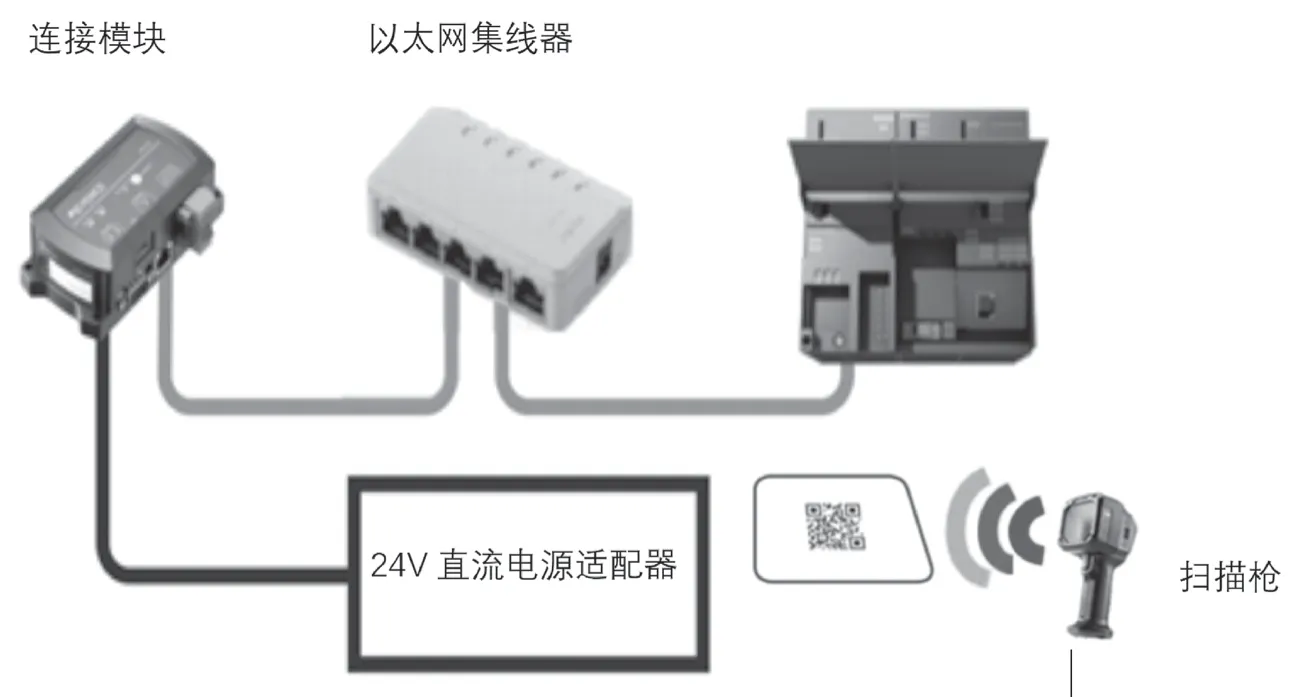
图1 使用SR-LR1网络连接模块读码方式
使用设备连接好之后,需要配置KEYENCE通信单元SRLR1设置,配置西门子S7-300系列硬件及编制传输扫码数据的梯形图组合实现。 第二种KEYENCE G100扫码器扫码方法由通过PROFINET网络的PLC 、研华HMI(WOP)、以太网集线器和手持扫码枪4个部分构成,如图2所示。
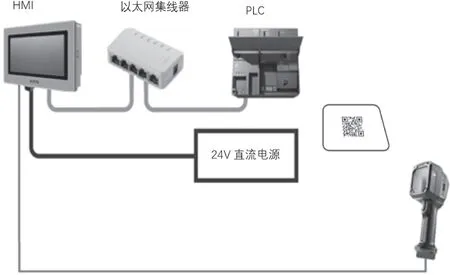
图2 使用研华WOP人机界面读码方式
研华WOP(web panel operator)人机界面的设置如下:通过研华WOP人机界面,将数据通过以太网共享给PLC DB数据块,省略了通信单元SR-LR1硬件和PLC扫码编程,功能巧妙、直接且简洁。
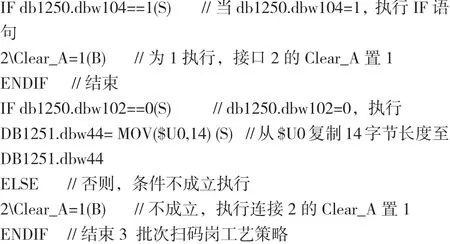
WOP人机应用宏程序编制如下。

3.1 单件扫码岗位的工艺流程
条码追溯是一项系统工程,涉及操作流程、数据上传以及系统信息管理等多项工作的整合,只有协调好各部件硬件、软件性能才能实现功能,进而成为质量追溯和生产管理的有效工具。手动扫码安装零部件工作流程见表1。
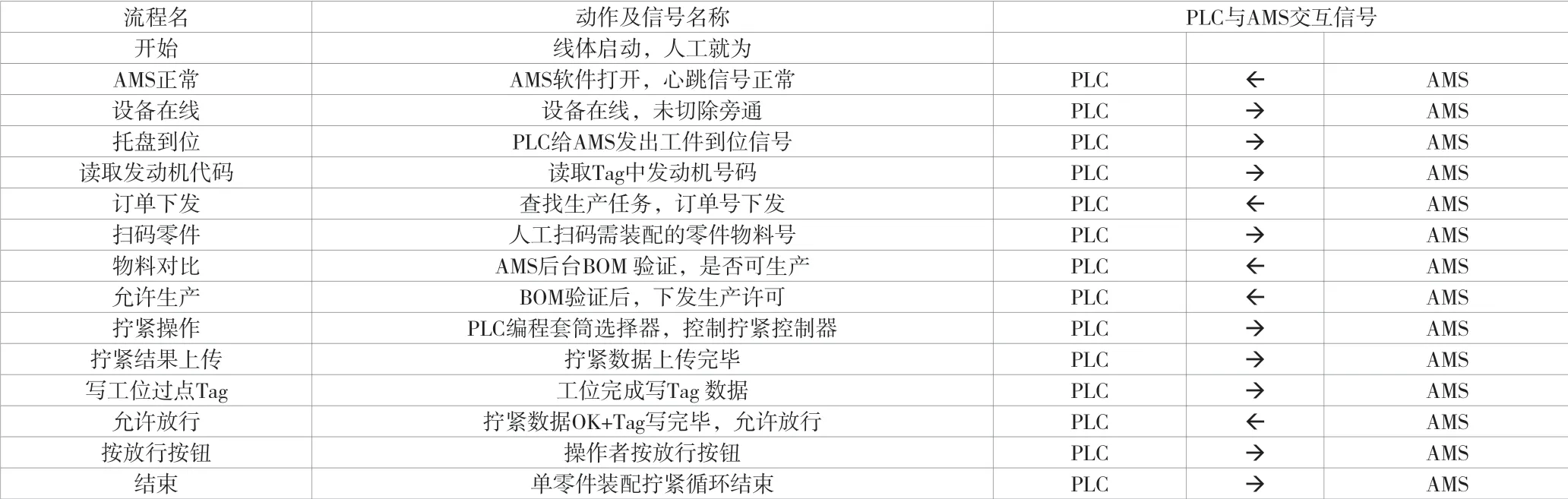
表1 手动安装工位PLC与AMS交互表
在发动机装配线来件扫码物料号后验证操作者可进行相关安装操作,有些工位需要扫码安装多个零件,因为扫码零件是浪费时间的步骤,有待减少或尽量少花时间。每单件扫码操作是人工安装零部件前必须的操作步骤,一般一条发动机装配线有几十至上百个扫描岗。一岗位一枪扫码,每个扫描动作大约2s以上,包括拿枪和放枪、读码识别,扫码后等待数据互换(数据库验证),约200 ms~1 s,合格后才许可生产安装,扫码操作和验证物料对操作者来讲不增值,属于等待浪费。
3.2 批次扫码发明原理
根据上述现象看问题本质,主要矛盾是想消弱运动物体作用时间和减少时间损失,需要改善的参数是提高自动化程度和提高生产率,运用阿奇舒勒科学发明原理分析研究问题,见表2。对岗位扫码操作实际上是要减少扫码运动操作作用时间,减少不增值的时间损失,通过分析可以总结出如下方法:通过预先作用原理、中介原理的周期性作用,将物料码数据用将可变场代替恒定场;用随时间变化的场代替定时(读码操作视为数据存储的转场);用有组织结构的场代替随机场,可使批次扫码提高自动化并提高效率,见表3。

表2 阿奇舒勒矛盾矩阵表
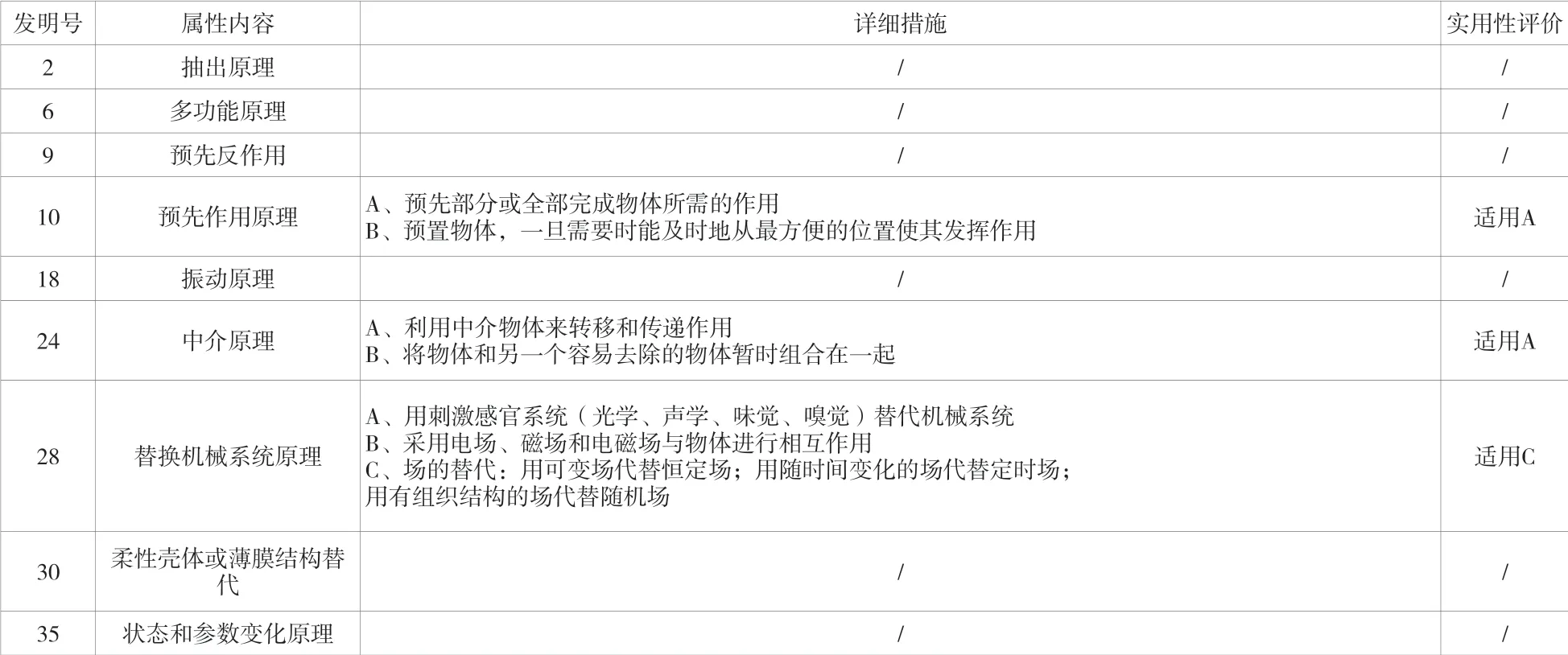
表3 阿奇舒勒矛盾矩阵表对应的措施表阿奇舒勒矛盾矩阵表对应的研究措施
3.3 批次扫码工序步骤
优化扫码由单次升级批次扫码,设计批次扫码的具体措施如下。
识别需要扫码的首件。首件扫码后数据存入寄存器做中继DB数据块(SIENMENS-PLC-DB数据块,后面简称DB)中启中介使用、预先作用准备扫码数据,下次来件自动将中介存储的(中继)转发AMS数据库,验证物料,继续生产。对如何实现中介(中继),中继数据什么时候清零,什么时候更新数据,什么时候(随节拍或托盘进料)周期性转发数据,需要编程约定。
对通过PROFINET网络的PLC(SIENMENS)、SR-LR1网络连接模块、以太网集线器和手持扫码枪4个部分构成的设备层,中继DB在PLC程序内产生,再存储和转发。
同样地,通过PROFINET网络由PLC、研华HMI(WOP)、以太网集线器、手持扫码枪4个部分构成的设备层,需要改变HMI(WOP)中宏程序脚本接口地址,做中继DB数据使用。
批次扫码来件物料码取码。在首件物料手动扫码后,将物料码数据保存在PLC(SIEMENS)DB块中做寄存器中继储存转存使用,当下次托盘到位,Tag读取发动机号码完成后,PLC程序自动将寄存器中数据上传AMS,验证合格后下发生产许可。不用手动拿扫描枪、移动扫码并等待AMS数据库验证,放回扫描枪至定置处。
有3种首件必须做手动扫码记录物料码数值的情况,1)开线首件。2) 物料箱物料无混料前提,物料箱有移动必将触发检测,就是换料箱首件。3) 当发动机ID订单发生变化时,需要重新扫码。首件重新扫码,清空中继存储区,再记录物料码数值,是扫码采集系统智能学习的过程。
3.4 批次扫码预期效益分析
手动扫码枪做MES数据采集,只作为零部件组装的物料扫码设备,主要用于SAP扣单。AMS数据库保存一个物料号,追溯时按照时间搜索,模糊定位,不适合发动机混装线。
而自动相机读码的自动化程度较高,因产品需要从生产线上高速流过,人工扫描跟不上生产节拍,多采用固定式工业条码阅读器(读取器、扫描器)辅助机器人搬运,再由机器自动安装。但一套扫描设备少则上万元,多则十几万,价格昂贵。
该文的优化批次扫描方法对整线来说,每件安装节省2s~3s扫码时间(拿/放扫描枪和手动扫码对焦操作);同工序如果有多物料扫码,2件或3件手动扫码,则节省4s~6s或6s~9s的节拍时间。减轻了工序负荷率,改善了操作者体验。可提高车间生产安排有序性、合理性,降低物料成本,提高库存资金周转率,细化质量管理,降低客诉率。
4 数据接口及规范
上述2种扫描读码方法均通过OPC在工业控制设备层与应用软件之间建立了统一的软件接口标准,解决数据上传和交互问题。只要客户应用程序符合OPC接口规范,就可以与OPC服务器进行数据交换。利用OPC技术可以实现多种现场设备与OPC服务器。向下对设备数据进行采集,向上与OPC客户应用程序通信完成数据保存及生产相关信息交换。
由单件扫码改良成批次扫码,涉及AMS数据库相关不做改变,仅在PLC做了上一次读码存储,下件来料后再重发存储数据,在BOM验证后直接生产操作,节省了人工多次扫码步骤,但OPC构架依然有效运行,不受影响。
5 扫码智能化未来展望
该文批次扫码的应用是装配车间智能化、产线节拍敏捷度改善的产物,有助于装配车间解放劳动力并提高效率。扫码作为设备层的重要输入手段之一,手动读码因前期简单、操作方便被广泛使用,但随着成本优化的需要,效率低下和人力成本高的手动方式将会逐渐减少使用。
未来是大数据化时代,网络上的传感器都是输入端,输入设备的智能化取决于硬件和软件的智能AI的学习能力强弱(或优良的程序算法)。未来将模糊设备层概念,会产生高工业等级的、功能更强大且处理能力更强的智能读码产品,数据采集检测和转场传输将更快捷、高效。智能读码装置是装配线应用发展的未来趋势,扫码设备如何高效、低成本地服务于智能制造,只有充分利用创新工具,多做改进改善,立足于解决现场实际问题,才能真正发挥智能创新的优势。
猜你喜欢
今日农业(2022年3期)2022-11-16
歌唱艺术(2022年6期)2022-10-23
汽车工艺师(2021年7期)2021-07-30
制造技术与机床(2019年12期)2020-01-06
伙伴(2018年1期)2018-05-14
小学生导刊(2017年17期)2017-05-17
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
留学(2016年11期)2016-08-26