珠海粤钢立磨机系统技改实践
2022-11-07 01:29:50左江维田广银常海波常文
机电信息 2022年20期
左江维 田广银 常海波 常文
(1.珠海裕嘉矿产品有限公司,广东珠海 519050;2.珠海粤裕丰钢铁有限公司,广东珠海 519050)
0 引言
我公司于2019年10月份建成年产60万t的矿渣生产线,主机采用合肥中亚公司的HRM46.3K磨机立磨,生产S95级矿渣粉。
现在立磨已成功用于矿渣粉磨,因其工艺简单、烘干能力强、电耗低等优点而发展最快[1]。
但我公司项目自投产以来,由于立磨进料大溜槽频繁结料、立磨出风管道存在周期性垮料现象及回风循环风利用效率不高等原因,日常运行中存在磨机振动大、产品质量波动大等一系列问题,严重影响正常生产经营活动。
2021年2月,我公司对立磨系统进行了相关改造,达到了预期目标。
1 原工艺流程
原料通过装卸桥门式起重机装进料仓,后通过计量秤带至401皮带机,401皮带机(中部装有一台永磁除铁器进行除铁)通过料斗把原料送入锁风喂料机后,通过大溜料槽进入磨机内部。
原料在磨内进行粉磨、烘干后,部分未充分研磨的物料落入立磨风环,由刮料板刮入排渣皮带后,经除铁进入返料斗提机重新入磨研磨,其余已研磨的物料经风流带入旋风机进行分选,粗粉重新入磨进行再次研磨,合格粉进入下个系统收尘器收集,收集的合格粉经过空气斜槽和斗提机进入成品储存仓。主抽风机排风管设置了回风管道直接接入热风炉进风管道。
磨机粉磨系统工艺流程如图1所示。
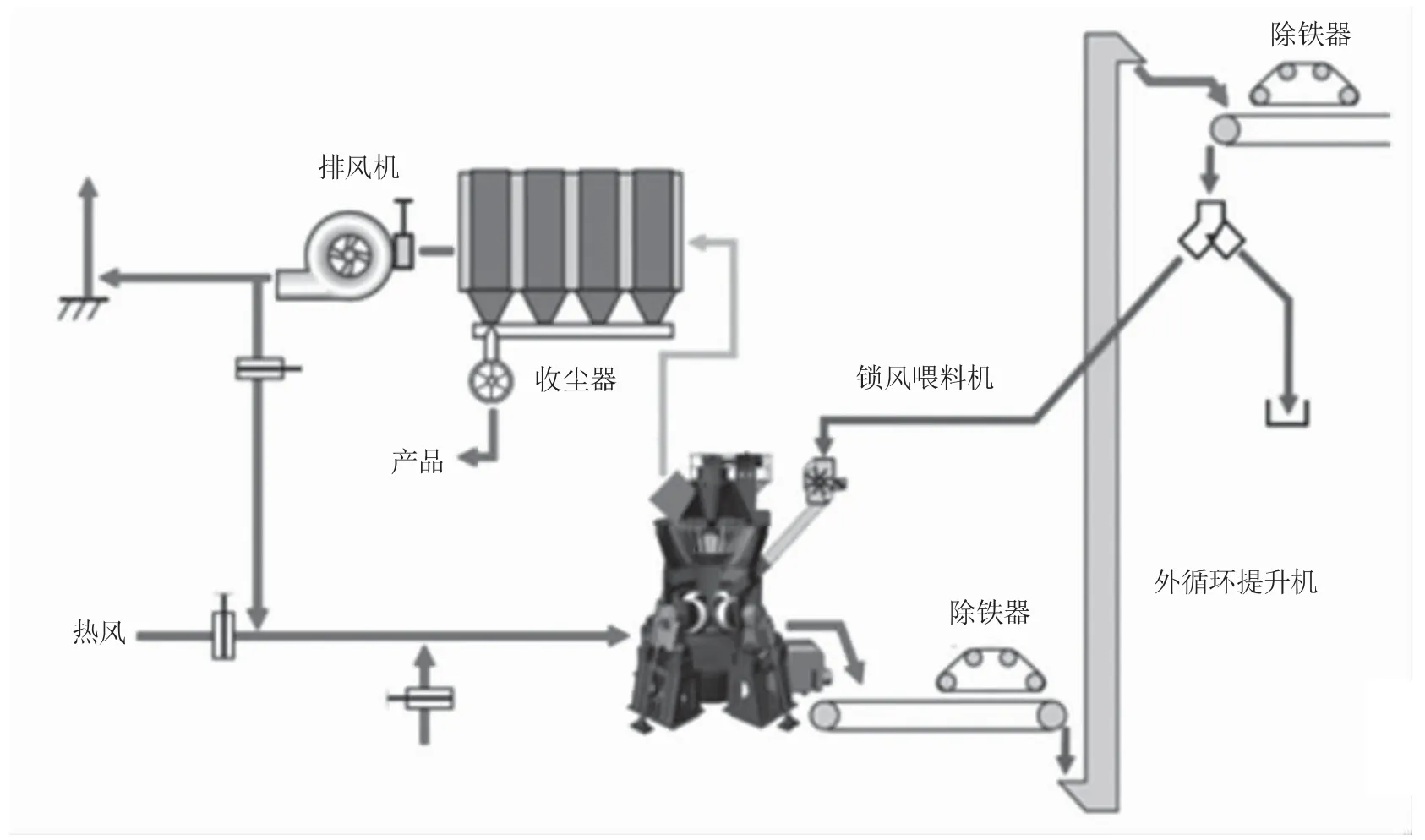
图1 磨机粉磨系统工艺流程
2 系统存在的问题
2.1 立磨进料系统
(1)锁风喂料机经常性卡死,入磨溜槽磨损较快,整体维修费用较高,仅锁风喂料机和溜槽耐磨板维护花费就需20万元左右。
(2)湿料和返料干料一起进入大溜槽造成结料速度较快,结料后又导致物料不能进入磨内中心,进而造成料层不稳定,料层太薄,可粉磨的物料就会很少,因而粉磨产量就会降低。同时,物料层过薄还会导致磨盘和磨辊之间产生刚性接触,这样会引起很大的振动,导致立磨设备发生严重磨损,增加能耗。如果料层过厚,立磨的研磨能力会有所降低,其内部循环的负荷会加大,引起磨辊上下跳动,对设备产生严重损害,影响设备的安全使用[2]。
(3)入磨大溜槽长度约5.5 m,极易结料,清理难度大且用时较长(清料周期为7天)。每次停机清理加上升降温用时约8 h,每月仅因专门清料时间就损失产量约3 200 t。
2.2 立磨出风管道
(1)原有立磨出风管道为φ2 200 mm,通风面积偏大,风速偏小,合格粉磨不易及时带走,造成磨粉压差偏大,为保证系统平衡,增加主抽抽力,造成产品较粗,比表不稳定下降。
(2)原有立磨出风管道设置有约1 m长水平管道,容易造成粉尘堆积,当堆积到一定程度后出现垮料,大量粉磨落入磨盘,破坏磨盘正常料层,造成磨机周期性剧烈振动,在立磨系统中,其振动问题成为影响系统稳定的关键因素之一[2]。
2.3 回风循环管道
(1)引风口的位置不合适,尾气从风机出口进入烟囱后作为循环风要回到立磨内,必须逆向走,阻力大,影响循环风量。
(2)循环风没有直接入磨,而是接到了热风炉配风通道的进风口上。因热风炉的出口风管直径只有2.3 m,面积偏小,造成两股风混合后通过热风炉出风口时风速约为40 m/s,风速明显偏高,造成系统阻力较大。磨内通风状况不良,研磨后的矿粉不能被及时带出,为保证系统平衡,被迫减少带料量。
(3)循环风管的位置偏低,不但阻挡了立磨检修通道,还影响了整体美观。
3 具体改造方案
3.1 立磨进料系统改造
(1)取消原料锁风给料机搭配大溜槽进料的模式,改造成料斗搭配螺旋给料机模式,并在7.25 m平台与立磨之间架设钢结构平台,用于安装新增螺旋给料机。螺旋铰刀输送机入料顺畅,料流连续稳定,锁风效果极佳,在矿粉生产中得以广泛应用[3]。
(2)401头轮处卸料斗延长后直接与螺旋给料机接料口连接。
(3)立磨壳体围板加高350 mm,选粉机料斗做相应改造,螺旋给料机出料口上部与选粉机锥斗下部连接,确保选粉机回料畅通。
立磨进料系统改造示意图如图2所示。
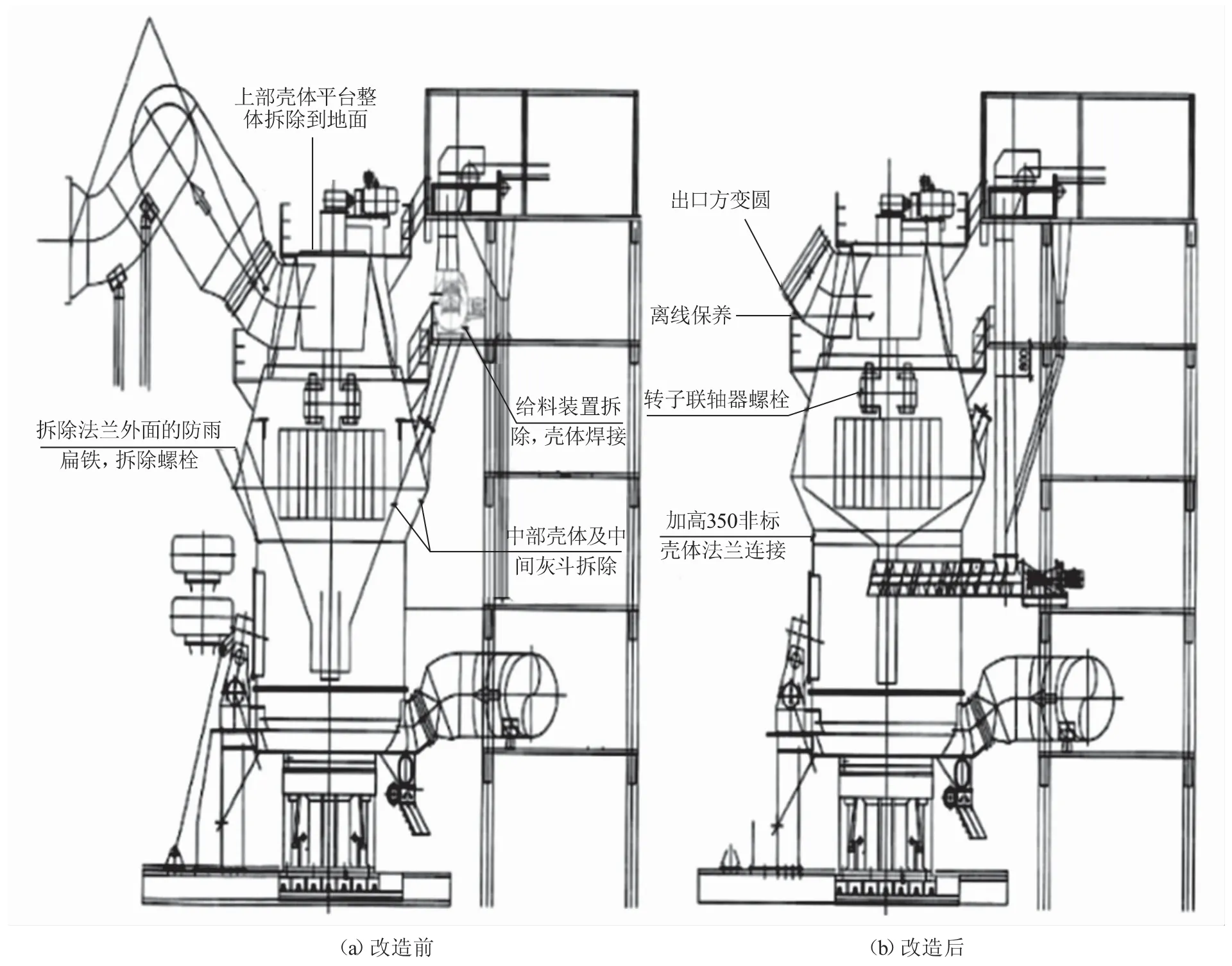
图2 立磨进料系统改造图
3.2 立磨出风管道改造
将立磨出风管道直径变更为φ2 100 mm,确保管道内风速达到合理值,从而使风可以将合格粉末及时带走。同时将出磨管道改造成形式类似“羊角”,角度为60°的大倾角,不再保留水平段,确保不再发生周期性垮料。改造示意图如图3所示。
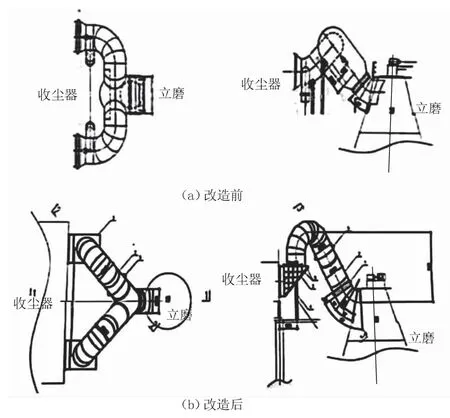
图3 立磨出风管道改造图
3.3 回风循环管道改造
(1)将回风循环风管引风口在现有基础上提高8.8 m,并与主抽烟囱管道按45°对接。
(2)回风循环风管出风口直接接入热风炉出风总管上,同时考虑入磨两个热风支管风温和风量的均衡。
回风循环管道改造示意图如图4所示。
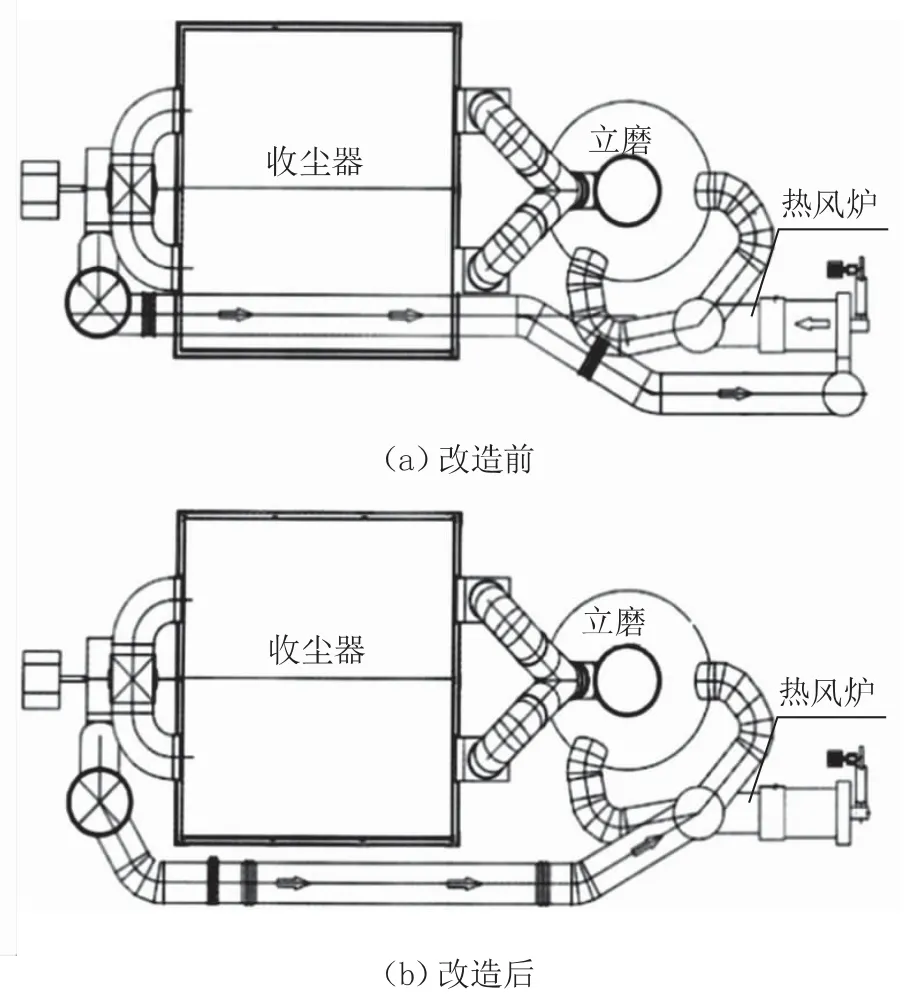
图4 回风循环管道改造图
4 改造效果对比
4.1 改造前后立磨相关参数对比
经改造后,立磨投料量平均提高10 t/h,磨内压差有所上升但在合理范围内,因做功提高,产品质量提升,选粉机转速下降约150 r/min,同时立磨振动值下降,具体参数如表1所示。
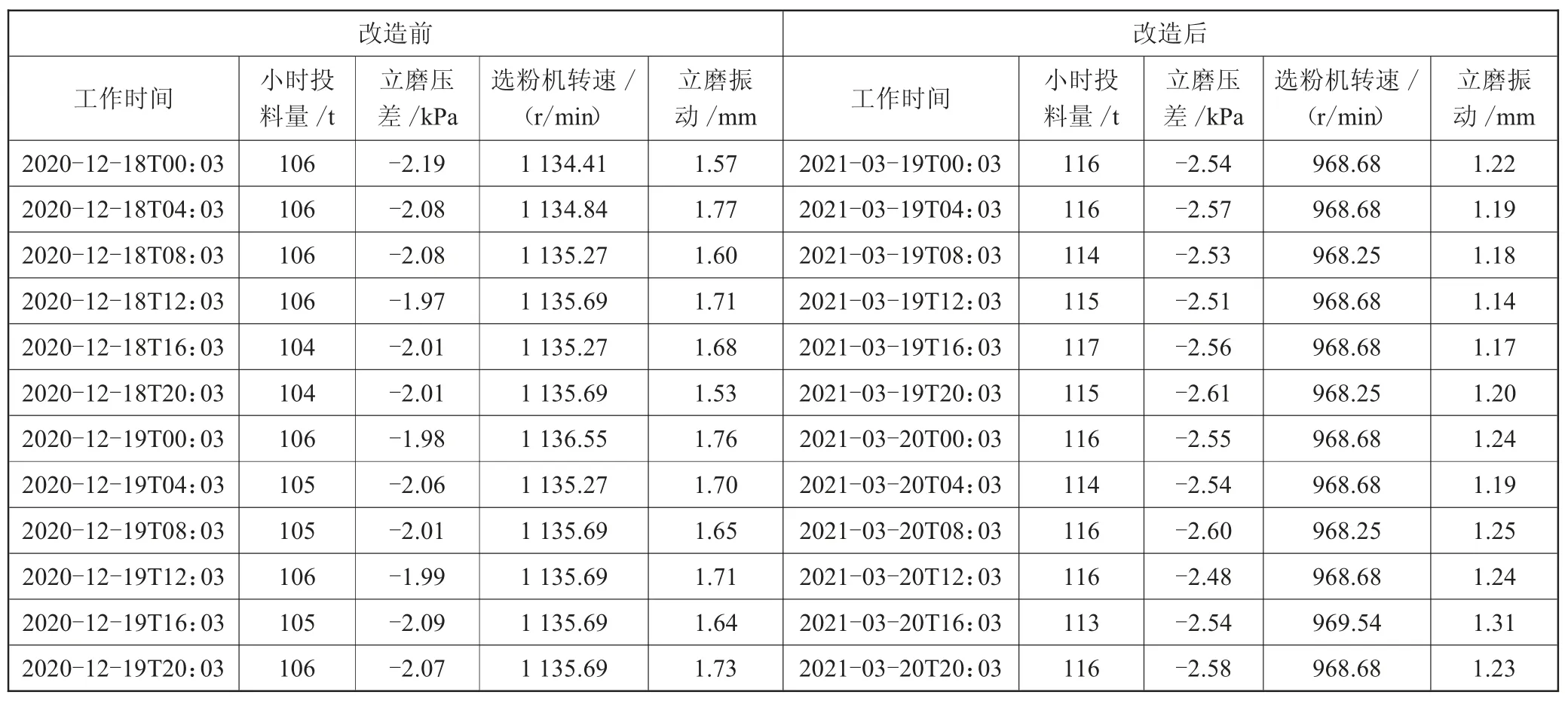
表1 改造前后立磨参数对比
4.2 改造前后产品质量对比
整个系统优化后,在选粉机降速的同时保证了比表满足430 m2/kg的标准,负筛率0.045 mm/%(负压筛法)明显降低,详细数据如表2所示。

表2 改造前后产品质量对比
4.3 改造前后产量对比
自2020年2月26日改造后运行已超过两个月,目前系统正常。对比图5和图6,改造前后各统计32天,改造前产量总计完成68 964 t,改造后产量总计完成76 210 t,平均日超产226 t,保守估计年增产75 000 t。
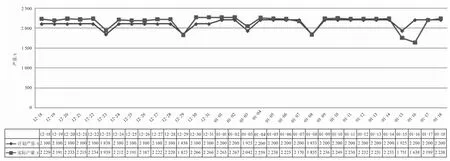
图5 改造前产量情况
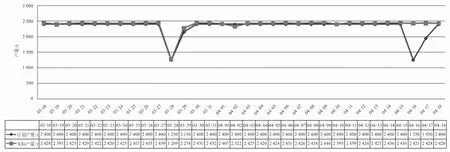
图6 改造后产量情况
5 改造后整体效益分析
技改后立磨设备运行更加稳定,产量和质量得到明显提升的同时,日能耗及单位成品能耗降低明显。磨机给料装置技改为螺旋给料机后,内部结料现象大大减少,节约了大量人力清理时间。系统新增的螺旋给料机、料斗以及其他改造费用总计130万元,经测算仅靠增加的产量1个月就可收回成本,达到了预期目标。
猜你喜欢
山东冶金(2022年1期)2022-04-19 13:40:26
机械管理开发(2021年8期)2021-09-21 11:58:58
建材发展导向(2021年6期)2021-06-09 05:56:48
天津冶金(2020年2期)2020-04-24 02:27:28
金属加工(热加工)(2020年12期)2020-02-06 05:59:24
上海建材(2019年3期)2019-09-18 01:50:50
山东冶金(2019年3期)2019-07-10 00:53:54
科技风(2018年15期)2018-05-14 08:39:00
现代工业经济和信息化(2016年2期)2016-05-17 05:34:13
发明与创新(2015年30期)2015-02-27 10:39:52