
BOBST 加装在线赋码系统改造研究
2022-10-30 05:55贾环何邦贵夏家良
农业装备与车辆工程 2022年3期
贾环,何邦贵,夏家良
(1.650504 云南省 昆明市 昆明理工大学;2.650231 云南省 昆明市 云南九九彩印有限公司)
0 引言
二维码也称为“二维条码”[1],是一种在平面的二维方向上按一定规律分布的黑白相间的几何图形[2],用于记录数据和信息。近年来,移动互联网技术的发展[3]与智能手机的普及[4],极大地提高了二维码的使用频率。现在所用的二维码多为可变二维码,即任何一个二维码都能保证其唯一性,且每个二维码可以匹配于不同的产品,这就是人们常说的“一物一码”[5],该方式在技术与具体应用方面具有信息储量大、识别速度快、纠错能力强、安全可靠性高等优势。因以上优势,二维码在烟标印刷上得到广泛应用,但因印刷设备、技术与工艺等诸多方面的因素,大大限制了各印刷企业对连线赋码印刷技术的研发与应用,因此以设备改造的方式进行在线赋码印刷研究具有较大意义。
1 云龙烟标印刷工艺分析
某厂云龙烟标采用了“凹印+UV”的复合型印刷工艺,产品样张见图1。该烟标所涉及的印刷工艺包括色墨印刷、UV 上光、UV 冰花锤纹印刷、烫金和赋码。在印刷过程中,色墨印刷部分最先进行,UV 上光部分在色墨印刷之后,UV 冰花锤纹印刷之前,随后进行烫金、赋码、压凸和模切等加工工序,烫印与赋码两大加工工艺顺序可调。现有的印刷工艺流程见图2。

图1 云龙烟标产品图Fig.1 Product drawing of Yunlong cigarette label
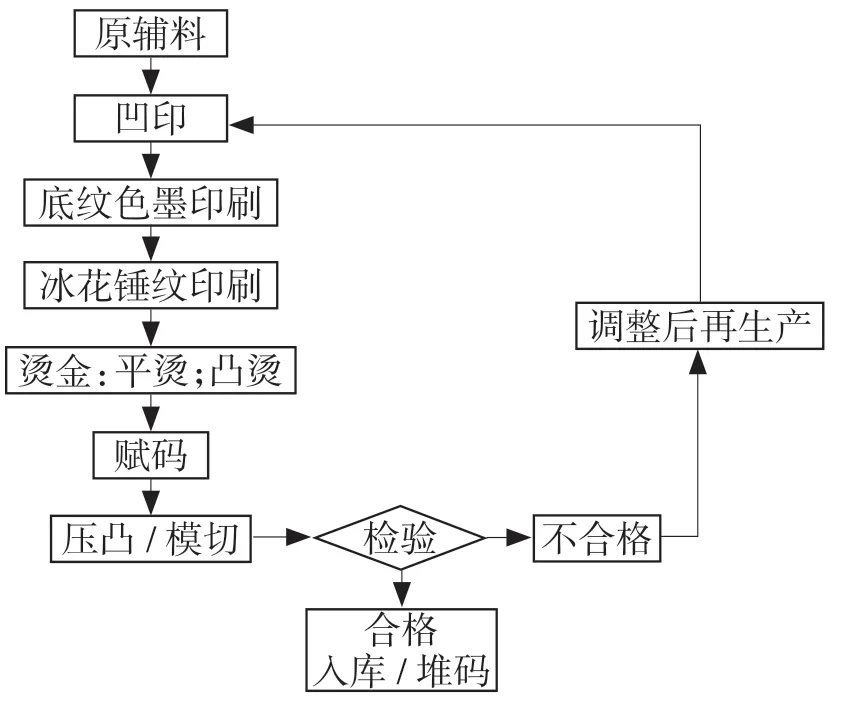
图2 “凹印+UV”组合印刷工艺生产流程图Fig.2 Production flow chart of "gravure +UV"combined printing process
云龙烟标现有的生产工艺虽能进行正常生产,但是该印刷工艺中,烟标的色墨、上光、冰花锤纹印刷部分与在线赋码部分分开,即现有的印刷工艺太过繁琐,导致烟标的生产效率与合格率较低,对烟标的大批量生产造成不利影响。
为提高冰花锤纹的印刷速度,进而提高烟标印刷的生产效率和合格率,拟对云龙烟标现有的印刷工艺进行改进,将现有的离线赋码改为在线赋码,即对色墨印刷、UV 上光印刷、冰花锤纹印刷部分与赋码部分进行联线控制,保障以上几部分印刷工艺在凹版印刷机上一次性完成[6]。随后将印品转入烫金、压凸/模切、检验/收码和装箱等加工工艺。改进后的工艺生产流程见图3。

图3 “凹印+UV”组合印刷工艺改进流程图Fig.3 Flow chart of "gravure +UV" combined printing process improvement
2 赋码印刷
根据印刷方式可将赋码印刷分为在线赋码与离线赋码两种[7]。相比离线赋码,在线赋码方式用于烟标二维码印刷具有简化印刷工艺、缩小印刷场地、节约生产能源及节省人工数量等特点,因此本次研究为烟标凹版印刷设备与在线赋码连线的设备改造[8]。
为进一步细化改造方案,现对赋码印刷的设备组成与赋码原理进行分析。该赋码设备主要包括编码器、气路、定位系统、张力控制系统、喷码系统及赋码控制系统。该赋码设备所用的油墨为UV 油墨,所以除以上各组成部分外还设有单独的UV 固化系统。赋码印刷的原理为:纸张收卷装置牵引纸张运动,纸张放卷装置也随之同步运动,保障连卷纸张匀速进入赋码设备,当赋码设备完成喷码操作后,纸张进入UV 固化灯箱,将完成喷印的油墨固化,随后将完成赋码的计算机进行复卷,为转入下一生产工序做准备。参见图4。
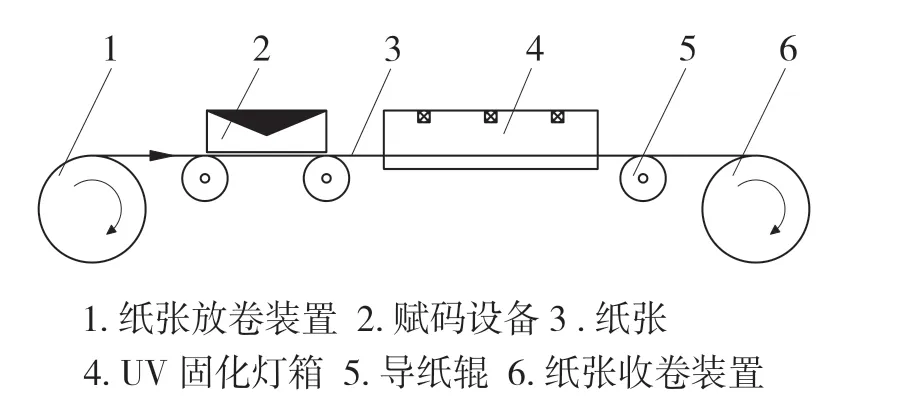
图4 赋码印刷原理图Fig.4 Code printing schematic diagram
3 设备改造方案
3.1 印刷设备改造可行性分析
本文主要研究BOBST LEMANIC 820 凹印机组加装在线赋码印刷设备的联线改造。因凹印机组位于1 楼凹印车间,所以不予考虑其他楼层及车间的场地使用情况,调研测量的数据也主要是集中于1 楼凹印车间场地基建及凹印与UV 印刷设备的相关尺寸[9],参见图5。
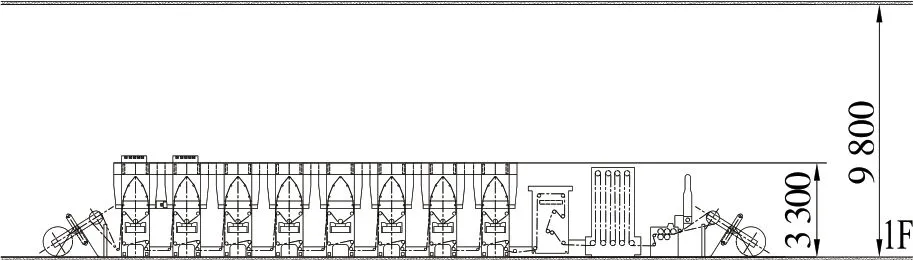
图5 凹印车间层高及BOBST LEMANIC 820 凹印机组高度Fig.5 Height of gravure workshop and height of BOBST LEMANIC 820 gravure printing unit
1 楼凹印车间层高为9.8 m,现车间中只有BOBST LEMANIC 820 一套凹印机组,该凹印机组长30.6 m,宽5 m,高3.3 m,共包含8 个印刷色组,且各印刷色组间存在间隙:上部区域宽度为0.3 m,中间区域最宽部分为0.45 m,下部区域宽度为0.95 m,还包括卷纸收放装置各一组、接纸单元、储纸单元和张力控制及导向单元,在第7 色组和第8 色组上方各装有一组UV 固化灯箱,第7 和第8 两个印刷色组中间装有一组UV引爆灯箱,以实现UV 上光及冰花锤纹印刷功能。因此该印刷设备具有普通色墨与UV 油墨印刷功能,但不具备赋码功能。
在印刷设备改进前,需对所用的凹版印刷设备与赋码印刷设备的印刷参数进行可行性分析。在该设备加装改造方案中,印刷速度是核心,即两种印刷装置具有相同的印刷速度范围是实现设备改造的前提。在该设备改造中涉及到的印刷设备为装有UV 系统的BOBST LEMANIC 820 凹印机组与赋码设备。印刷设备速度范围见表1。
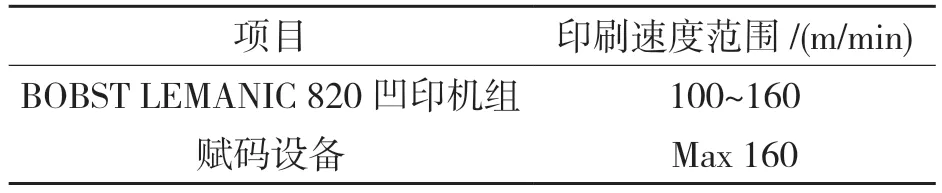
表1 印刷设备速度范围Tab.1 Speed range of printing equipment
如表1 所示,改装后的印刷设备可以在100~160 m/min 的速度范围内进行试机实验,但是具体印刷速度还需进行相关实验验证。
3.2 设备改造方案具体构成
在设备改造方案中,改造后的BOBST LEMANIC 820 凹印机组在原有的色墨印刷、UV上光及冰花锤纹印刷功能的基础上增加了在线赋码功能。经现场调研,在本次设备改造中,需对BOBST LEMANIC 820 凹印机组原来加装的两组UV 固化灯箱与一组UV 引爆灯箱的空间位置进行调整。为确定设备具体安装位置,对UV 引爆引爆灯箱、UV 固化灯箱和赋码设备的尺寸进行统计,具体尺寸值见表2。

表2 设备尺寸Tab.2 Equipment dimensions
对所需加装印刷设备的尺寸进行整理。BOBST LEMANIC 820 凹印机组各色组走纸方向宽度为1.5 m,无法直接安装表1 中所给的各印刷装置,凹印机组的空余空间在凹印机组上方,用加装桁架的方式来增加设备安装空间,结合三维模拟软件,确定各加装印刷设备的安装位置,将第一UV 固化灯箱安装于第7 色组上方,UV引爆灯箱、赋码设备与第二UV 固化灯箱安装于第8 印刷色组上方。图6 为印刷设备改造二维模拟图,图7 为印刷设备改造三维模拟图。
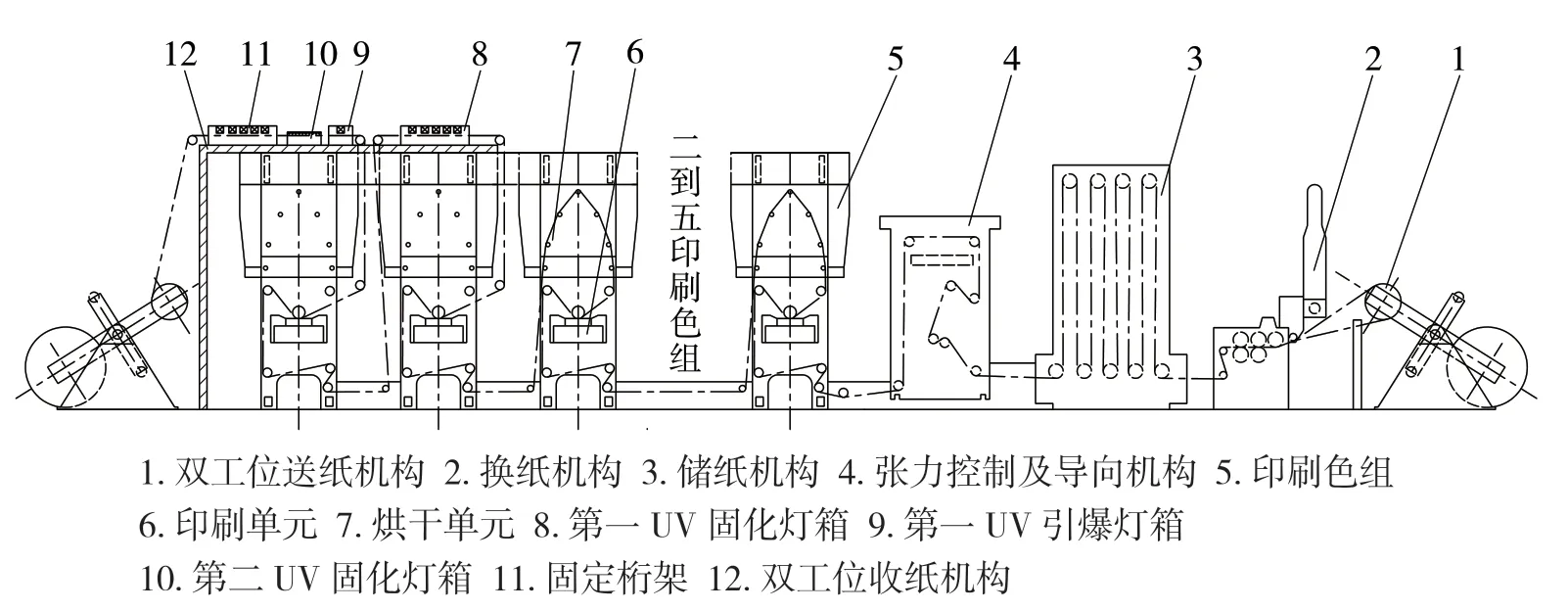
图6 印刷设备改造二维模拟图Fig.6 Two-dimensional simulation diagram of printing equipment transformation

图7 印刷设备改造三维模拟图Fig.7 Three-dimensional simulation diagram of printing equipment transformation
云龙烟标在改造后的BOBST LEMANIC 820凹印机组上进行试机印刷时,其设备安装位置与走纸方式见图6,因前6 个色组走纸方式相同,故2~5 色组走纸方式略去。其印刷步骤为:纸张由双工位送纸机构释放,先后经过换纸机构、储纸机构、张力控制及导向机构、前6 个色组完成色墨印刷,之后经用于印刷UV 上光油墨的第7 色组及加装UV 固化灯箱完成UV 上光印刷,随后进入用于印刷UV 冰点油墨的第8 色组。因赋码印刷设备所用的油墨也是UV 油墨,所以当UV 冰点油墨经UV 引爆灯箱进行引爆起皱后先进行赋码操作,之后进入第二UV 固化灯箱将引爆后的UV 冰点油墨和赋码部分油墨同时固化。最后由双工位收纸机构对半成品进行收卷,完成现有阶段的烟标印刷任务,转入烫印、模切、检验和装箱等工序。
其中,赋码单元置于第二UV 引爆与固化灯箱中间的原因有2 个:
(1)因赋码所使用的油墨也是UV 油墨,故可在UV 冰点油墨引爆后先进行赋码操作,随后与引爆后的UV 冰点油墨一同进入第二UV 固化灯箱进行固化干燥,可减少固化设备的使用次数,节约能源;
(2)在引爆起皱后的UV 冰点油墨需要一定的时间来收缩稳定,为保障UV 冰点印刷的印品质量,UV 引爆与固化灯箱之间需要至少150 cm的间距,赋码单元的长度为170 cm,固可将赋码单元置于两个灯箱中间以减少空间的浪费。
在本次设备改造中,主要涉及到2 个单元与1 个固定桁架,其中2 个单元分别为:赋码单元与设备支撑单元。
山西有经销商反映,目前当地农民没有充分了解新型肥料的好处,加之其售价高,所以对新型肥料的需求量和接受程度都不高,销售困难可想而知。部分经销商十分重视新型肥料销售工作,但在推广过程中采取的是传统地推模式,拉上肥料到各个大棚去推销。这样既费时费力,效果还一般。
(1)赋码单元。前文提到,赋码设备的系统组成主要包括:编码器、气路、定位系统、张力控制系统、喷码系统及赋码控制系统。在进行设备改造时,赋码设备中原有的UV 固化系统由印刷冰花锤纹所用的UV 固化系统代替,赋码系统与相关控制系统由固定型材转接于设备支撑单元,型材具有减震作用,还便于赋码单元的安装位置调节。如图8 所示为赋码单元的具体构成。

图8 赋码单元Fig.8 Coding unit
(2)设备支撑单元。设备支撑单元由多个设备支撑架组成,主要作用是安装固定赋码单元、UV 引爆灯箱、UV 固化灯箱和二维码检测装置,具体安装位置见图9。该单元高度为1.2 m,以便于赋码喷头的调整与维护,还可提高对设备与工人的保护作用。该单元在赋码单元下方还装有多个辅助导纸辊,以提高赋码质量,如图9 所示。

图9 安装位置示意图Fig.9 Schematic diagram of installation position
因纸张为柔性材料,没有辅助导纸辊将导致纸张下坠,降低二维码印刷质量,但若加装了辅助导纸辊,将大大提高二维码的印刷质量。如图10所示,为有无辅助导纸辊情况下的纸张效果对比。
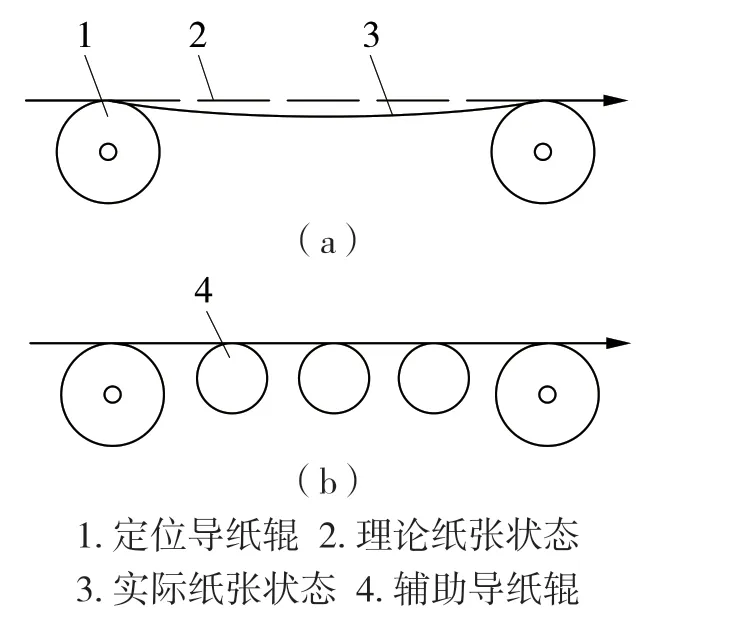
图10 辅助辊作用对比图Fig.10 Comparative diagram of auxiliary roller action
(3)固 定桁架。固定桁架主要制作材料[10]是工字钢与钢板,通过焊接或螺栓固定的方式制作而成。该桁架一端直接利用地螺栓固定于地下,另一端搭在凹版印刷机组上。其主要作用是扩大UV 引爆与固化灯箱和在线赋码设备的安装空间,用于固定设备支撑单元,并为印刷设备的检查与维护提供安全便利的空间位置。
4 试机实验与结果分析
印刷可变二维码所需的油墨量较少且形成的图案墨层厚度较薄,简单的UV 固化设备辐照即可将所印油墨固化干燥,因此在检测二维码版面效果时暂不考虑UV 光固化设备工作功率对二维码的固化影响,主要考虑印刷速度对二维码印刷效果的影响。
在二维码印刷质量与印刷速度关系的实验中,以印刷速度为变量,现将100~160 m/min 以10 m/min 为间隔分7 个实验组,各实验组包含20个实验样张。实验完成后,按百分制的方式对二维码的糊码(20)、唯一性(20)、位置偏差(30)、识读效果(30)进行评分并求均值,评分结果见表3。

表3 赋码质量与生产速度实验Tab.3 Experiment of coding quality and production speed
将表3 中测评总分可视化,并对相关实验数据做Spline 插值,再对插值曲线做10 阶拟合。插值及拟合结果见图11。

图11 二维码质量与印刷速度关系图Fig.11 Relationship between QR code quality and printing speed
如图11 所示,Spline 插值与其10 阶拟合曲线具有较高拟合度,拟合曲线残差模为1.164 8。由10 阶拟合曲线可得:

当x=126.7 m/min 时,函数取最大值ymax=87.21,所以在基于二维码赋码调试印刷设备时,可将印刷速度定于130 m/min,来保障二维码的印刷效果。
5 结论
本文在分析了云龙烟标现有印刷工艺的基础上,结合烟标印刷的实际生产需求,对云龙烟标印刷工艺进行改进,实现赋码印刷与普通色墨、UV 上光与冰花锤纹印刷部分的连线印刷,并以设备改造的方式为工艺改进提供设备支持。随后进行试机实验,以确定设备改造后最适合赋码印刷的印刷速度,并与原有印刷工艺的印刷速度做对比分析。最终,确定实现云龙印刷工艺的改进,烟标的印刷效率也有所提升,并拓宽了BOBST LEMANIC 820 凹印机组的印刷范围。
在设备改造前,云龙烟标的赋码印刷为单张供纸,印刷速度为2 500 张/h。在设备改造完成后,烟标的赋码印刷速度为130 m/min,而凹版印刷的印版周长为485 mm,其赋码速度折合约16 000 张/h,直接将云龙烟标的赋码印刷速度提高了约6.4 倍,且简化了烟标印刷工艺,节省了印刷空间。
猜你喜欢
销售与市场·管理版(2020年11期)2020-11-19
阅读(低年级)(2020年5期)2020-07-30
故事会(2017年19期)2017-10-11
今日印刷(2017年5期)2017-05-26
中国质量万里行(2017年1期)2017-02-21
儿童故事画报·发现号趣味百科(2015年10期)2016-01-20
环球人物(2015年22期)2015-09-10
意林·少年版(2012年12期)2012-09-22
