变形波在焊缝超声波检测中的实例解析
2022-10-28 04:26许啸
机械工程与自动化 2022年5期
许 啸
(太原重工股份有限公司,山西 太原 030024)
0 引言
目前工业超声波无损检测多依据脉冲反射原理,它依靠接收反射信号并转换为数字信号,在仪器屏幕进行显示。根据屏幕显示的位置、波幅高度、波形形状等,可以对工件是否存在缺陷和缺陷性质进行判断和评定。由于反射信号可以是来自于缺陷反射,也可以是来自检测对象的表面反射,还有一些则是由于波形转换产生的变形波反射信号[1],因此无损检测人员应正确识别缺陷回波、正常结构回波和变形反射回波,对仪器显示波形做出准确的判断。本文就焊缝超声波检测中变形反射回波的一个真实案例进行详细解析。
1 实际案例情况
在某环形轨道吊车项目的无损检测中,对一卷筒环形对接“A”类焊缝实施超声波检测。卷筒规格为壁厚52 mm、内径Φ1 184 mm、筒长3 200 mm,材质Q355D,母材开U+V双坡口,采用筒体自转的自动焊焊接成形,焊缝成形外焊缝宽约50 mm、余高2 mm,下焊缝宽约15 mm、余高5 mm,具体如图1所示。
检测时,首先对焊缝两侧斜探头扫查经过的母材区域采用2.5PΦ20直探头进行检测,未发现任何记录及超标缺陷显示,即母材区域无影响斜探头检测结果的分层或其他缺陷。采用2.5P13×13/60°斜探头在卷筒外圆面焊缝两侧进行锯齿扫查,在设备屏幕上除了始波和根部正常底面回波,未发现其他异常反射信号。采用2.5P13×13/45°斜探头在卷筒外圆面两侧锯齿扫查时,发现仪器在一倍板厚和两倍板厚区间出现疑似缺陷的波形显示,波高明显,波形稳定,如图2和图3所示。
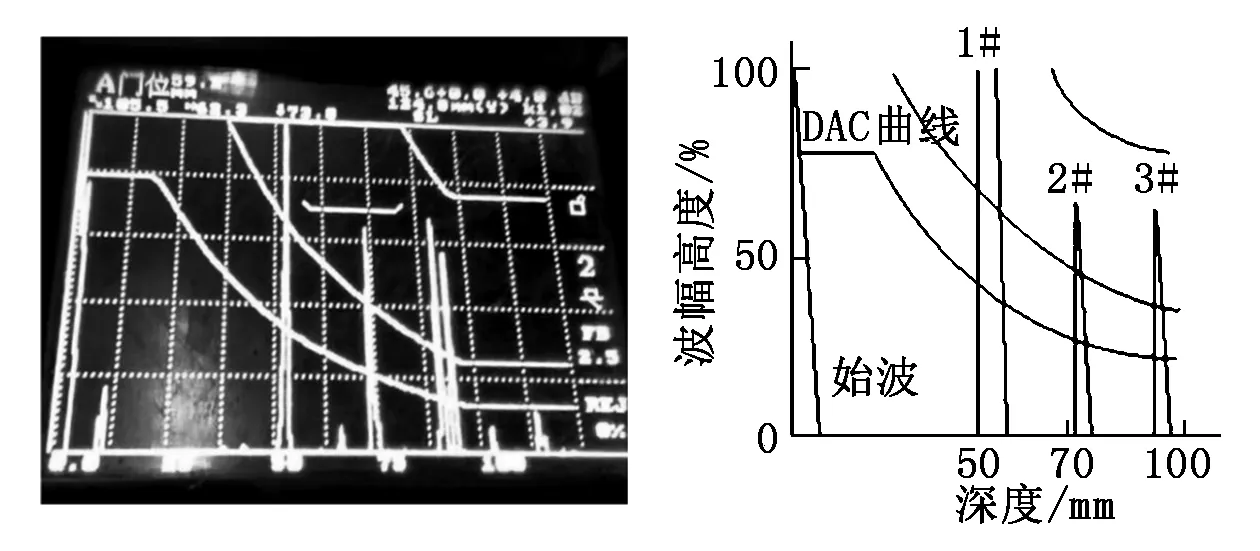
图2 仪器显示截屏图 图3 屏幕显示示意图
通过超声探伤仪器的显示数据,分别对图3的1#、2#、3#显示回波的深度和水平位置进行记录和测量。以下是在最高波幅显示位置的记录结果:
(1) 1#显示的回波深度为52 mm,水平位置在焊缝中心偏上8 mm。
(2) 2#显示的回波深度为23.5 mm(发生一次反射,声束直射深度为80.5 mm),水平位置在探头对侧焊缝熔合线外8 mm~9 mm(焊缝中心线以外33 mm~34 mm)。
(3) 3#显示的回波深度为0 mm(直射深度为104 mm),水平位置在探头对侧焊缝熔合线处。
根据记录的位置数据,初步画出三个仪器显示的反射位置在焊缝检测区域的具体位置示意图,如图4所示。
2 案例分析
对于发现的1#~3#显示回波位置是否与图4所示位置相符需进行以下分析。
2.1 1#回波显示是否是根部一次反射回波
根据以往超声波检测经验和1#回波在仪器所示位置,很容易判断1#回波显示是根部一次反射回波,验证方法可以采用在焊趾缝边位置用蘸油的毛刷拍打,看1#回波是否波动。实际检测时发现,当毛刷拍打焊趾缝边位置时,1#回波确实发生上下波动,说明1#回波确实是焊趾缝边位置的一次反射回波,不属于缺陷回波显示。
2.2 3#回波显示是否是表面焊缝熔合线处二次反射回波
根据显示位置和探头移动距离可以认定3#回波显示是焊道缝边二次反射回波,验证方法可以采用在焊道缝边位置用蘸油的毛刷拍打,看3#回波是否波动。实际检测时发现,当毛刷拍打缝边位置时,3#回波确实发生上下波动,说明3#回波确实是表面焊缝熔合线处的二次反射回波,不属于缺陷回波显示。
2.3 2#回波是否是内部缺陷产生的回波
首先根据图4的示意位置,2#回波所在位置已经超出焊缝和熔合区,属于热影响区范围。对于焊缝热影响区,如果该部位出现缺陷一般应是由于焊接工艺不当引起的母材撕裂或母材在轧制过程中引起的分层或夹杂。但卷筒材质为Q355D,这种材料作为一种常用低合金钢,裂纹敏感性不大,焊接过程中引起材质撕裂的可能性不大。另外在使用直探头扫查斜探头移动的母材区域时,并未发现明显异常反射显示,说明该区域母材完好,不存在影响斜探头检测的母材缺陷。并且在采用斜探头对焊缝整圈扫查时发现,2#回波出现位置相对固定,并结合静态波型、动态波型分析其不具备明显的缺陷特征,可以判断2#回波并不是由于缺陷引起的。
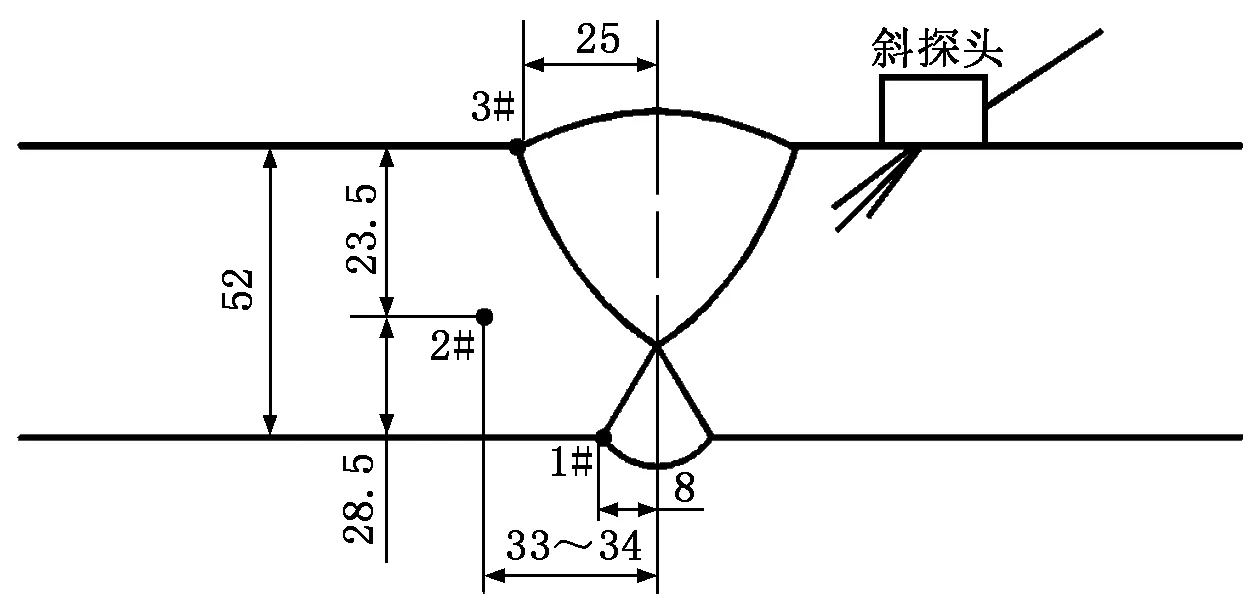
图4 反射波位置示意图
综上所述,可得出结论:2#回波可能是由焊缝结构原因引起的非缺陷回波显示。现在分析其可能是由哪个位置的结构引起的反射回波。通过观察背面焊缝,可以发现焊缝焊趾余高较高而宽度较小,超声波很可能在焊趾位置发生波形转化从而改变声束的传播方向,所以提出以下猜想:
由于焊趾的存在,使焊缝根部反射面不再平整,当入射横波打到焊趾表面时,界面处的实际入射角会小于探头的标称入射角,当入射角小于第三临界角(钢中第三临界角为33.2°)时,在入射位置就会发生波形转化,产生反射变形纵波[2]。由于反射纵波的声速大于反射横波,在某一角度反射纵波声束与焊缝外表面某个位置垂直使探头接收到反射信号时,就会在一次底面回波和二次表面回波的声程之间产生一个波形显示。
下面对猜想进行计算验证:
检测产生2#反射回波结果时,采用的探头型号为2.5P13×13/45°,探头实测角度为45°,探头前沿距离为12 mm,探头端部距同侧焊缝缝边10 mm,Q355D钢材中纵波声速为5 900 m/s,横波声速为3 230 m/s,对焊缝根部产生波形转换和变形纵波反射情况进行模拟,如图5所示。图5中,S为横波路径,L为纵波路径。
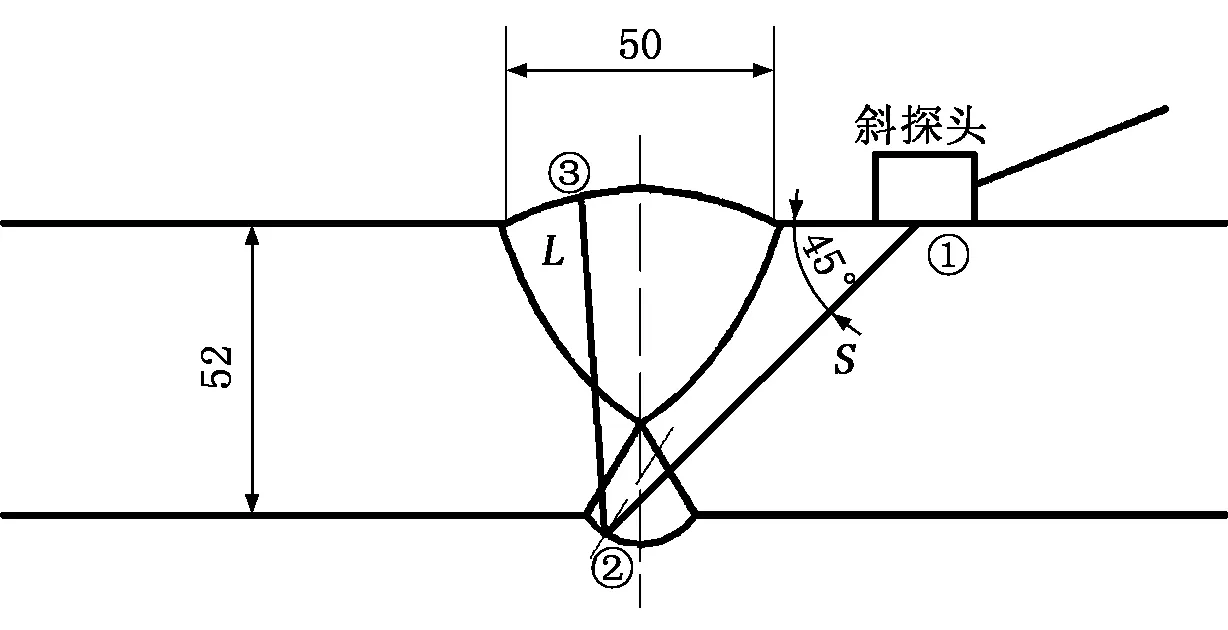
图5 根部波形转换及反射
斜探头发出的横波入射到位置②时,由于入射角小于第三临界角,就会产生变形纵波,变形纵波打到焊缝表面位置③时,变形纵波声束与界面垂直,声束沿③②路径返回到位置②,并在位置②再次进行波形转换,最终回波信号被斜探头接收,在仪器上形成波形显示。由于图5结构不规则,对于波形转换位置和变形纵波反射位置都不好确定,为了进行准确的计算验证猜想,可以对图5进行模型简化,如图6所示。
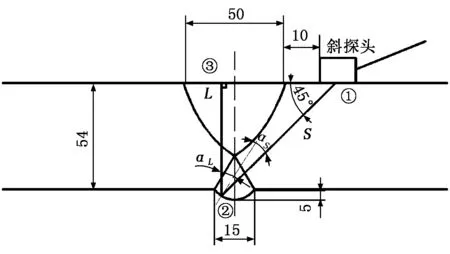
图6 波形转换及反射模型简化
可将焊缝上表面简化为平面,焊趾视为半径r=8.125 mm的圆弧,工件厚度变为54 mm,这样位置②和位置③便固定了。由根据三角函数关系与波形转化反射定律可进行以下计算:
(1) 位置②横波入射角αS和变形纵波反射角αL满足反射定律[3]:
其中:cS为钢中横波声速,cS=3 230 m/s;cL为钢中纵波声速,cL=5 900 m/s。
由三角关系αS+αL=45°,可得出αS=15.593°,αL=29.407°。
(2) 位置②距筒体内表面的垂直距离为:
5-(r-r×cosαL)=
5-(8.125-8.125×cos29.407°)=3.953 mm.
所以最终可得到横波声束穿过①②路径所走的距离L1:
(3) 变形纵波声束穿过②③路径所走的距离L2为:
L2=54+3.953=57.953 mm.

(4) 理论上,当变形纵波在位置③垂直反射,沿③②①路径被探头接收时,在仪器上显示的反射点③的深度H则为:
(5) 反射点③与探头入射点①的水平距离L为:
即距离探头对侧焊缝表面熔合线的距离为L′为:
L′=L-10-12-50=8.387 mm.
经对比可以发现,猜想得出的理论结果与实际检测数据正好相符,说明仪器上的2#回波应该就是图6模型中变形纵波在位置③反射产生的。
操作验证:可以采用在焊缝表面对应位置用蘸油的毛刷拍打,看2#回波是否波动。实际检测时发现,当毛刷拍打焊缝表面时,2#回波确实上下波动,说明对2#回波的判断属实,在后续工件加工处理中,焊缝根部被磨平,此时再用仪器进行超声波检测,2#回波彻底消失。
3 总结
焊缝根部变形波产生的回波显示是无损检测中一种典型的非缺陷回波,其形状特殊、位置固定,极易与缺陷混淆,在超声波检测中应充分认识。对焊缝超声波检测时,如果根部存在焊趾余高较大、咬边、错边、薄厚对接等情况时,出现变形波的可能性会很大,无损检测人员应快速且准确地对其进行识别。本文从波形特征、理论计算和操作验证等角度,对焊缝根部变形波产生的回波显示进行了实例解析,提出了切实有效的判别办法,对无损检测结果分析具有重要意义。
猜你喜欢
矿产与地质(2022年2期)2022-09-06
北京大学学报(自然科学版)(2022年2期)2022-04-08
建材发展导向(2021年19期)2021-12-06
装备维修技术(2021年47期)2021-07-12
无损检测(2021年6期)2021-07-01
装备维修技术(2021年46期)2021-03-07
综合智慧能源(2018年11期)2018-12-18
陶瓷学报(2015年4期)2015-12-17
浙江大学学报(工学版)(2015年6期)2015-03-01
传奇故事(破茧成蝶)(2015年6期)2015-02-28