数字化转型下滤棒成型企业智能生产物流系统的探索与思考
2022-10-27 06:16景兴淇付涛董俊张宏彬卢万里李正雄
物流技术与应用 2022年10期
文 / 景兴淇 付涛 董俊 张宏彬 卢万里 李正雄
随着时代进步,物联网、大数据和人工智能等前沿技术不断创新与应用,新一代数字化技术正在改变人们的生产和生活方式,重塑众多行业[1]。在此背景下,数字化技术已经成为越来越多企业提升企业效益和管理水平的关键手段,“数字化转型”渐渐成为许多企业寻求业务发展和运营优化的战略选择。
在卷烟滤棒生产领域,面对不同批量、不同规格、种类繁多的产品需求,滤棒生产企业也纷纷开启了数字化转型之路,希望通过在各个层级、各个价值链上采用数字化相关技术(如物联网、高级分析、人工智能、自动化和流程数字化),实现对传统生产制造过程的改善,提升精益化管理水平,以高度敏捷的方式部署人力和生产设备、仓储等资源,来满足各卷烟厂对滤棒快速变化和日益增长的需求[2]。
本文结合湖北中烟卷烟材料厂滤棒生产系统的数字化转型需求,按照国家烟草局对行业物流提出的“打造绿色循环、精益高效、协调共享的烟草供应链物流系统”发展要求,在利用自动化物流改造、提升生产物流智能化、精益化管理水平等方面进行了积极的探索和思考。
一、滤棒成型企业物流现状及问题
1.生产配套物资以人工搬运为主,人工劳动强度大,信息跟踪链路不完整
滤棒成型企业的生产具有鲜明的离散型制造的特点,每台成型机组独立生产,具备成型工序的自动化控制,但配套的空盒折叠及供给、实盒装载检测、实盒下线和实盒码垛等作业需由人工完成,每台机组需配置2~3名工人,整体自动化程度不高,人工劳动强度大,物料信息采集的时效性、准确性不高,所采集到的数据颗粒度大,造成全流程信息跟踪链路不完整。
2.现场人工交叉作业,安全管理成本高
滤棒生产过程由多个环节组成,生产现场原材料和成品摆放多采用划定区域就地堆放,现场无法形成高效的管理,管理成本投入大。生产现场人车交叉作业,既存在安全风险,又会导致作业效率低下,进一步提高了管理成本[3]。

图1 智能生产物流系统总体布局方案
二、数字化转型背景下智能生产物流系统的探索与思考
数字化转型的核心要义,是要将基于工业技术专业分工取得规模化效率的发展模式,逐步转变为基于信息技术赋能作用获取多样化效率的发展模式[4]。需要重点把握四个方面:一是数字化转型是信息技术引发的系统性变革;二是数字化转型的根本任务是价值体系优化、创新和重构;三是数字化转型的核心路径是新型能力建设;四是数字化转型的关键驱动要素是数据[5]。
在数字化转型过程中,为提升滤棒生产物流系统的智能化、精益化管理水平,聚焦新型能力建设及将数据作为关键驱动要素,在滤棒生产物流系统总体布局、流程优化、设备创新研究、信息采集和跟踪等方面进行了积极探索、思考和实践[6]。
1.智能生产物流系统总体布局
构建原辅料物流系统、滤棒自动存储物流系统和成品自动化物流系统,通过自动化及信息的集成,实现原辅料自动入库、自动出库供应成型机组生产,成型机组生产的滤棒自动输送、暂存、层码托盘、套膜包装后输送入成品库存储,根据订单要求精准出库发货,全流程对物料进行自动信息采集和跟踪。
智能生产物流系统主要功能分区为:原辅料库存储作业区、成型机组生产作业区、滤棒自动储存物流系统、折盒机纸盒生产区、珠子滤棒检测作业区、成品库存储作业区,参见图1。

图2 智能生产物流流程总图
通过合理的布局分区,实现滤棒从原材料供给到生产加工,再到成品存储与发货全过程的“人和物、人和信息、人和人”之间的“关联”和信息采集,通过对采集的信息进行“加工”,实现数据的“增值”,助力滤棒成型企业实现生产物流智能化、精益化管理。
2.智能生产物流流程优化
通过对当前滤棒生产工艺流程的梳理,结合物流总体布局,对原辅料供应、滤棒入库暂存、成品入库及发货等物流流程进行了优化,以满足不同品种规格滤棒自动化生产及流通的需求。
主要物流流程包括:原辅料入库流程、原辅料出库流程、空纸盒上料流程、滤棒入库流程、滤棒出库码垛包装流程、珠子滤棒出库检测流程、成品入库流程、成品出库流程,参见图2~9。

图3 原辅料入库流程

图4 原辅料出库流程

图5 空纸盒上料流程
3.设备创新研究
根据智能生产物流布局方案,对相关流程的关键设备开展了创新研究,以支撑生产及物流的顺畅运作,主要包括:
(1)装盒机改造
为提升滤棒运输、存储效率以及对成型机产出滤棒信息的精确采集,对成型机输出端的装盒机进行了改造。通过改造,使装盒机能根据机台工单对输出的实纸盒自动打码、异常自动剔除,并将实纸盒平滑地输送至后端物流设备。
(2)实纸盒成组机器人夹具
装盒机输出实纸盒后,经输送线输送,末端采用坐标机器人来将实纸盒码垛至固定支架上实现成组。针对实纸盒轻、薄、无盖的特殊特点,机器人夹具要充分考虑纸盒防掉落、防变形、滤棒无散落等要求。针对此特殊应用场景,对夹具进行了专项技术攻关,采用定制化双夹具设计,采取气缸抱夹的形式,支持单次抓取2盒和单次抓取1盒两种模式,既能够满足单台机组生产最小尺寸滤棒时的流量需求,又能够通过自动调整夹具间距适配不同尺寸的滤棒生产,增加了系统的柔性和灵活性。

图6 滤棒入暂存库流程
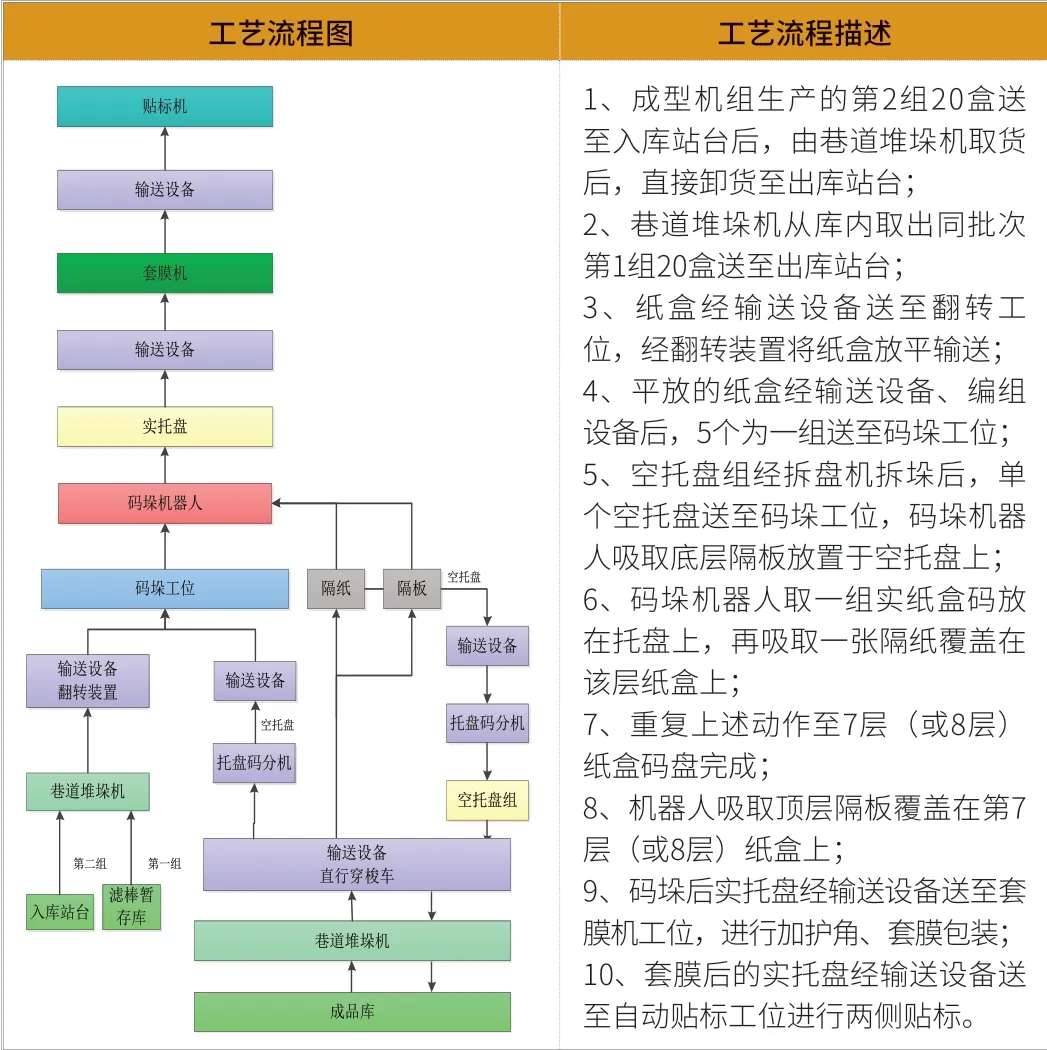
图7 滤棒出库层码包装流程

图8 成品入库流程

图9 成品出库流程
(3)潜伏式AGV应用
使用潜伏式AGV实现成组滤棒盒在固定支架至入库区的转运。需要搬运滤棒盒时,AGV运行至支架下方,依靠顶升机构将成组滤棒盒顶起,并通过特殊定制的夹持机构夹紧纸盒,防止运输过程中纸盒倾倒。
(4)托盘码垛机器人
码垛机器人以关节机器人为机体,结合滤棒盒来料和码垛方式对夹具进行定制化设计。夹具采用机械式夹持兜底方式实现对滤棒盒整层抓取、码垛,整体结构简单、耐用性高。其中,兜底机构采用碳纤维管(或钛合金板)等高强度材质,能够降低兜底机构的厚度,缩小夹具打开时滤棒盒下落距离,可以有效避免滤棒盒下落带来的垛形变化和跳棒情况。同时,一套夹具既可抓取编组好的滤棒盒,又可以吸取隔纸和隔板,实现一套设备集成多种功能,降低设备管理品类。
(5)自动套膜机
为有效保护码垛托盘在运输过程中不被污染且滤棒盒形态稳定,需对码垛托盘进行套膜与加护角。套膜加护角省采用套膜与加护角功能集成化设计,设备整体占地面积小,工作效率高,X方向、Y方向和Z垂直方向立体协调动作,精确定位,提高可靠性。并且在设备4个角设置多个护角仓,使用4个独立的上护角移栽装置,结构简单可靠;多个护角仓可以存放同一高度尺寸或不同高度尺寸的护角,通过程序进行灵活组合,可以满足不同尺寸滤棒纸盒码垛后垛形高度存在差异的包装需求,增加系统使用柔性。
4.信息采集和跟踪
在流程优化及对关键设备开展创新研究的基础上,全面梳理了生产全流程的信息集成方案。在此重点对成型机生产出滤棒后的信息采集和跟踪关键流程进行介绍(滤棒入库和出库环节的信息采集主要在滤棒自动存储物流系统内实现)。

潜伏式AGV应用

托盘码垛机器人
(1)滤棒信息在主要生产系统间的流转
主要交互说明:
①MES发送成型机工单给滤棒自动储存物流系统;
②滤棒自动储存物流系统发送成型机产出数据给MES或批次管理系统;
③MES根据成型机生产结果生成入库计划,并发给成品物流系统;
④滤棒自动储存物流系统出入库后,发送出入库数据给MES及原辅料、成品物流;
⑤滤棒自动储存物流系统根据滤棒固化时间要求,对满足固化时间且质检合格的滤棒自动出库进行托盘层码、套膜;
⑥滤棒自动储存物流系统发送托盘大件码数据给成品物流,成品物流负责成品托盘的入库、出库及库存管理;
⑦不进入滤棒自动储存物流系统的人工码盘的滤棒,由批次管理系统采集纸盒码及托盘码并进行信息绑定,托盘码及纸盒码的绑定关系传给滤棒自动储存物流系统;
⑧滤棒自动储存物流系统根据工单向原辅料物流发送要料需求,原辅料物流完成领退料后,将机台消耗数据发送给MES。
(2)滤棒入库环节信息采集及跟踪
①在成型机出口,装盒机根据机台生产工单自动完成实纸盒的打码、贴标;
②实纸盒进入输送线后,滤棒自动储存物流系统自动采集实纸盒上的条码信息,并将实纸盒数据与机台工单绑定;
③坐标机器人将实纸盒码放到实纸盒固定支架,并记录支架号及纸盒条码信息;
④坐标机器人放满一个实纸盒支架后,滤棒自动储存物流系统对该支架上的一组纸盒产生一个虚拟托盘与并与之进行绑定;
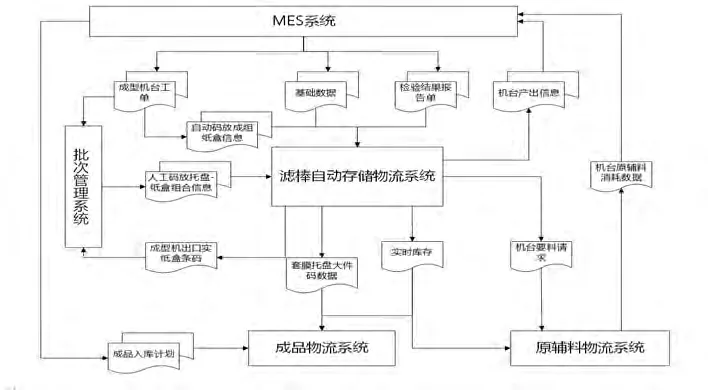
图10 滤棒信息在主要生产系统间的流转
⑤当相邻的2个支架都绑定虚拟托盘后,滤棒自动储存物流系统调度AGV搬运两组支架上的纸盒至入库站台;
⑥滤棒自动储存物流系统调度堆垛机,将虚拟托盘(实纸盒组)搬运至目标货位存放;
⑦至此,滤棒自动存储物流系统完成了实纸盒→支架-实纸盒绑定→实纸盒-虚拟托盘→虚拟托盘→货位的完整信息采集;
⑧入库完成后,滤棒自动储存物流系统通过接口发布入库信息给MES或批次管理系统。
(3)出库层码信息采集及跟踪
①需要从滤棒自动储存物流系统出库进行层码套膜的实纸盒,由滤棒自动储存物流系统根据固化时间及质检结果自动出库;
②滤棒自动储存物流系统根据固化时间,分配出库货位,并调度堆垛机进行实纸盒的出库;
③实纸盒出库到输送线上后,滤棒自动储存物流系统传送虚拟托盘号及实纸盒批次信息给实纸盒输送线;
④在输送线上的条码读取设备读取单个纸盒条码并将纸盒输送到层码纸盒缓存位置,机器人每完成一次码盘后,滤棒自动储存物流系统将托盘信息及实纸盒信息进行绑定;
⑤机器人码满一托盘后,输送系统将实托盘送至套膜机进行套膜,滤棒自动储存物流系统根据托盘及托盘上的纸盒信息,按照大件码规则生成大件码,并将大件码信息输出给贴标机;
⑥贴标机打印大件码标签并粘贴在套好膜的托盘两侧;
⑦输送系统将托盘输送成品物流入库区,滤棒存储物流系统发布大件码及小件码的绑定信息给成品物流,从而实现成品物料及信息与成品物流的交接;
⑧后续由成品物流系统对大件码进行扫码并完成成品滤棒托盘的出入库作业;
⑨至此,滤棒存储物流系统完成了实纸盒组(虚拟实托盘)出库→单纸盒分离输送→单纸盒条码读取→纸盒层码及绑定托盘信息→套膜→大件码生成及小件码绑定→成品入库全流程的信息采集及跟踪;
⑩对于人工码盘的滤棒托盘,在码盘时通过滤棒存储物流系统的PDA软件进行纸盒码及托盘码的绑定。当托盘由人工搬运至滤棒自动存储物流输送线时,利用输送线上安装的托盘扫码器对托盘进行自动扫码,系统根据托盘码查询出相关的实纸盒信息。经套膜后,滤棒自动存储物流系统根据托盘及纸盒信息生成大件码信息,控制贴标机打印大件码并完成贴标。后续流程与自动码盘套膜入库流程一致。
三、结束语
基于对物流系统总体布局、流程优化、设备创新研究和信息集成多方面探索思考,通过开展设备集成、控制集成及软件集成构建全新的物流系统,与工艺设备无缝衔接,实现了关键设备自动化向全面生产的自动化、信息化、数字化转变。利用成型机工单数据,拉动配套物资的自动化供给;条码自动识别技术的应用,增强了生产及物流过程数据的采集和加工能力,最终实现滤棒从原材料准备、生产加工到成品发货的全流程信息跟踪与管控,显著提升了生产物流智能化、精益化的管理水平。
猜你喜欢
动漫界·幼教365(大班)(2021年1期)2021-04-06
电子技术与软件工程(2021年20期)2021-03-10
动漫界·幼教365(大班)(2020年11期)2020-12-22
少年漫画(艺术创想)(2019年5期)2019-09-18
世界热带农业信息(2017年5期)2017-10-23
商业会计(2017年24期)2017-09-17
世界热带农业信息(2017年4期)2017-07-28
世界热带农业信息(2017年3期)2017-07-13
世界热带农业信息(2017年3期)2017-07-13
中国高新技术企业(2017年11期)2017-07-08