军用涡轴发动机材料技术及发展趋势
2022-10-09 08:28:40何建唐湘林唐小天吴学深李俊霖叶飞
中国军转民 2022年18期
■何建 唐湘林 唐小天 吴学深 李俊霖 叶飞
涡轴发动机属于航空燃气涡轮发动机的主要种类之一,是直升机或旋翼无人机的动力装置,为其旋翼提供扭矩,广泛运用于军用领域。涡轴发动机的核心机与涡扇、涡喷、涡桨发动机一致,由压气机、燃烧室和涡轮构成,不同之处在于涡轴发动机通过自由涡轮将高温燃气的热能转化为机械能,产生扭矩,驱动旋翼转动。
军用涡轴发动机对高功重比、高可靠性、高耐久性和低油耗率有着极致的追求。各国工程师围绕其结构、材料和工艺进行精益求精的探索,发现航空涡轴发动机的性能改进一半依靠材料技术,从未来趋势看,甚至会达到三分之二。当前,材料技术已经成为了涡轴发动机性能提升的关键之一。
一、军用涡轴发动机主要材料技术
随着涡轴发动机对性能要求的不断提升,功重比和涡轮前温度持续升高,对发动机材料是一个极大的考验。
1.单晶空心叶片
单晶空心叶片具有优良的抗高温、抗蠕变、抗热疲劳、抗氧化以及抗腐蚀性能,在涡轴发动机上广泛应用。与其他叶片显著的不同之处在于单晶叶片只保留一颗晶粒,消除了多晶叶片存在的缺陷,提升了叶片基体性能,叶片孔洞结构可以通过引低温气体对叶片表面进行高效冷却。
叶片材料经历了锻造高温合金、普通铸造等轴晶高温合金、定向凝固高温合金和单晶高温合金等四个阶段,材料性能不断提升,每个阶段材料组织差异显著,单晶合金组织结构优异。单晶合金首次应用于20 世纪80 年代,普惠公司研制的PW1480 合金是第一代单晶合金的典型代表。各国工程师通过调整成分配比,添加铼、钴、钽、钨、钼、钌等多种难熔元素,使其合金性能不断提升。当前美国已研制出第四代单晶合金,新一代单晶合金工作温度比上一代提升约30~40℃。
先进单晶叶片的生产,工业上通常采用在定向凝固技术的基础上,加上选晶技术或籽晶技术。通过定向凝固技术可控制晶体生长取向,选取平行于主应力轴<001>取向的晶粒,可获得具有更好综合性能的定向单晶叶片。如图1 所示,选晶技术即在定向凝固技术的装置下加装螺旋选晶器。
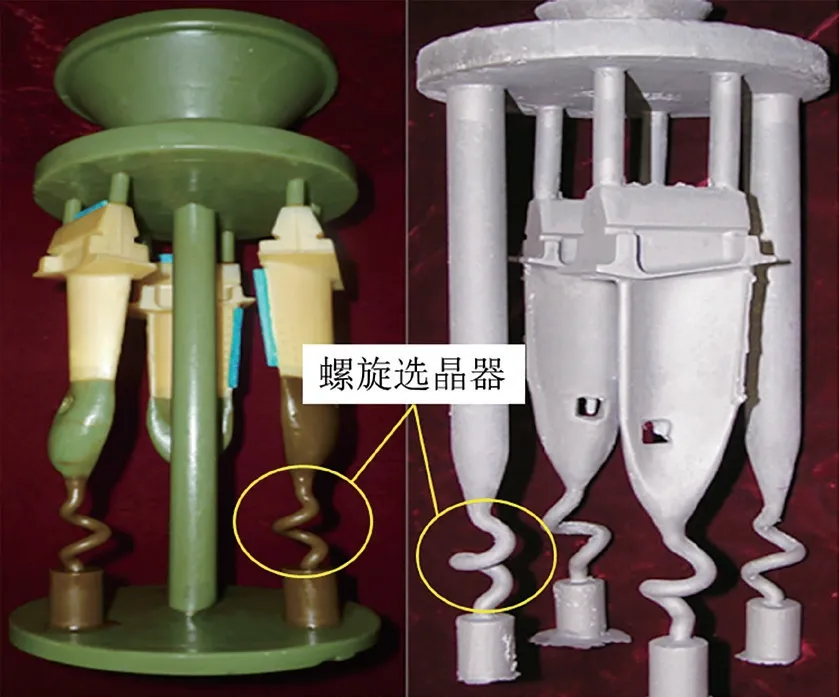
图1 单晶叶片模组和毛坯
2.热障涂层
热障涂层技术是一种热防护手段,在提高耐温能力和延长热端部件寿命方面效果显著,已成为高性能发动机研制的关键技术之一。
热障涂层是将具有耐高温、耐腐蚀、低导热率的陶瓷材料覆盖在热端部件的基体表面,从而在一定程度上减少燃气温度向基体扩散,降低基体的工作温度,延长基体工作寿命。当前热障涂层主要有三种结构类型,包括双层结构、多层结构和梯度结构。
工业制备陶瓷层的典型工艺有等离子喷涂和电子束物理气相沉积,工业制备粘结层的主要制备工艺有真空电弧离子镀、低压等离子喷涂、化学气相沉积。罗罗公司应用等离子喷涂热障涂层技术研发出第1 代热障涂层,该涂层可使基体温度下降50℃,零部件寿命增长近1倍。当前,普惠公司已研发出第3 代技术PWA266 涂层,其陶瓷材料采用ZrO2-7Y2O3。
3.粉末高温合金
涡轴发动机的涡轮盘等热端部件属于发动机工作环境最恶劣的部位。涡轮盘既承受着高温高压环境,也承受着径向载荷和横向载荷。
欧美制造商先后研制出4 代粉末高温合金。前3 代分别是高强型、损伤容限型、高强度损伤容限型,第1 代耐温可达650℃,第2 代和第3 代分别比上一代提高约100℃。第4 代是通过优化工艺、精细调控成分,使其能获得更好的高温性能。
粉末高温合金的工艺主要包括粉末制备、粉末热固结成型、热处理等流程。
(1)粉末制造主要有氩气气雾法制粉和等离子旋转电极法制粉等两种方法,其中氩气气雾法的粉末颗粒度更细,制坯后组织更均匀,夹杂物更少。典型气雾法制粉的设备根据功能可分为熔炼系统、真空系统、气源系统、雾化系统和粉末收集系统。
母合金在真空熔炼炉中加热至熔融状态;在重力和雾化气流的吸力作用下,通过导流管进入雾化室,在导流管的末端,受到高速气流的剪切力影响,克服表面张力形成毫米级或微米级的熔滴,熔滴在气流、重力、惯性等影响下在雾化室内分散飞行,与气流发生强烈的热交换后,快速凝固为不同粒径的粉末颗粒,再通过粉末收集系统,分级收集。
(2)粉末热固结成型工艺主要采用热等静压成型、真空热压成型和热挤压等工艺。热等静压工艺应用最广泛,在高温和高压的条件,促使材料致密化和元素扩散,从而减少缺陷提高整体力学性能。
(3)热处理工艺主要是固溶和时效两种。固溶处理使合金中各种分布不均的析出相充分溶解至基体中。时效处理使高温合金的强化相均匀地析出,实现析出强化,提高合金的综合性能。
4.增材制造技术
增材制造是一种变革性的材料制备技术,可以实现一体化成型,显著提高生产效率、降低制造成本。目前该技术在涡轴发动机的工艺上已有运用,包括铸造型芯和树脂模的快速打印、直接成型部分零部件以及大型复杂构建的修复。
当前主要的工艺有光固化立体成型(SLA)、选择性激光烧结(SLS)、激光直接沉积(LMD)、选区激光熔化(SLM)、电子束选区激光熔化(EBM)。通用公司利用选区激光熔化技术,对航空发动机燃油喷嘴开展试制,相比于通过传统锻造、机加工及焊接等工艺,增材制造技术可以减少大量的零件焊接组装工序。
二、军用涡轴发动机材料技术的发展趋势
未来军用直升机需要具备更高的机动性、更高的可靠性、更高的安全性、更好的维修性以及更远的续航能力。军用涡轴发动机必须将功重比增加、油耗率降低,可靠性、安全性、维修性同步增强。材料将朝着质量更轻、性能更强、工艺性更好以及一体化成型等趋势发展。
1.先进复合材料
复合材料是未来涡轴发动机使用的趋势。未来涡轴发动机上将有30%的材料使用复合材料,甚至高达50%。复合材料可以结合两种或多种材料的优势,通过工艺优化后,使其达到所需要的最佳性能。
先进陶瓷基复合材料是高温部件的优良材料,其强度是传统镍基合金的两倍,但密度只有镍基合金的1/3,具有更好的耐高温、耐腐蚀性能。如新型碳化硅陶瓷纤维,具有密度小、可以承受1315℃高温的特点,是未来燃烧室、导向叶片、工作叶片的选材方向。
树脂基复合材料是冷端部件的重要结构材料,其相比于传统的金属基复合材料,具有明显的轻量化和可设计性优势。如树脂基复合材料叶片可比金属基叶片减重10%~15%,通过设计可达到更高效的气动外形,具备更好的进气效率。通过调整材料成分和工艺,可使树脂基复合材料的结构强度、耐温能力进一步优化。
碳纤维增强碳基复合材料是碳基复合材料的代表,也是现阶段研究最多的一种耐高温材料,其具有热稳定性和热传导性好的优点。在欧美先进涡扇发动机上已有试验,未来一定有更广泛的应用。
2.先进增材制造技术
先进增材制造技术是实现一体化高效成型的颠覆性技术。目前增材制造技术在很多方面还存在局限性,一些指标不能完全满足涡轴发动机的需求。
增材制造技术将朝着以下方向发展。第一,提升工艺技术,突破技术瓶颈。工艺优化后,增材制造逐步应用到关重件、复杂件的一体成型工艺。其二,加强对新材料的研发和现有原材料的改进,包括高分子材料、金属粉末材料和陶瓷材料,如金属粉末的颗粒度、均匀性和纯度等都是关键要素。其三,建立材料特性及成型工艺标准体系。其四,与传统制造技术融合,实现混合加工,将双方的优势进行互补。第五,与拓扑优化等创新技术融合,形成设计到制造的闭环,可以在成型前通过拓扑优化使产品进一步轻量化以及提高性能。
三、结语
材料技术是航空发动机的关键要素。当前,单晶空心叶片、热障涂层、粉末高温合金和增材制造技术为涡轴发动机的发展提供了关键动力。未来,先进复合材料和先进增材制造技术将为下一代涡轴发动机提供有力支撑。
猜你喜欢
石材(2022年4期)2022-06-15 08:55:02
中国军转民·下半月(2022年9期)2022-05-30 10:48:04
计算机测量与控制(2021年6期)2021-06-30 12:45:08
制造技术与机床(2019年6期)2019-06-25 10:17:38
表面工程与再制造(2019年1期)2019-05-11 08:51:28
中国科技信息(2016年19期)2016-10-25 08:15:06
中国科技信息(2016年6期)2016-08-31 07:27:16
焊接(2016年4期)2016-02-27 13:02:12
中国科技信息(2015年24期)2015-11-07 08:52:23
中国科技信息(2015年23期)2015-11-07 08:25:56