低频振动钻削工程陶瓷轴向力预测模型研究
2022-09-23 09:18陆胜凯
技术与市场 2022年9期
陆胜凯
(江苏省滨海中等专业学校,江苏 盐城 224051)
0 引言
工程陶瓷因具有密度低、硬度高、耐磨损、耐高温、耐腐蚀等优异性能,在军事、医疗、航天等领域有着重要作用,应用前景极为广阔[1]。由于工程陶瓷硬脆性的特点,在钻削加工中易出现工程陶瓷出入口崩豁和刀具寿命低等问题,被公认为是一种典型的难加工材料[2]。目前,工程陶瓷孔加工的方法主要采用金刚石钻头的机械加工和特种加工[3-4]。特种加工方法设备造价昂贵, 加工效率低。所以,采用金刚石钻头对工程陶瓷进行孔加工的方法仍是目前首选的方法[5]。
工程陶瓷钻削加工中轴向力对工程陶瓷出入口崩豁和刀具寿命低有着重要的影响,学者们[6-7]对工程陶瓷加工钻削轴向力进行了研究,其目的是改善工艺参数对孔表面质量的影响,但是较少建立轴向力的预测模型。综合考虑低频振动钻削中的主轴转速、进给速度和振动幅度对钻削轴向力的影响,建立钻削轴向力的模型,并进行试验验证,对加工参数的优化和实际加工有一定的参考意义。
1 试验设计
1.1 试验设备
钻削试验设备为汉川XH715D加工中心、Mitis PG8040振动刀柄、金刚石钻头(内径φ6 mm/外径φ8 mm)、测力仪和计算机。轴向力测量原理图如图1所示。
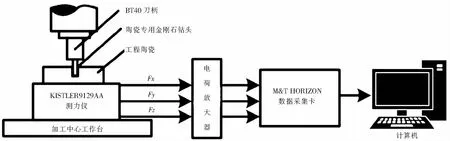
图1 轴向力测量原理图
1.2 工件试样
工件为99.5%Al2O3工程陶瓷,厚度8 mm。Al2O3程陶瓷的物理特性参数如表1所示。
1.3 试验方案
选取主轴转速、进给速度和振幅3个工艺参数作为正交试验三因素,分别选取3个水平,构成三因素三水平的正交试验方案,要选用L9(34)型正交表。表2为低频振动孔加工正交试验表。
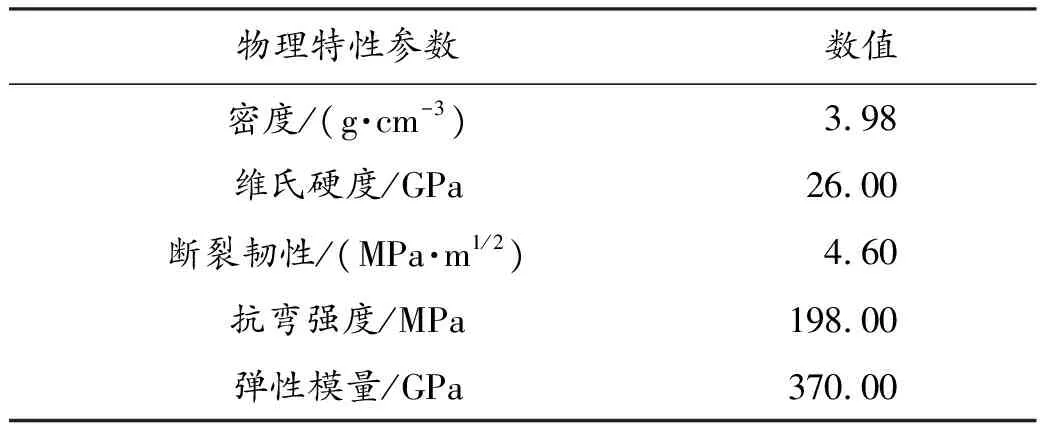
表1 Al2O3陶瓷物理特性参数

表2 低频振动孔加工正交试验表
2 试验结果与分析
2.1 轴向力试验结果
在加工过程中,钻削力是作用于刀具上的瞬时变化空间力。研究对象取最能反映钻削力的z向轴向力。所有钻削轴向力大小,均是在同样条件下5次峰值区的均值。正交试验方案和结果如表3所示。
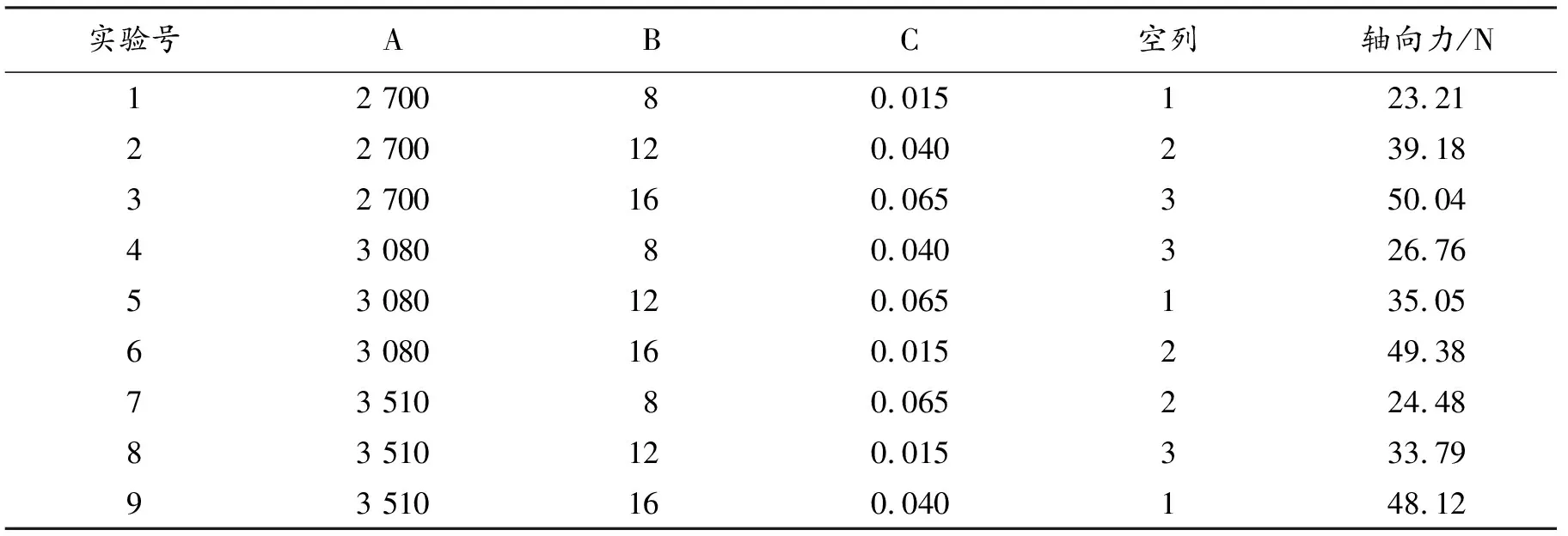
表3 正交试验结果
2.2 轴向力预测模型的建立
根据以往的试验研究,陶瓷加工中的磨削力多为非线性幂函数模型[8],影响低频振动孔加工的轴向力F的工艺参数有主轴转速n、进给速度f和振动幅度A。因而假设低频振动孔加工的轴向力与3个工艺参数满足关系:
(1)
式中,F为轴向力(N);K为与刀具、工件等有关的系数;a1、a2、a3为待定系数。
对式(1)同时取对数进行线性化处理,得
InF=InK+a1Inn+a2Infr+a3InA
令y=InF;β0=InK;βi=ai,(i=1,2,3);x1=Inn;x2=Infr;x3=InA
则建立多元线性数学模型:y=β0+β1x1+β2x2+β3x3
由此得到多元线性方程式组:

则有:y=Xβ,β=(XTX)-1XTy

2.3 轴向力预测模型的试验验证
采用其他工艺参数进行实际孔加工,通过得出的实际数据与预测值的比较,对建立的预测模型的可靠性和准确性进行试验验证。预测模型的验证试验结果如表4所示。
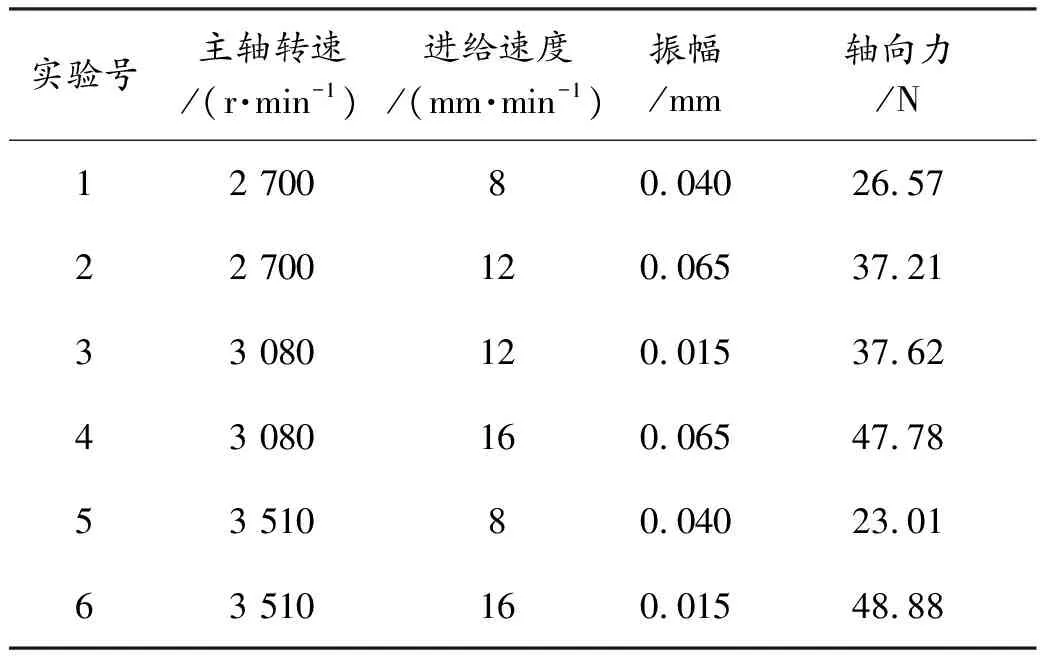
表4 验证试验结果
将验证预测模型试验所得的实际轴向力与通过轴向力预测模型所得到的预测值相比较,同时使用绝对误差和相对误差2种计算方法,得到表5。
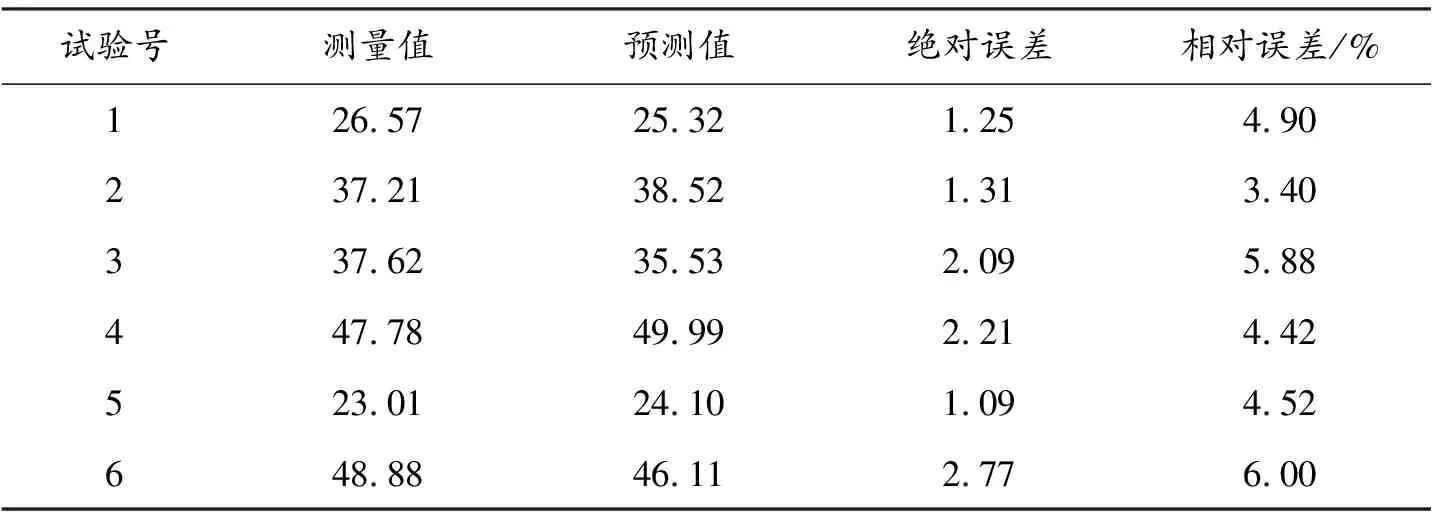
表5 轴向力的预测值与实际值
由表5可知,相对误差的最大值为6.0%;相对误差的最小值为3.4%,误差均在6%内,预测模型所计算预测值与实际测量值较为接近,具有较高准确性和可靠性。
3 结论
1)针对低频振动钻削轴向力与多因素间复杂关系,非线性幂函数能建立可靠的轴向力预测模型。
2)通过试验对比,得到氧化铝工程陶瓷低频振动孔加工轴向力F预测模型误差值在6%内,与试验实际结果的数值较为接近,对工艺参数的优化和实际加工刀具有一定的参考意义。
猜你喜欢
大电机技术(2022年5期)2022-11-17
水泵技术(2021年5期)2021-12-31
天天爱科学(2020年6期)2020-09-10
疯狂英语·新读写(2020年3期)2020-06-06
学与玩(2018年5期)2019-01-21
制造技术与机床(2018年12期)2018-12-23
北京航空航天大学学报(2017年4期)2017-11-23
景德镇陶瓷(2017年2期)2017-05-26
海峡姐妹(2016年5期)2016-02-27
船海工程(2015年4期)2016-01-05