
丙烯透平压缩机防喘振故障分析及优化改造
2022-09-22 08:51宋亮王登
科技创新导报 2022年16期
宋亮 王登
(沈阳鼓风机集团股份有限公司 辽宁沈阳 110000)
丙烯透平压缩机属于离心式压缩机,是大型化工生产领域中的重要设备组成,可以发挥出较好的制冷效果,为化工生产提供足够的冷量。喘振是压缩机表现出的一种性能反常的现象,压力、流量的异常都是其重要组成,容易产生一些类似于喘息的噪音,并且伴有一定振动规律。喘振现象容易引发机组的部件损坏问题,严重时甚至会出现碰撞和爆炸性事故,会对企业造成严重的人身和经济损失,因此,必须要对压缩机的喘振故障做出分析和优化,以减少不良影响的发生。
1 压缩机喘振现象的发生
对于丙烯透平压缩机而言,其流量若持续减少至某个特定数值之后,其叶片冲角会受到较大的影响,增加至某一特定的数值之后,会存在“旋转脱离”的表现[1]。上述现象的发生会造成较大的脉动现象,也会让叶片受到周期性作用力的影响,最终引发叶片振动的问题。
喘振属于离心式压缩机的固有故障特性,会对离心式压缩机的正常运行性能造成一定的影响,容易引发管网内部的周期性振荡问题,使得压缩机组的运行处于不够稳定的状态当中。对于压缩机的喘振现象而言,其发生与机组的工艺参数具有密切的关系,其中的任何一个参数发生了改变,都有可能是引发机组喘振的重要因素。机组出口的流量、温度和压力,入口的压力,导向叶轮的开度及阀门的开通度等因素,都是影响喘振现象的内容组成,会对管网流量的变化产生较大影响。普遍而言,管网容量越大,所产生的喘振频率就会越低,振幅的表现会越大。反之是管网容量越小,所产生的喘振频率就越高,振幅的表现就越小[2]。由上述内容可以明显看出,压缩机组出现喘振现象的主要原因是气体流量较低,在具体操作中需要对该问题进行关注。不同压缩机因受到自身特点的影响会产生不同的喘振曲线图,图1为本次研究的喘振曲线图。
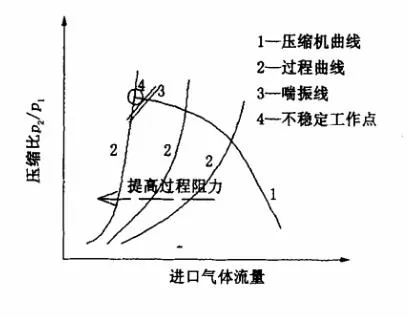
图1 透平压缩机喘振原理图
气体流量低是造成喘振现象的根本性原因。在具体的操作中,引发低流量现象发生的原因比较多,一般可以将其归纳为几个方面的原因:一是压缩机的出口压力处于升高状态,此时的输出管线压力较输出压力要高,这种现象会对出口造成憋压问题,气体会重新倒流到压缩机组当中,最终引发气体流量偏低的现象;二是入口的流量较规定值要低,尤其是在开停机的时候,入口本身会有流量过低的表现,阀门若开度较大,就会导致压缩机入口处的流量处于较低的状态当中;三是机组的流量指示原件受到了故障问题的影响,导致流量显示出现了一定的问题[3]。
2 丙烯透平压缩机喘振问题改造的必要性
本文将某化工企业的项目作为实例来进行详细分析,该生产线配置的压缩机为丙烯压缩机,通过利用蒸汽透平的方式对设备的运行产生足够的驱动效果,让设备在高温、高压等特殊的条件下也进入到运行状态当中。将丙烯作为压缩机的主要介质,采用变转速的方式对其设计进行调整,以发挥丙烯透平压缩机的真正价值。
本次研究所使用的压缩组从开工以来表现出了一定的问题。首先,需要对喘振流量的选择进行关注。在具体的设计过程中,需以稳定条件的最大喘振流量为依据,并在正常条件下适当地增加喘振流量,使其达到一定的设计余量。各企业在对压缩机阀门进行选择时,也需要将其作为标准来选择。本次所选用的机组在实测中出现了流量偏小的现象,使得压缩机组的工作点始终都处在喘振区当中,对机组的开启和停机操作都会产生较大影响,容易带来一定的风险性问题。其次,需要对机组的入口压力自动控制进行重视。本次研究中自动控制回路因受到喘振影响,无法投入到正常的运行模式当中,只能使用完全手动操作的方式对其进行控制,不仅对生产线的工作人员综合能力提出了较高的要求,同时也对生产现场的控制效果发挥产生了一定的制约,未能发挥出丙烯透平压缩机真正的作用。
3 丙烯透平压缩机防喘振的改造难点
3.1 改造难点
在对本次研究所选用的丙烯压缩机的控制系统进行分析后,得出一定的问题,具体如下。(1)对压缩机的基本情况进行观察可知,所选用的防喘振控制阀及其流量不符合最大防喘振流量的数值,使得机组工作点始终处在喘振区,影响了开停机的正常运行。(2)对压缩机的喘振线情况进行关注可知,它无法针对实际工况与设计工况之间的偏差问题发挥出应用的补偿性作用。(3)对选用的机组实际情况进行观察可知,喘振线精度不足,并未达到设计要求的相关水平。(4)整个压缩机组都采用手工操作的控制方式,无法发挥出良好的控制效果。(5)该压缩机组采用的是简单的PID串级控制,未能对喘振控制器与速度之间的耦合进行综合考虑,易对机组性能产生较大影响。上述的问题导致丙烯透平压缩机组的防喘振阀一直处在开启状态当中。
3.2 改造思路
以原有的丙烯透平压缩机防喘振系统为主要的依据,从技术层面对其进行优化设计和改造,以期获得更好的防喘振控制效果。首先,要对出口和入口的流量进行关注,这是压缩机出现喘振问题最先需要关注的问题,合理选择防喘振控制阀及其流量是非常重要的内容,需要加强对其的关注。其次,需对现场的喘振试验进行关注,对先进的计算分析方法进行利用,以完成实测防喘振线的计算和绘制,借助此种方式来提升实测防喘振控制的有效性。最后,需要对压缩机的性能提升进行关注,自动化和智能化是需要重点关注的问题,尤其是在面对复杂回路的时候,解耦控制是非常重要的思路,此种方式可以减少不必要的人力资源浪费和其他控制性问题。
4 丙烯透平压缩机防喘振优化改造
4.1 防喘振原理
流量和压力变化会对压缩机的工作状态产生影响,可能会表现出喘振现象。为了对该现象的发生实施合理控制,保证处于运行状态的机组工作点不会出现接近喘振点的现象,防喘振控制系统的设计是一项极为重要的工作。此种系统需具备强大的计算能力,当压缩机组运行状态点出现接近喘振线的现象时,防喘振系统进入到自动运行状态之后,会将阀门处于开启状态,以此促进机组再循环量的增大,让压缩机组进入到正常稳定的运行状态当中[4]。
图2为防喘振控制的原理图,由此可以看出,对机组的气体流量做减少处理时,曲线2(机组运行过程曲线)会沿着曲线1(机组本身的特性)朝着左上方的方向进行移动,并且会逐渐到达曲线4(喘振曲线)的区域当中。想要保证机组对喘振区的合理规避,需要对管网中的气体流量做出增大处理,采用自动化的阀门开启方式,让机组的进口循环量得以提升,就可让机组的运行状态达到曲线3(平稳运行)的状态当中,实现机组的稳定运行。
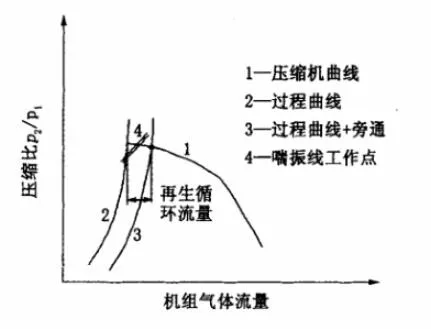
图2 透平压缩机组防喘振控制图
在对防喘振流量进行确定时,需要将最大阀门系数下的喘振流量数据作为主要的参考依据,并且在设计时需要留出一定的设计余量,避免出现实测流量偏小的现象,尽可能地让机组的工作点远离喘振曲线,避免在机组开启和停机的时候出现较大的运行风险。
4.2 实测防喘振控制
对于多数的制造厂家而言,在开展设计工作时,大都会留有一定的设计余量,无法对喘振线的精准性做到完全的保证,因此,都主动为买家提供一套理论测算喘振线,将其作为实测过程中的内容参考,避免理论喘振线与实测喘振线出现较大的偏差性问题[5]。除此之外,设备在出厂之前无法实现工艺气配比等参数的制定,使其基本不具备获得实测喘振线的机会,因此,需要提供一定参考。机组设备在启用的过程中,可以将理论喘振线参考内容作为依据,利用其来分析不同转速下的喘振线,便于后续做出较为精准的实测喘振线勾画,满足压缩机的实际需求,同时,为压缩机的自动化发展打下良好的基础。
4.2.1 临界喘振点
将以往的实践经验作为依据可看出,当压缩机处于正常运行状态时,防喘振阀门的工作点处于远离喘振区的状态,但是在开启、停机或不正常的工况下启动防喘振阀门,依旧不会对整个工作的运行流程产生较大影响。
4.2.2 喘振点
对于需要开展准确测试喘振点的机组而言,想要提升测试的精准度,需注意到机械仪表此时所存在的延时性问题。一般要在判断出口压力表数值的基础上,利用人耳对其声音的变化进行细致倾听。由此可发现,机组在喘振即将发生时,会表现为明显的声音改变,而这种改变早于仪表参数数值的变化。利用此种方式来展开测试,可以更早地发现喘振点的位置,并且具有更强的精准性。在开展喘振点测试时,一般是对以往速度周围的3~5 个速度进行合理选取,如80%、85%、95%、100%,利用区间的速度来开展实测喘振测试的工作。将选取好的喘振点与实测的数据作为主要的依据,对喘振曲线进行修正,做好防喘振流量的合理设置,能够在很大程度上提升机组运行的安全性和稳定性。
4.3 解耦控制
据相关研究可发现,压缩机内部的不同防喘振控制回路与性能控制回路之间具有不同的耦合关联系,这种联系使得整个控制关系都受到了较大影响。若对耦合关系中的一个单个回路做出调整,其周边的回路也会受到较为明显的影响。若二者之间不具备解耦控制的关系,调整其中的单个回路,会对部分控制系统的正常运行产生较大影响,使其无法顺利地进入到自动运转的状态当中。总体而言,回路之间所形成的相互作用会一定程度上加大转速调整的难度。
为对不同回路之间相互耦合扰动问题进行解离处理,需要相关的操作人员在对系统进行应用时,将阀门调整到手动状态当中,并且要对其开度进行适当扩大,以此种方式来实现压缩机工作点与喘振线之间的距离控制,让机组运行工作点尽可能处于远离喘振区的状态当中[6]。上述方法虽然可以发挥出解除部分干扰的作用,但是其能耗量较大。因此,需要对更高级别的解耦控制算法进行关注,可通过设置机组入口压力控制器的方式,将防喘振阀门和转速的控制转变为特殊的分程控制,并且该分程点处于可变状态当中,一般是以压缩机工作点在喘振图的位置为依据来进行变化。当压力控制器的输出值处于50%~100%的区间时,动态分程点的左右会出现徘徊区,当压力控制器输出值处于大于动态分程点2%的状态时,压缩机会有转速提高的表现。当压力控制器的输出值减少到小于分程点2%的状态时,压缩机的回流阀呈现出开启状态,能够减少手动调控所产生的系统不稳定性和能耗过高的问题,让整个系统都平稳地过渡到稳定的状态当中。
5 结语
综上所述,丙烯透平压缩机的稳定运行对整个生产过程都具有重要作用。本次研究对原有的入口流量和气阀开度进行合理控制,做好压缩机的流量喘曲线的整合,能够对压缩机工作点进入到喘振区的问题进行合理的规避。对上述防喘振优化措施进行应用之后,不仅能够更好地实现节能性目标,为企业发展创造出更多的经济效益,还能在不出现喘振故障的基础上,让压缩机设备朝着更加智能化的方向发展。
猜你喜欢
扬子江诗刊(2023年3期)2023-05-06
大众文艺(2022年16期)2022-09-07
流程工业(2022年3期)2022-06-23
煤气与热力(2021年3期)2021-06-09
农药科学与管理(2019年5期)2019-08-13
船舶标准化工程师(2019年4期)2019-07-24
石油化工建设(2018年3期)2018-11-30
石油化工自动化(2018年5期)2018-11-14
当代化工研究(2016年7期)2016-03-20
太空探索(2014年3期)2014-07-10
