
新型研球机固定板压盘的结构设计与优化
2022-09-15 08:42薛会民赵凯茜姬晓利
机床与液压 2022年15期
薛会民,赵凯茜,姬晓利
(1.河北工程大学机械与装备工程学院,河北邯郸 056038;2.河北工程大学河北省智能工业装备技术重点实验室,河北邯郸 056038)
0 前言
研球机是球体加工中的关键设备,是精密轴承球加工成球的终端机床。加工时,球体被置于两研球板之间,球体之间加有研磨剂,两研球板作相对运动,并对球体施加一定的压力,伴随着压力的作用,球体在研球板之间做周期性的研磨运动并最终成球。加工过程中,球体所受的压力来自于机床上的固定板压盘,压盘加压的均匀性直接影响着球体的加工质量,实现对球体的均匀加压,对提高球体的加工质量至关重要。
传统的研球机主要是面向钢球加工设计制造,近年来,随着陶瓷球应用的不断发展,一些新的球体研磨方式被相继提出,研球机的结构也在不断创新。这里针对一种新型立式研球机,根据其变径沟槽研球板的需要,设计了一种新的偏心固定板压盘结构,通过现代设计技术,分析了所设计压盘的结构特性,并对其关键结构参数进行了优化,实现了对新型固定板压盘的设计要求。
1 固定板压盘的结构设计
对固定板压盘的结构设计,应满足其基本的功能需求,同时,还应与相关零部件的结构相适应,并具有合理的静、动态特性。
1.1 压盘的功能分析
功能分析是零件结构设计的根本,通过功能分析,可以对零件的结构方案进行设计并为下一步的分析与优化打下基础。由新型研球机的总体结构及工作原理可知,该固定板压盘的基本功能就是安装固定研球板并对研球板施加合适的压力,压力的分布应力求均匀稳定。
首先,为了安装固定研球板,压盘上应有合适的结合面及定位结构,定位应既能实现轴向定位也应保证径向定位;其次,压盘的整体外形应与相应的研球板相一致,应有安装进、出球装置的缺口结构。同时,由于压盘的结构不是全对称结构,压盘的加压中心与压盘外形的几何中心应存在偏心,以力求压盘变形一致,加压均匀。另外,由于研磨加工综合了精加工和光整加工的特性,让压盘实现“柔性”加压将更有利于球体快速修正几何误差并保证其表面质量。
1.2 压盘的结构设计方案
根据对压盘的功能分析,运用联想类比创新技法提出压盘的结构设计方案。对比同类零件,压盘的整体外形确定为一盘形零件,结合面及定位结构可采用压盘端面及定位止口结构;为联接需要,压盘上应设计有联接用螺栓过孔,各孔大小可根据计算的螺栓直径来确定。同时,为了满足进、出球装置的位置及安装需要,压盘上应设计有相应的进球缺口和出球缺口。
为了实现“柔性”加压,联想有关弹簧的功用,在压盘上可设计一组弹簧座孔,通过安装压缩弹簧来实现“柔性”功能,座孔大小依据所选弹簧的大小确定,弹簧应根据载荷压力的大小按圆柱螺旋压缩弹簧进行计算选择。由于弹簧组的中心即为加压中心,通过合理确定该中心在压盘上的位置即可实现压盘的偏心加压。
综上所述,该固定板压盘的结构设计方案如图1所示,其主要结构要素包括:定位孔、定位止口、出球缺口、周向限位凸台、弹簧座孔、螺栓过孔和进球缺口。图中偏心距及进球缺口到压盘中心的距离可依据研球板的规格初步确定,进球缺口和出球缺口的大小与研球板结构相对应,弹簧座孔和螺栓过孔在周向均匀分布,数量依压盘结构确定。该压盘可以满足新型研球机变径沟槽研球板的安装定位及加压需求。
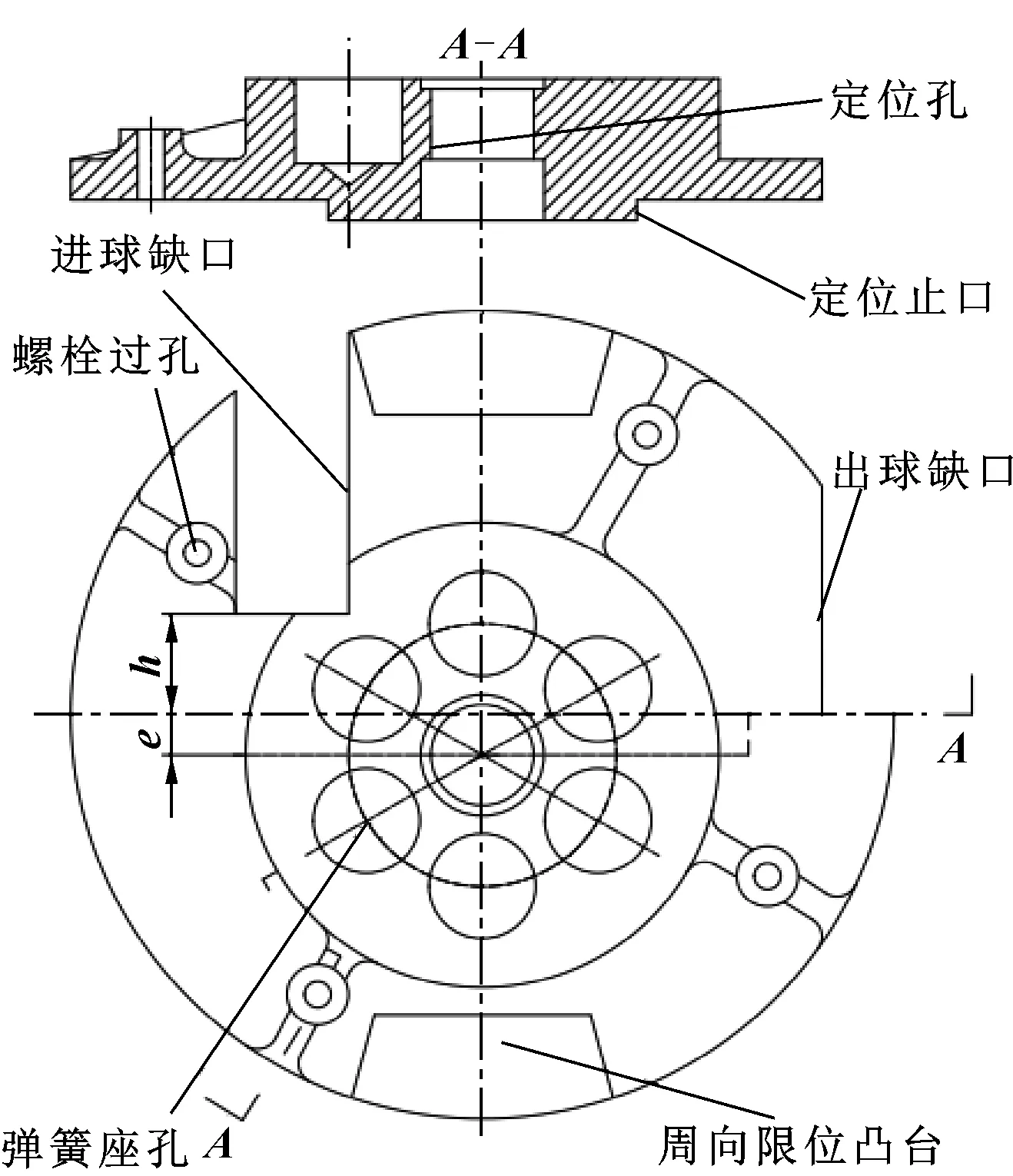
图1 固定板压盘的结构示意
2 固定板压盘的性能分析
由压盘的结构设计可知,该固定板压盘为一形状不规则构件,难以用经典的理论计算进行详细计算设计。所以,可应用现代设计仿真技术,通过有限元数值仿真,对结构件的静态与模态性能进行分析,从而获得其强度和刚度等性能参数,验证其结构设计的合理性。
2.1 压盘的静态性能分析
结构件的静态性能分析主要是对结构进行变形及应力分析,目的是考查结构件在承受静载荷作用时其变形及应力大小,由此判断结构件的刚度和强度是否满足其工作要求。
进行有限元数值仿真,应首先建立结构的有限元模型,然后通过加载求解获得结构的性能结果。图2所示为该固定板压盘的有限元模型,其材料为HT200,弹性模量=126 GPa,泊松比=0.27,密度=7.2 g/cm,强度极限=200 MPa。

图2 固定板压盘的有限元模型
压盘的主要工作载荷为压力载荷。根据研球机的主要技术参数可知,压盘的最大工作压力=25 kN,该压力由6个压缩弹簧分别作用于6个均匀分布的弹簧座孔处。压盘的约束在压盘跟研球板的结合面上,为两个环形区域。通过加载求解后,压盘的整体变形如图3所示。

图3 固定板压盘的整体变形
由图3可知:最大变形发生在压盘凸台部分靠近进球缺口处,最大变形量为0.016 0 mm,压盘整体变形不够均匀,最大变形量越大,对球体加压的均匀性就越差。结构优化时,可通过对加压偏心的优化减小最大变形量,提高压盘加压的均匀性。
图4所示为加载求解后的压盘等效应力,可知:最大应力发生在进球缺口处,最大应力值为74.32 MPa,小于材料的强度极限200 MPa,可以满足载荷需要。

图4 固定板压盘的应力云图
2.2 压盘的模态性能分析
模态分析无需加载,只需施加自由度约束,目的主要是求解结构件的多级固有频率和振型,以避免发生结构共振。该压盘的自由度约束包括轴向方向上的平面约束和径向方向上的内孔定位面约束。
经ANSYS求解,可得到该压盘的固有频率与振型,取其前6阶振动参数,结果如表1所示。由于低阶振型对结构的动态特性起决定作用,可取其最低阶1阶固有频率进行分析。

表1 固定板压盘的前6阶固有频率 单位:Hz
由表1可知:压盘的1阶固有频率为2 040.1 Hz。根据研球机的实际工况,其主轴最高转速=63 r/min,最高工作频率=1.05 Hz,工作频率远低于结构的固有频率,不会发生共振。
3 固定板压盘的结构优化
压盘的结构方案确定后,可根据具体情况对其进行结构优化,以使其某项功能获得最优。该固定板压盘的基本功能之一是实现对研球板的均匀加压,而影响均匀加压的关键结构参数就是加压中心与压盘中心的偏心距。同时,进球缺口到压盘中心的距离也会影响压盘工作时的压力分布,因此压盘的结构优化主要针对这两个参数进行。
3.1 压盘的结构参数优化
这里应用ANSYS Workbench的优化模块,通过建立压盘的参数化模型,基于响应面法对压盘进行参数优化。首先,在SolidWorks中进行参数化建模,对需要优化的结构参数进行设置,之后,将参数化模型导入Workbench中进行网格划分、材料设置,建立压盘的有限元模型。优化时,设偏心距为设计变量,进球缺口到压盘中心的距离为变量,压盘中心为坐标原点。该压盘结构的初始值为=10 mm、=55 mm,根据压盘的实际结构,优化设计的约束条件可确定为

以固定板压盘的最大变形量和最大应力值为目标函数,取其极小值。根据目标函数和约束条件,该参数优化的数学模型可表示为
目标函数:min()
min()
设计变量:=[,]
设计约束:5 mm≤≤20 mm
50 mm≤≤65 mm
式中:()为最大变形量;()为最大应力值。
优化采用Workbench中的响应面优化。优化时应首先选取试验点,这里选用最佳填充空间设计法进行试验点选取。该试验设计可以将抽样点均匀分布在整个抽样空间,能以最小的样本数量获得整个空间的最大覆盖;同时,还可以控制两个样本之间的最小距离。通过该方法在设计变量的取值范围内选取了10个试验点,对应的试验数据如表2所示。
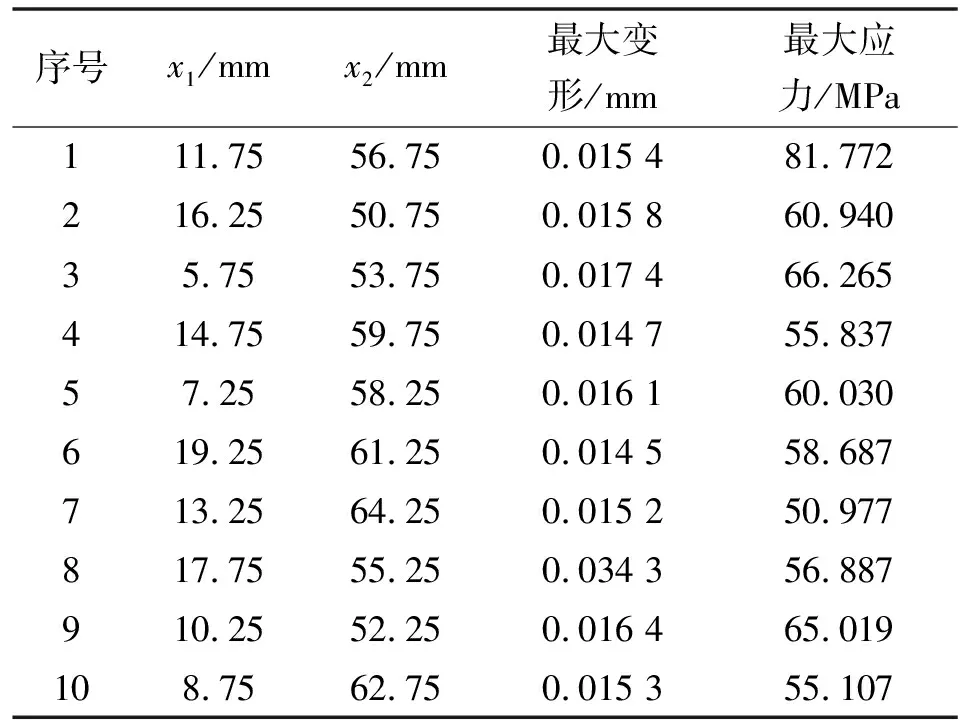
表2 最佳填充空间设计法试验数据
选取试验点后,根据试验数据,可以确定连续变量的响应面模型。目前,常用的响应面模型有二阶多项式模型和 Kriging模型。Kriging模型是根据未知样点有限邻域内的若干已知样本点数据,考虑样本点的形状、大小和空间方位与未知样点的相互空间位置关系,对未知样点进行的一种线性无偏最优估计。此优化采用Kriging模型对结构进行响应面分析,压盘结构的最大变形和最大应力响应面图分别如图5和图6所示。

图5 最大变形的响应面
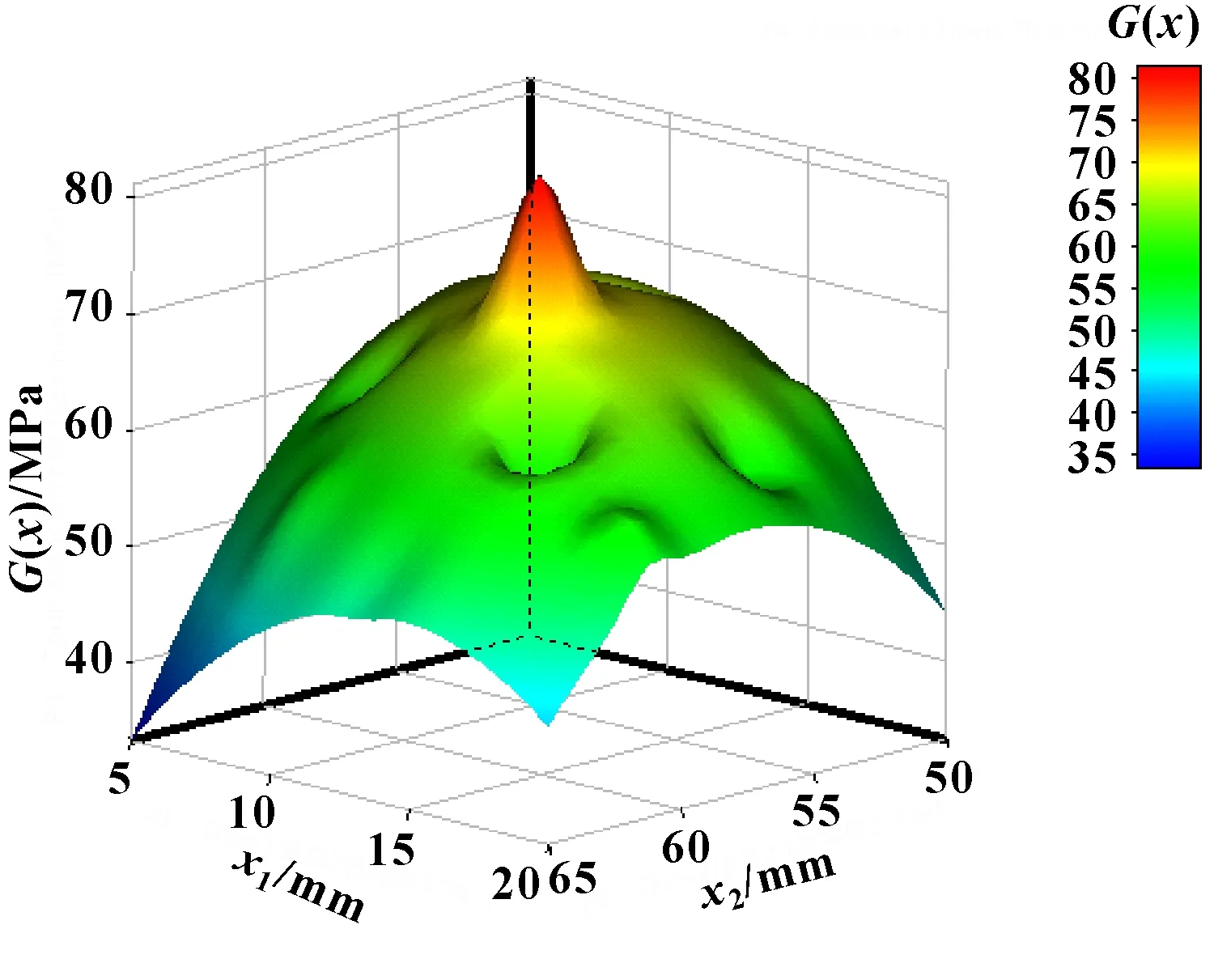
图6 最大应力的响应面
图5表示了偏心距和距离对最大变形的影响,可以看出:最大变形量随着偏心距和距离的增大呈逐步变小的趋势,变形量最小值发生在两参数较大位置处。图6表示了偏心距和距离对最大应力的影响,可以看出:随着偏心距和距离的增大,最大应力先增大后减小,最小值发生在最小、最大处。
综合考虑变形和应力两个目标,运用Workbench中的优化模块,采用多目标遗传算法对参数进行优化,得出3组优化方案,如表3所示。

表3 3组优化方案
比较3组优化方案,方案三的变形量最小,这是结构优化优先考虑的因素,因此,选择方案三作为最终的优化结果。参数取整后,最优的偏心距确定为17 mm,进球缺口到压盘中心的距离为65 mm。
3.2 压盘优化后的性能分析
对参数优化后的压盘重新进行仿真分析,可得到优化后压盘的变形图及应力云图,分别如图7和图8所示。

图7 优化后的压盘变形图

图8 优化后的压盘应力云图
对比优化前后固定板压盘的最大变形和最大应力,比较结果如表4所示。

表4 优化前后固定板压盘的特性比较
可知:优化后压盘的最大变形量减小了10.83%,最大应力减小了34.77%,压盘的静态性能得到了提高,加载后压力分布更加均匀。
4 结论
(1)采用联想类比创新技法,设计一种新型偏心固定板压盘结构,该结构可以实现柔性偏心加压,满足研球机对研球板均匀加压的需要。
(2)将结构方案的创新设计与数值仿真技术相结合,既满足了结构件的功能需求,又实现了对不规则结构件的定量计算,保证了结构件的工作性能。
(3)通过对固定板压盘的参数优化,获得了压盘的最优结构参数,偏心距为17 mm,进球缺口到压盘中心的距离为65 mm。此时,压盘的加压均匀性最佳,应用该压盘可有效提高研球机的加工质量。
猜你喜欢
东坡赤壁诗词(2022年2期)2022-04-15
数学大王·低年级(2021年4期)2021-04-27
消费电子(2020年5期)2020-12-28
智慧少年·故事叮当(2020年10期)2020-11-06
作文周刊·小学二年级版(2018年29期)2018-11-26
求知导刊(2018年19期)2018-09-07
故事作文·高年级(2018年8期)2018-08-14
故事会(2017年14期)2017-07-25
数学大王·中高年级(2016年12期)2016-12-26
小哥白尼·趣味科学画报(2006年16期)2006-05-29
