一种数据驱动的启发式熔融石英皮秒激光去除模型
2022-08-30 06:49:26王晗,沈洪
电加工与模具 2022年4期
王 晗,沈 洪
(1. 中国工程物理研究院机械制造工艺研究所,四川 绵阳 621900;2. 上海交通大学机械与动力工程学院,机械系统与振动国家重点实验室,上海 200240)
微流控芯片通过将微米至毫米级的流道、储液池结构集成于手掌大小的基体上,可实现低至纳升级微流体的混合、储存、分流等操作,在生物医药等领域的研究中有着广泛应用[1-3]。 在过去数十年,研究者针对微流控芯片的制造开发了多种工艺,包括喷丸去除[4]、数控微铣削[5]、增材制造[6]、湿法刻蚀[7]、干法刻蚀[8]、热印压[9]和常规激光烧蚀去除[10]等。 然而,这些工艺受本身加工原理的限制,还存在刀具磨损明显、基体材料可选范围有限、加工效率低、前后处理步骤多及使用的刻蚀剂有毒等缺陷,加工效果难以令人满意。
超快激光因其超短的持续时间和超高的峰值强度,在实际加工中表现出了远超常规激光的优异特性[11-12],迄今为止已有大量关于超快激光与介电材料相互作用的仿真研究面世。Stuart 等[13]通过化简Fokker-Planck 方程,针对光致等离子体建立了经典的单速率电离模型。 Lenzner 等[14]拓展了以上工作,专门讨论了熔融石英和硼硅酸盐玻璃在脉宽为5 fs至5 ps 的超快激光脉冲作用下的光学击穿行为。Aldana 等[15]采用瞬态电磁场模拟多超快激光脉冲的去除行为,发现在加工早期去除坑洞随脉冲数增加而迅速扩宽、加深,而当脉冲数达到一定数值之后,去除坑洞的形貌趋于稳定; 而后该研究组发现,去除坑洞形状在脉冲数达到一定数值后将趋于一种衍射稳定的形状,其边缘与圆孔衍射的相干减弱区重合[16]。 Chimier 等[17]对介电材料在单个超快激光作用下的电离过程进行了更细致的建模研究,引入凝聚态知识描述材料的解体过程并给出了相应的去除判定准则。 除单点超快激光去除外,学界亦对超快激光扫描去除得到的微流道结构进行了研究。Samira 等[18]在聚甲基丙烯酸甲酯和玻璃基体上通过超快激光扫描加工得到了具有曲边梯形特征的微流道结构,并通过试验确定截面轮廓随脉冲重复扫描次数增长的正比关系。 Sun 等[19]拓展了该工作,并将微流道加工过程中产生的缺陷分为光致损伤和热致损伤,研究表明光致损伤呈毛刺状,主要是由等离子体激发引起,而热致损伤覆盖于去除形貌表面,主要由高频脉冲能量沉积和热积累引起。
鉴于超快激光与介电材料具有复杂的相互作用机理, 现有多脉冲去除仿真方法计算效率都较低,多局限于激光脉冲单点去除层面。 为此,本文提出了一种基于数据驱动的启发式方法,通过对去除过程的唯象描述,实现熔融石英多道、多层平行匀速直线超快激光扫描工况下去除形貌2D 截面轮廓的预测, 该仿真模型可实现去除形貌的数值重建,并且可作为特定截面轮廓微流道加工规划的依据。
1 熔融石英微槽结构皮秒激光去除过程
图1 给出了皮秒激光扫描熔融石英基体加工微流道结构及脉冲分布,其中每一“层”扫描包含了若干“道”扫描,后者指皮秒激光束在聚焦于材料表面的匀速、固定脉冲频率与单脉冲能量情况下进行的一次直线扫描去除过程。 因此,当确定了扫描方案(扫描线的次序、位置和数量)与加工参数(单脉冲能量E、脉冲频率f、扫描速度v)后,去除形貌就已确定。 由于激光脉冲沿扫描方向均布且脉冲间隔远小于光斑尺度,因此其去除形貌的截面轮廓具有良好的一致性(图1b)。
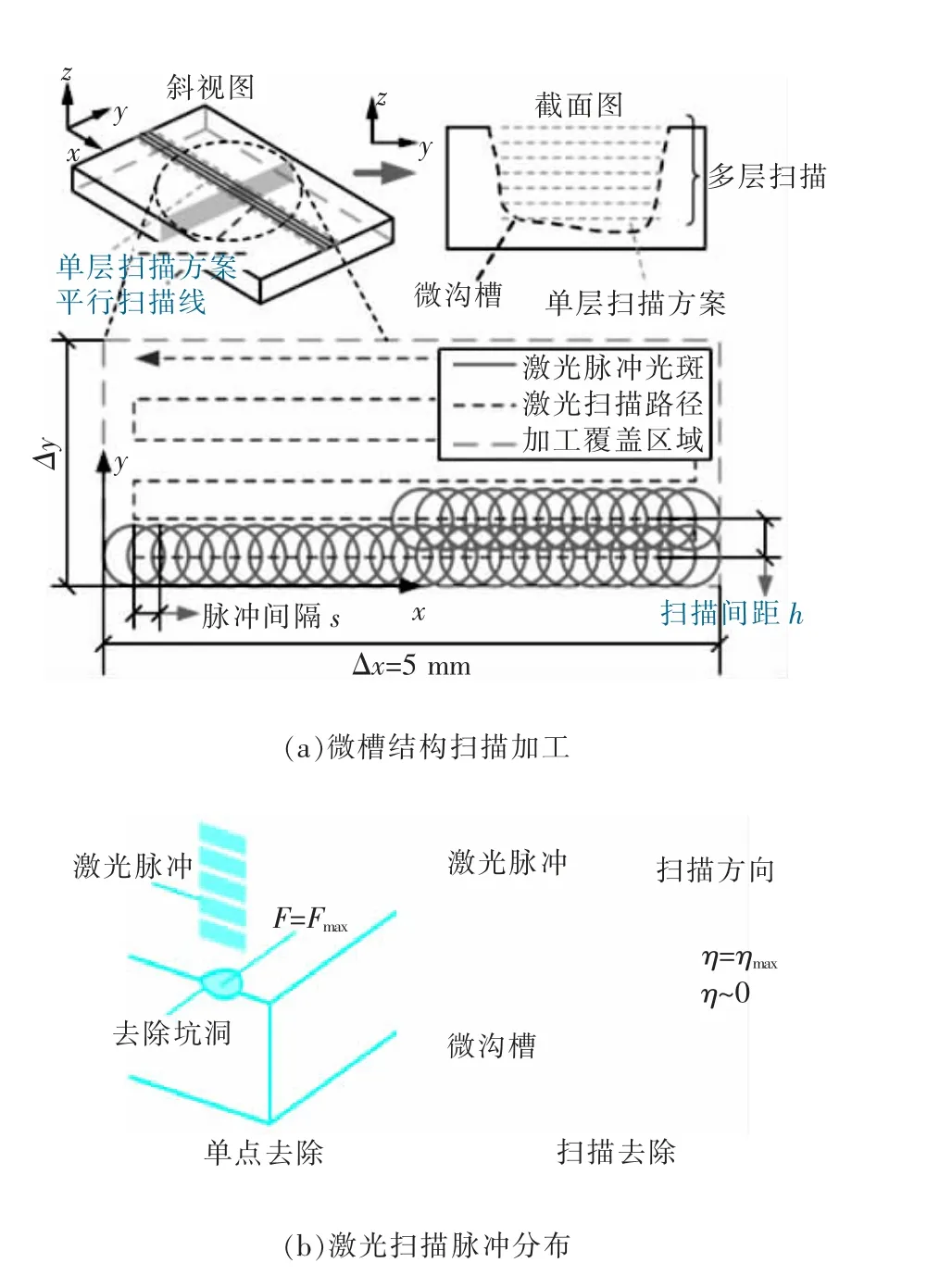
图1 皮秒激光扫描熔融石英基体加工微流道结构及脉冲分布示意
考虑到扫描过程中脉冲光斑密集重叠,因此在本研究中采用沿扫描方向的平均能流密度η 代替单个激光光斑的能流密度F 描述其去除行为,其量纲与单脉冲能流密度相同,具体表达为:
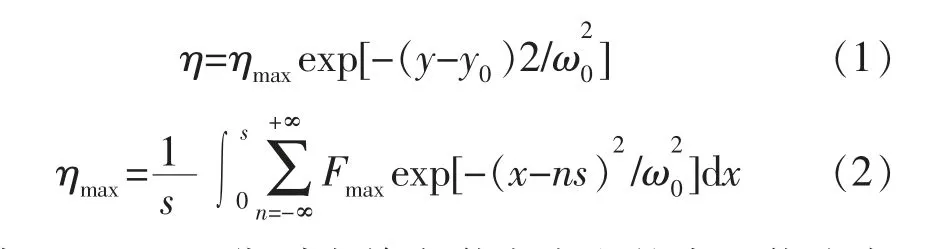
式中:Fmax和ω0分别为单个激光光斑的中心能流密度和1/e 名义半径;s 为同一扫描线上两个相邻脉冲光斑中心距离;y0为当前道扫描中心线y 坐标。可以确定: 平均能流密度的最大值ηmax出现在扫描线正中心,且η 在垂直于扫描方向(坐标y)呈高斯分布。
本研究分为正问题和逆问题两部分:正问题主要通过若干实验数据训练标定基于启发式规则的微沟槽截面轮廓的去除预测模型,而逆问题则借助正问题求解得到的去除预测模型模拟特定工艺参数和扫描方案下的去除形貌,并指导实际加工。
2 仿真建模
本研究首先采集超快激光扫描去除的微流道截面轮廓,基于先前知识提出其去除过程的唯象模型,随后通过遗传算法进行数据驱动,训练去除模型;最后,在正向预测模型的基础上提出扫描方案生成算法,从而实现特定截面微沟槽的加工方案逆向规划。
2.1 启发式去除模型
熔融石英玻璃的超快激光去除过程包括多个复杂物理过程, 但实际加工中主要关心去除形貌。为此,可建立去除过程的唯象模型,从能量输入、材料特性变化和表面形貌演化三方面理解该工艺。
当激光能量辐照于材料表面时,仅有部分能量被材料吸收,且被吸收的激光能量也会产生非定域效应,影响周边区域;随后,在激光能量超过局部去除阈值的区域将发生材料去除,且连续的脉冲输入还会因孵化效应降低当前扫描区域的去除阈值。 图2 从激光反射与再分布、 孵化效应和去除阈值的角度阐述了本工艺的能量输入、材料特性变化和表面形貌演化的过程,其中:y'和y″分别指代入射点P 和场点Q 的y 坐标,而α 则是局部倾斜角。

图2 激光-材料相互作用示意图
沿特定扫描平均能流密度η 在辐照于材料表面时仅有部分被吸收,这是由于在倾斜的表面上激光光斑投影面积变大,能流密度减小。 由于超快激光的非线性吸收,此时能量吸收率应当减小,此处采用系数f1(α)描述该效应,其具体形式必须满足以下启发式规则:
(1)f1(α)必须是一个偶函数,且其数值在0 到1 之间;
(2)f1(α)的数值必须随|α|增大而减小,因为|α|更大时,光斑投影面积更大,吸收率更低。
经吸收的激光平均能流密度η 将影响周边区域,再分配为等效平均能流密度ηeq,具体表达为:

式中:U(y″)为场点y″一个足够大的邻域;w(y',y″)为描述入射点P 对场点Q 影响的权重函数。此函数同样需要满足以下启发性规则:
(1)w(y',y″)最好是非负的光滑函数;
(2) 为保持ηeq和η 的量纲一致, 权重函数w(y',y″)的量纲应为[1/长度];
(3)权重函数w(y',y″)在邻域U(y″)上的积分应当满足归一化条件;
(4)当入射点y'与场点y″距离更大时,w(y',y″)的数值应当更小;
(5)当α>0 时,入射点P 仅影响其右侧的场点Q;当α<0 时,P 点仅影响左侧场点;当α=0 时,P 点只影响其自身。
满足以上启发式规则的函数有很多,本研究则采用形式构造权重函数w(y',y″):
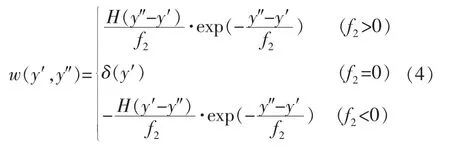
式中:H 为Heaviside 函数;f2为长度因子,具有长度量纲。 当|f2|更大时,权重函数w(y',y″)影响范围更大;而|f2|更小时,权重函数影响局限于y″附近。 此外,在局部倾斜角α>0 时,权重函数应当只在y'坐标小于y″的区域具有正值。
基于以上分析,可以确定长度因子f2需要满足的启发式规则:
(1)f2是局部倾斜角α 的单值函数;
(2)当局部倾斜角的绝对值|α|一样时,权重函数w 也应当是一样的,因此f2(α)只能是奇函数或偶函数;再考虑到当|α|更大时,入射点P 处的激光能量将因折射影响到更远的区域,因而f2只能是一个单增的奇函数;
(3)当y'与y″的差值上等于f2时,点P 对点Q的影响下降到P 对自身影响的1/e。
经过以上步骤完成激光能量的吸收和再分配后,即可得到沿整个截面轮廓分布的等效平均能流密度ηeq,并进一步定义净平均能流密度ηnet:

式中:ηth为平均能流密度意义上的材料去除阈值。
鉴于在本模型中的材料去除阈值采用平均能流密度η 而非能流密度F 来表达,因此也对材料去除阈值的孵化模型[20]作相应的改动。 随着等效加工脉冲数的增加, 材料局部去除阈值会逐渐下降,如式(6)所示:

式中:η0和η∞分别为未受激光辐照和充分辐照后材料的去除阈值;N0为材料的特征孵化脉冲数, 当该数值更大时,材料在更多的激光脉冲作用下去除阈值逐渐下降到η∞,根据现有实验数据[20],N0数值介于10 到3000 之间;N 为等效孵化脉冲数,在此处定义为等效平均能流密度ηeq的单值函数g1(ηeq):

函数g1同样应当满足若干启发式准则:
(1)随着等效平均能流密度的增长,材料表面损伤亦变得严重,对应的等效孵化脉冲数也随之增长,因此g1是一个定义域和值域均为非负数的单增函数;
(2)等效平均能流密度ηeq数值为0 时,孵化效应未发生,因此等效孵化脉冲数也为0,即g1(0)=0;
(3)当等效能流密度ηeq数值最大时,等效孵化脉冲数也应当取得其最大值,亦即Nmax=g1(ηmax),其中Nmax=2ω0f/v。
确定激光能量和去除阈值后,最后还要确定局部去除深度与激光平均能流密度之间的关系g2:

同样地,给出若干启发式规则:
(1)g2是定义域和值域都为非负实数的单增函数;
(2)当净平均能流密度ηnet=0 时,去除的深度也应当为0,即g2(0)=0。
通过式(1)~式(8)可以确定去除模型的基本框架,接下来通过数据驱动的方式确定待定函数关系f1、f2、g1、g2及待定系数η0、η∞、N0。
2.2 遗传算法训练
本研究采用遗传算法,通过数据驱动方式训练上述部分所呈现的去除模型。 考虑到去除模型所满足的启发式规则,这里采用了专门设计的适应度评价函数、杂交和变异过程,训练中每一个去除模型都被编码为双精度浮点数组以提升计算效率。

训练的第一步是生成足够多满足启发式规则的去除模型并完成编码, 其整体称为初始种群,而每一个样本则称为个体。 每一个体的编码包含若干单个实数或序列,分别表示待定系数及满足启发式规则约束的映射关系,映射关系f2(α)的离散过程通过式(9)表达:式中:下划线用以区分其连续函数形式;下标n 为计数指标。 该关系被表示为一列实数,如前所述,为满足启发式规则, 这里的α 被选取为从αmin到αmax(即±90°)等距分布的数列,而f2是偶函数的离散形式,因此必须满足。以此类推,所有实数或序列的编码都必须要满足上述部分所规定的奇偶性、正负性和增减性。
采用如图3 所示的偏置线评价个体去除模型的预测误差, 该偏置线基于实验采集得到的轮廓,其偏置距离分别是轮廓最大深度的5%和15%。 对比去除仿真轮廓与实验轮廓,为不同偏差程度的数据点进行误差赋值,计算当前去除模型对训练集内所有实验轮廓的仿真误差,随后计算出该个体去除模型的适应度:
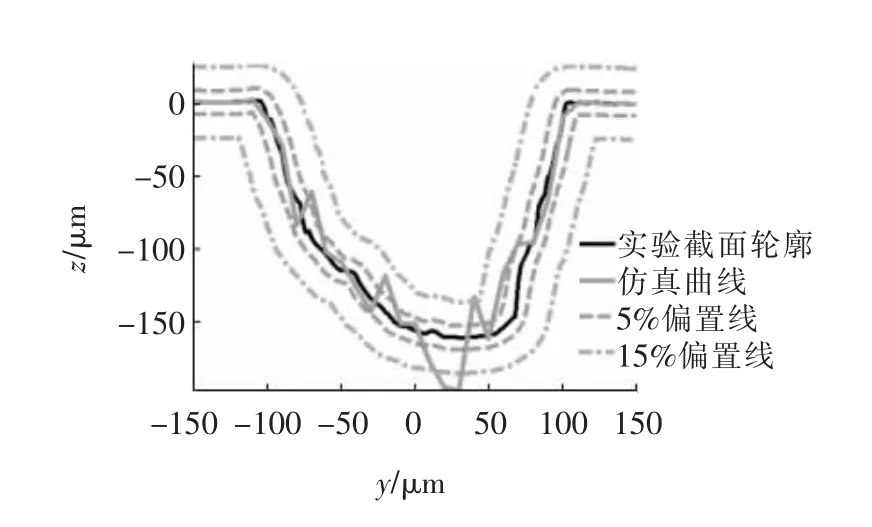
图3 仿真截面轮廓与实验结果及其偏置线的对比

式中:Γ 和e 分别为适应度和个体误差;M 和m 分别为当前种群中误差的最大值和最小值;gen 和ξ分别为当前进化代数以及0 到1 之间已选定的一个数。
该线性映射将现有种群的误差从[m,M]区间映射到[ξgen,1]区间。 当进化代数gen 不太大时,ξgen是一个不太小的数,这保证了当前种群中即使是最不适应的个体也有一定的保底适应度,有机会留下子代,保证种群多样性;当gen 逐渐上升时,ξgen迅速趋于0, 这保证适应度最高的个体可以迅速在迭代中脱颖而出,提升收敛速度。
当确定适应度后,可以通过直接遗传和杂交生成子代。 直接遗传的原则令适应度在前10%的个体直接留下子代,而余下个体在杂交的原则下生成子代, 其示意如图4 所示, 注意到此处的λ 是一个0到1 之间的随机数。 在本研究中直接采用最简单的线性插值方法进行杂交,该方法可以方便地保留原有关系的奇偶性和单调性。

图4 杂交过程示意图
生成下一代种群的最后一步是变异,该步骤是通过令当种群部分个体与随机生成的个体进行杂交实现的,且此处的训练流程还针对两种特殊的情况设置了专门的变异概率。 若当前种群的个体太过相似时, 算法会选择一个相对较大的变异概率,而在其他情形下则选择相对较小的变异概率。 通过这种方式,可以避免优化过程陷入局部最优。
2.3 扫描方案逆向规划方法
当通过上述的训练流程标定去除模型后,即可通过该模型对去除形貌进行预测,并在此基础上针对特定截面轮廓进行扫描方案规划。 生成扫描方案时需通过去除模型进行模拟加工,直至去除形貌的仿真值与预期的目标轮廓足够贴近。 为实现此目标,本研究在去除模型的基础上提出了图5 所示的扫描方案生成算法。

图5 扫描路径生成算法
3 实验
3.1 实验条件
采用皮秒脉冲激光器进行微沟槽加工实验,设备条件分别为输出激光脉宽8 ps、波长1030 nm、最大脉冲能量125 μJ、脉冲重复频率400 kHz;物镜为焦距为100 mm 的f-θ 透镜, 束腰直径为20.4 μm;试样为纯度99.99%、 尺寸30 mm×20 mm×2 mm 的熔融石英玻璃,采用激光功率计标定能量。 考虑到在脉冲能量过大时可能导致表面热损伤,而过小又容易导致去除效率低下,最终选用激光的单个脉冲能量为18.7 μJ。
3.2 实验设计
表1 给出本研究正问题的实验参数,统一采用了平行、同向、顺次、逐层的扫描方案。 加工中同层的各扫描线为等距分布的平行直线,间距为h,扫描次序为从左至右;每一层扫描完后,重复该过程nr。全部30 组扫描试样均通过后处理手段获得了截面轮廓,这些数据构成了去除模型的训练集。
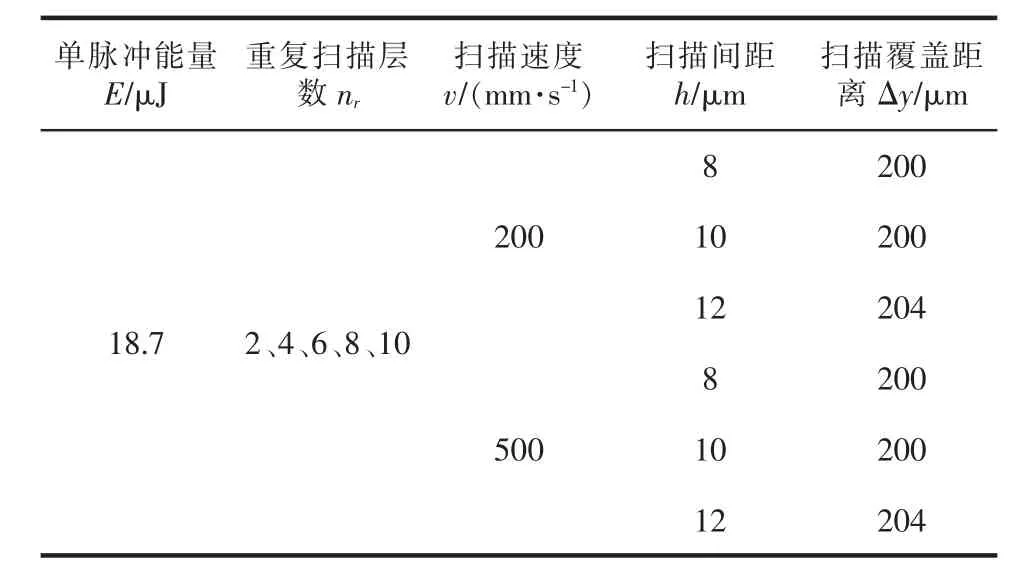
表1 训练集激光扫描参数
另外进行两组实验作为本研究逆问题的验证集,设置不同的截面轮廓和扫描速度,扫描速度为200、300、400、500 mm/s, 第1 组对应的截面轮廓为等腰梯形、梯形、半椭圆形、W 形,第2 组全部为W形。 实验选定的这四种截面轮廓见图6。
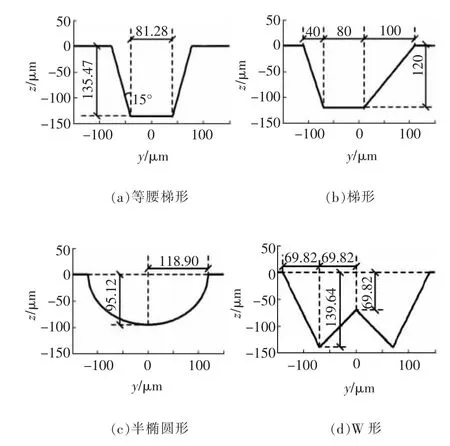
图6 四种选定的截面轮廓
完成实验后,通过磨抛制样和光学显微镜观察的方式得到微沟槽结构的截面轮廓信息,再采用图7 所示的图像处理方法提取截面轮廓。首先,对拍照的原图进行灰度化处理并导入处理软件,通过开运算去除较小的毛刺和划痕,然后通过卷积进行平滑处理,并采用Canny 算法判定边缘点,最后去除噪点、连缀边缘点,完成截面轮廓提取。

图7 样品的图像后处理与轮廓提取
4 结果与讨论
4.1 前向预测精度
图8 是基于前述方案得到30 组截面轮廓中的两幅典型案例, 其中h=10 μm、nr=10、Δy=200 μm,而扫描速度v 分别为200 mm/s 和500 mm/s。

图8 去除模型验证实验的典型结果
图9 是截面轮廓预测值与实验值的对比结果,其中实线为仿真预测、虚线为实验结果。

图9 经遗传算法训练得到的去除模型预测与实验结果对比
总体而言,训练模型预测结果与实验值较为贴合,并且在扫描速度更快时预测结果更优。
4.2 逆向规划流程
针对上述所设计的四种截面轮廓(不同扫描速度),分别生成其扫描方案并进行验证,得到的微沟槽截面轮廓见图10。
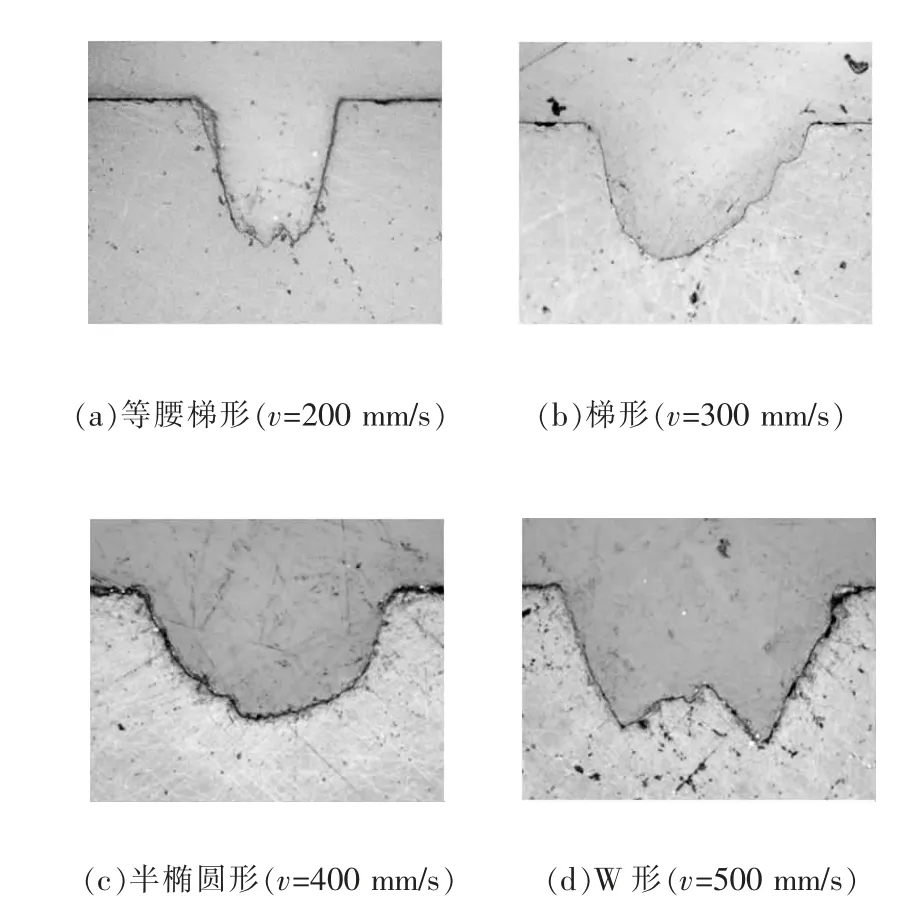
图10 扫描方案逆向规划算法验证典型结果
同样提取截面轮廓并与其标准轮廓及其10%偏置线进行对比,全局平均误差、最大误差和对比图分别如表2 和图11 所示。 总体而言,基于算法生成的加工方案能够保证接近10%的加工精度,加工得到的轮廓与预期轮廓有良好的适应性。
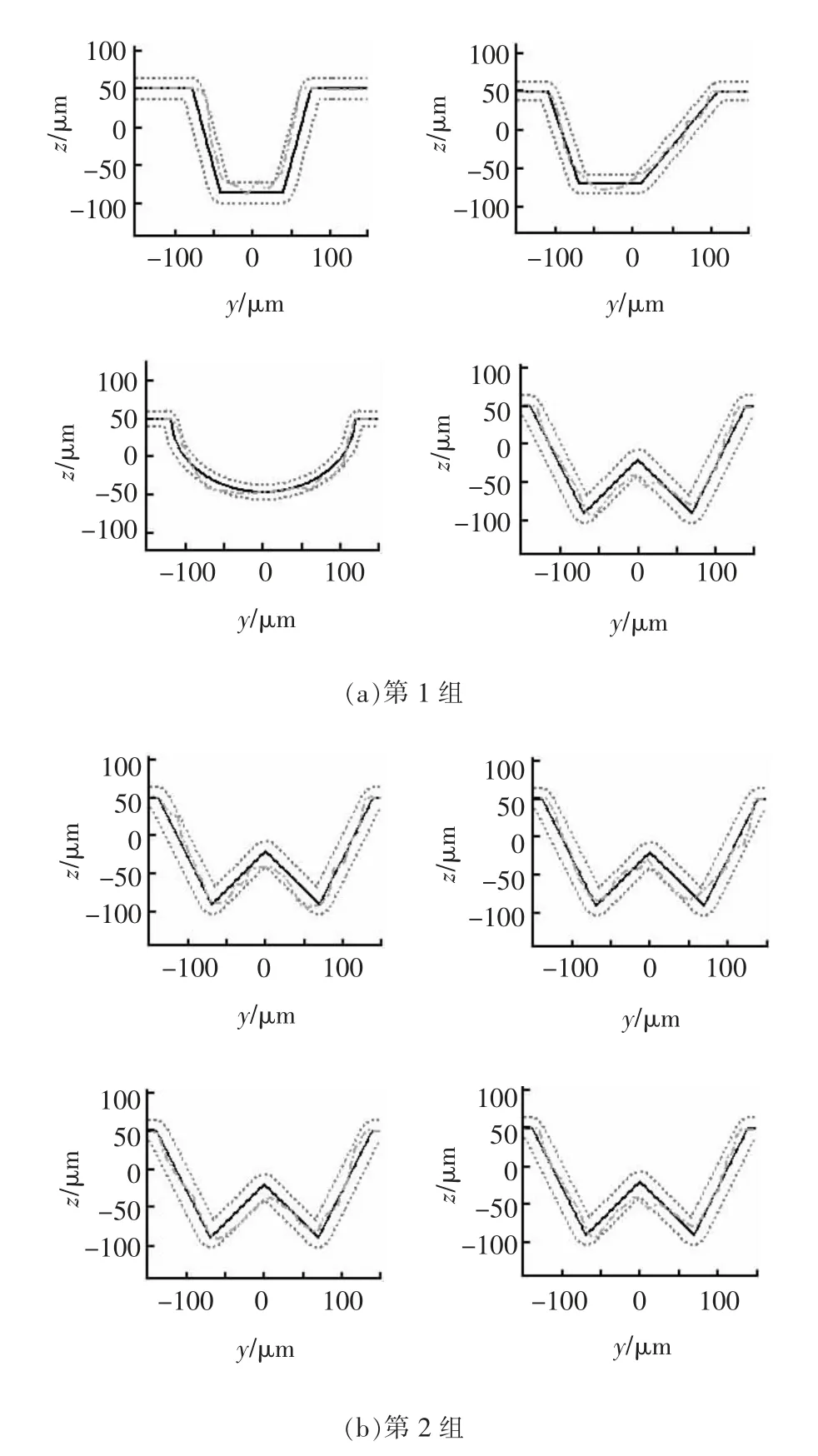
图11 扫描方案生成算法的实验验证

表2 两组扫描方案的平均误差和最大误差单位:μm
5 结束语
本文针对熔融石英材料在皮秒激光匀速扫描下的材料去除过程进行仿真和实验探索,采用一组现有截面轮廓数据结合若干启发式规则,在遗传算法训练下标定了去除形貌预测模型,并进一步提出了针对加工特定轮廓加工方案的逆向规划方法。 通过比较目标轮廓与实验结果,可证明该去除模型和加工方案生成算法对于熔融石英的皮秒激光扫描去除有良好的预测与规划能力。
猜你喜欢
中学生数理化·八年级物理人教版(2023年11期)2023-12-26 07:50:10
课堂内外·小学版(低年级)(2023年6期)2023-04-29 00:44:03
数学物理学报(2022年3期)2022-05-25 13:33:28
制造技术与机床(2019年11期)2019-12-04 05:50:54
中成药(2017年12期)2018-01-19 02:06:54
材料科学与工程学报(2016年4期)2017-01-15 13:35:34
计算机工程(2015年4期)2015-07-05 08:27:39
中国光学(2015年1期)2015-06-06 18:30:20
郑州大学学报(工学版)(2014年6期)2014-03-01 04:21:27
化工生产与技术(2014年6期)2014-02-27 13:42:10