
超声波探伤的影响因素及传输修正辅助测试装置的使用
2022-08-26 07:59:06闫留青蒋桂通
机电工程技术 2022年7期
王 猛,闫留青,蒋桂通,陈 明
(海洋石油工程股份有限公司,天津 300450)
0 引言
海洋石油平台结构杆件往往有大量的焊缝焊接组装成型,这些焊缝通常要求使用规范API RP 2X[1](海上结构制造超声检测和磁粉检测推荐作法及无损检测人员技术资格鉴定指南)进行100%的超声波检验,以确定焊缝中有无超标缺陷。在应用API RP 2X标准对钢焊缝进行检测时,要求制作相应的对比试块。先是在室内通过IIW试块完成对超声波仪器的声速和探头角度等参数的校准,然后通过对比试块完成相应的DAC曲线制作,最后到室外施工现场进行超声波探伤。
为了防止校准和对比试块生锈,在室内进行超声波校准和DAC曲线制作时,往往采用防锈性能较好的机油耦合剂;而在室外现场探伤时考虑到经济环保性,往往采用工业浆糊或工业甘油等耦合剂。而影响耦合的因素除了耦合剂种类的差异外,还有耦合层厚度的差异,工件表面粗糙度和工件表面曲率的差异等[2]。另外室外超声波检验,夏天阳光直射下钢结构表面温度可达70℃,而冬天的钢结构表面温度可达-10℃;海上接桩施工超声检验的要求焊接完成后及时进行检验,往往焊缝表面较高的温度与室温也显著不同。一般固体材料的衰减系数和声速随温度上升而降低,而几乎除水以外的所有液体,当温度升高时,声速降低[3]。因此,有必要对以上因素对钢结构焊缝超声波探伤灵敏度的影响因素进行分析,从而采取相应的补偿措施和减少对探伤的影响。本文主要对耦合剂种类和温度差异等相关因素对钢结构焊缝超声波探伤的影响进行了分析。
1 耦合剂种类对超声波探伤灵敏度的影响分析
类似于医院给身体器官做B超,需要在身体部位涂加甘油液体;为了使超声波能够进入工件内部,而施加在超声波传感器和被检测工件表面之间的液体薄层被行业内部称作耦合剂。耦合剂的主要作用是排除探头于被检材料表面之间的空气,使声波能够有效传入被检材料,从而达到检测目的。工业超声探伤中常用的耦合剂主要有甘油、机油、水、化学浆糊和黄油(钙基润滑脂)等。不同的耦合剂由于其流动性、黏度、附着力、声阻抗的不同,耦合效果也不一样,从而耦合剂种类差异对超声波探伤灵敏度影响也是不同的[4]。
1.1 试验
为了测量耦合剂种类差异对超声波探伤灵敏度影响,选用API RP 2X A级3个不同规格厚度的对比试块(试块厚度分别为25.4 mm,38.1 mm,S50.8 mm),选用不同的耦合剂对已知直径1.6 mm的横通孔进行测试。3个试块的光洁度相近,试块表面的光洁度Ra=3.2μm左右。测试步骤如下,先是利用某一角度横波斜探头,选用机油耦合剂,找到试块直径1.6 mm的横通孔最高回波,设为满屏波幅80%;然后其他检测条件不变的情况下,更换其他耦合剂,找到同一试块直径1.6 mm的横通孔最高回波,并记录此时回波幅度值H。依此类推完成不同角度探头在3种规格厚度试块上的测试,并记录相关数据如表1所示。
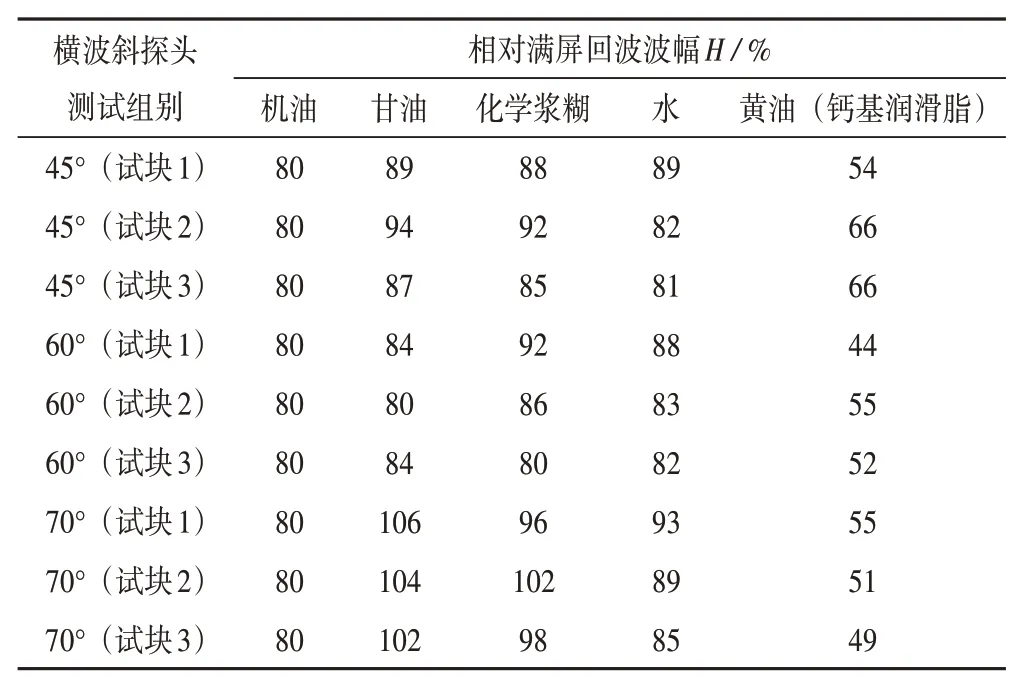
表1 耦合剂种类对超声波探伤灵敏度的影响实验数据记录表
1.2 耦合剂种类差异对超声波回波幅度的影响分析
根据表1数据,绘制不同耦合剂种类状态下的回波幅度如图1所示。
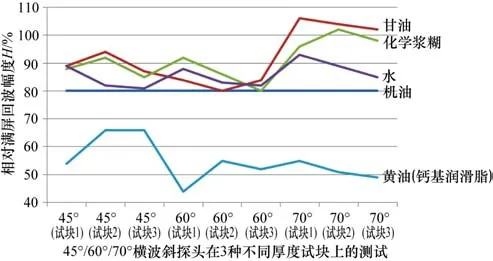
图1 不同耦合剂种类在相同检测条件下的回波幅度
(1)甘油,化学浆糊和水比机油的耦合效果要好,尤其是在采用大角度70°探头时,甘油和化学浆糊的回波幅度比机油高20%以上(大约2 dB);但水作为耦合剂流动性较大,容易流失,常用于水浸检测,对扫查方向较为复杂的场合,用水做耦合剂比较困难(一般不采用水耦合)。
(2)黄油(钙基润滑脂)比机油的耦合效果要差,黄油(钙基润滑脂)的回波幅度普遍比机油低30%~45%左右(大约3~5 dB)[5]。
(3)综上,在同一检测面的相同检测条件下,耦合剂种类差异对超声回波是有影响的,从而影响探伤灵敏度。
1.3 影响超声波耦合的其他主要因素
除耦合剂的种类差异会对超声波回波幅度有影响外,耦合层厚度的差异,工件表面粗糙度和工件表面曲率的差异都会影响超声波回波幅度[6]。耦合层厚度为1/4波长的奇数倍时,耦合最差,超声回波最低,当耦合层厚度很薄或1/4波长偶数倍时,耦合最好,超声回波最高对于同种耦合剂,工件表面粗糙度大,耦合效果差,超声回波低;工件表面粗糙度小时,耦合效果差,超声回波高。工件表面曲率不同,耦合效果也不同,平面耦合最好,凸曲面次之,凹曲面最差,另外曲率半径不同耦合效果也不同[7]。
2 温度差异对超声波探伤的影响分析
一般固体中的声速随介质温度升高而降低[8]。钢中横波声速和有机玻璃纵波声速的测量原理如图2所示,利用IIW试块半径100 mm的圆弧,使一次回波B1和二次回波B2分别调整为100 mm和200 mm刻度,此时的声速读数就为所测的钢中横波声速;利用IIW试块厚25 mm的有机玻璃圆柱,使一次回波B1和二次回波B2分别调整为25 mm和50 mm刻度,此时的声速读数就为所测的有机玻璃纵波声速。
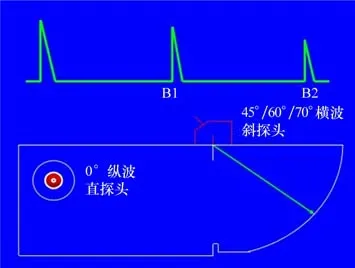
图2 钢中横波声速和有机玻璃纵波声速测量原理
根据折射定律,超声波探头楔块和被检工件材料声速的变化会引起折射角的变化,从而对缺陷的判定和定位有影响。API RP 2X要求使用45°、60°和70°三种标称横波角度探头进行超声波检验,接下来通过分析不同温度下的45°、60°和70°横波斜探头折射角变化。横波斜探头折射角的测量原理如图3所示。
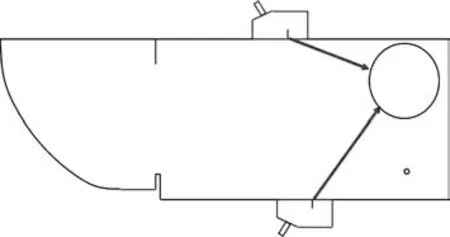
图3 横波斜探头折射角的测量原理
2.1 试验
如图2和图3所示,使用API RP 2X检测用的IIW校准试块,以10℃为间隔,测试标称角度分别为45°、60°和70°三个常用探头在-10~80℃在钢中的横波声速和折射角变化。记录相关数据如表2所示。
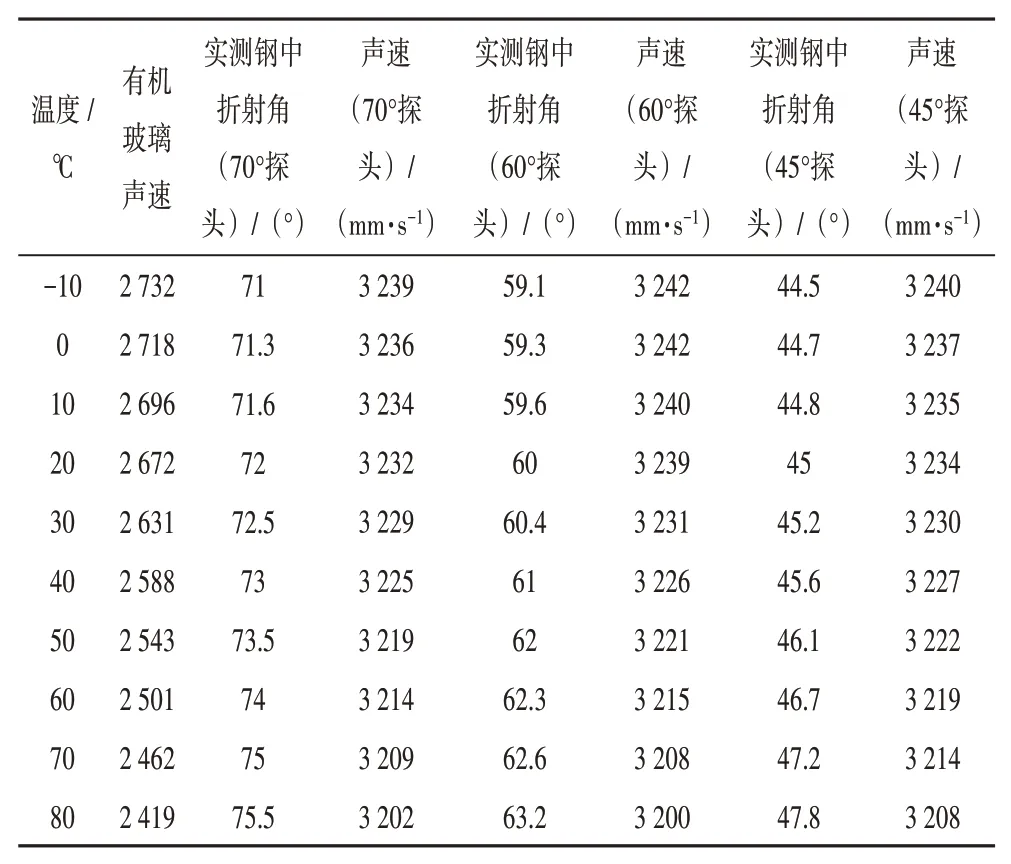
表2 数据记录表
2.2 温度对声速的影响分析
根据表2数据,绘制温度与声速关系图如图4所示,由图可知:
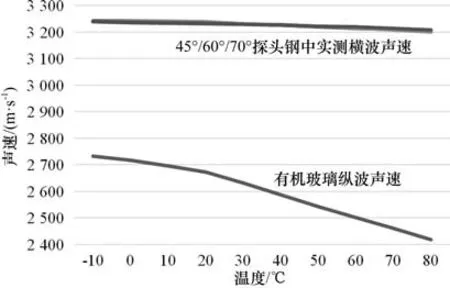
图4 温度与声速关系
(1)楔块有机玻璃的纵波声速随介质温度升高而降低;
(2)钢材质试块的横波声速随介质温度升高而降低;
(3)随着温度的不同,有机玻璃的纵波声速比钢试块的横波声速变化要快[9]。海洋平台钢结构超声波检测用的横波斜探头,楔块为有机玻璃。有机玻璃/钢的声速随温度上升而下降,但有机玻璃下降速度快。温度每变化10℃,有机玻璃纵波声速下降约40 m/s;而钢中横波声速只下降约4 m/s。
2.3 温度对探头实测折射角的影响分析
根据表2数据,绘制温度与探头实测折射角关系图如图5所示,由图可知:
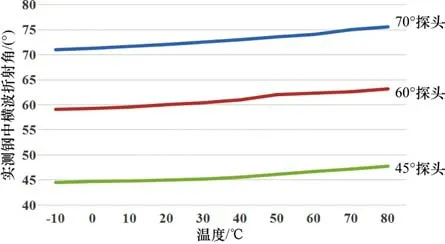
图5 温度与探头在钢中折射角关系
(1)横波探头实测折射角随温度升高而增大;
(2)不同角度的探头对温度变化的影响有差异;
(3)随温度的变化,大角度探头实测折射角与标称角度差异比小角度探头变化更大[10];
(4)温度的差异对缺陷定位有影响。由于超声波仪器校准在室内完成,而被检焊缝一般在室外,温度差异有时比较大[11]。这样就可能造成探头实际折射角度值与校准值存在偏差,从而造成缺陷定位不准确,更有甚者造成误判。
3 对超声回波幅度的补偿措施
通过上文对钢结构焊缝超声波探伤灵敏度的影响因素的分析,如果不采取相应的补偿措施来减少对探伤的影响,势必会影响超声波探伤的评定结果。一般探伤时,往往只考虑表面粗糙度的影响,在探伤灵敏度的基础上简单地加4~6 dB进行探伤评定。而对于海洋钢结构焊缝,尤其是TKY节点焊缝的曲率差异比较大,不建议采用这种简单的加4~6 dB进行探伤评定的方法,而是采用传输修正的方法[12]。API RP 2X标准第7.7.4章节规定:为了补偿参考标准与被检件间表面粗糙度、接触区域、声学衰减特性的差异,应对探测仪器灵敏度进行修正,这些部分都应该被检测。在初次检测一组相似的焊缝和/或材料时、无论什么时候观测到表面粗糙度、整修断面或涂层有显著变化时,均应进行幅度传输修正。如传输修正超过+6 dB,则应进行焊件表面整修。另外,API RP 2X标准对传输修正的操作步骤见API RP 2X标准第7.7.4章节,这里不再详述。
对超声波检测灵敏度传输修正的测量,目前采用的纯手工检测方法,受人为因素的影响比较大:两探头无法准确保持在同一直线上,从而有可能造成超声波检测定量的不准确。针对上述传输修正的测试难点,开发了一套超声波检测灵敏度传输修正辅助测试装置,该装置能够快速准确地进行传输修正的测试,不仅能够提高超声波检测效率,而且能够提高超声波检测评定结果的准确性。设计超声波检测灵敏度传输修正辅助测试装置如图6所示。
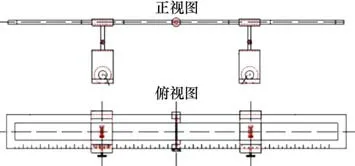
图6 超声波检测灵敏度传输修正辅助测试装置
超声波检测灵敏度传输修正辅助测试装置具体使用步骤如下。
如图7所示,在对比试块上,移动两个同角度同规格探头靠近和远离,分别找到一个跨距,第二个跨距,第三个跨距的最高回波峰值,并生成距离波幅曲线。
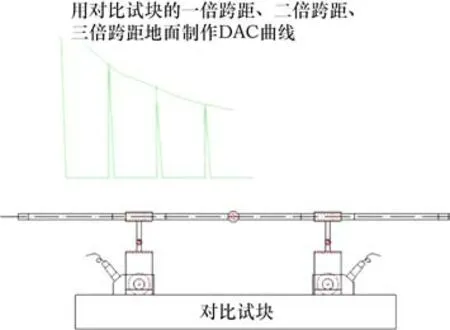
图7 在对比试块上利用3个跨距回波生成距离波幅曲线示意图
使用这两个探头靠近和远离,找到一个跨距的回波峰值并与试块上的距离波幅曲线相比较,从而实现对工件的传输修正灵敏度的测量,如图8所示在工件上。
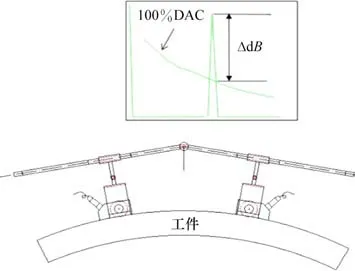
图8 在工件上测量灵敏度传输修正示意图
4 结束语
针对超声波仪器探头校准和现场检测,在环境温度、耦合剂差异等方面的差异。本文对耦合剂种类和温度差异等相关因素对钢结构焊缝超声波探伤的影响进行了分析,而且制作了超声波检测灵敏度传输修正辅助测试装置。通过实验可以看出:楔块有机玻璃的纵波声速随介质温度升高而降低;钢材质试块的横波声速随介质温度升高而降低;随着温度的不同,有机玻璃的纵波声速比钢试块的横波声速变化要快;随温度的变化,大角度探头实测折射角与标称角度差异比小角度探头变化更大。本文设计的超声波检测灵敏度传输修正辅助测试装置,不仅对普通手工超声波检测具有较好的指导,而且对相控阵超声检测具有较好的参考意义。随着普通手工超声波检测和相控阵超声波检测在海洋石油工程中越来越广的应用,准确可靠的探伤灵敏度,对保障焊缝质量有着重要意义。
猜你喜欢
科学技术创新(2022年1期)2022-02-19 09:20:42
建材发展导向(2021年19期)2021-12-06 03:20:54
科学技术创新(2021年3期)2021-01-22 07:46:46
中学生数理化·八年级物理人教版(2016年7期)2016-12-24 09:46:57
大型铸锻件(2015年4期)2016-01-12 06:35:21
无损检测(2015年12期)2015-10-31 03:14:04
航空学报(2015年4期)2015-05-07 06:43:32
航空学报(2015年4期)2015-05-07 06:43:28
传奇故事(破茧成蝶)(2015年6期)2015-02-28 09:28:18
火花(2015年1期)2015-02-27 07:40:24
