论某铝锂合金飞机蒙皮镜像铣质量控制
2022-08-17 10:54:00罗志恒孔庆猛文松涛罗志辉
教练机 2022年2期
罗志恒,孔庆猛,文松涛,罗志辉
(1.海装驻南昌地区军事代表室,江西 南昌, 330024;2.航空工业洪都,江西 南昌, 330095)
0 引言
随着铝锂合金新型材料在大型飞机蒙皮上的应用, 一种以数控加工代替化铣的新工艺也应运而生。为顺应科技发展潮流,国际上一些飞机制造公司与设备制造厂商合作,研制了一款新型多功能五轴数控蒙皮镜像铣,该设备能精确地对蒙皮件进行铣薄、切边、开口和钻孔。镜像铣加工绿色、环保,性价比较传统的化学铣切要高;镜像铣加工后的蒙皮,表面粗糙度和光滑度也优于化铣,同时由于镜像铣产生的冷作硬化作用还提高了蒙皮的疲劳极限。在国内,某飞机制造厂引进了一台蒙皮镜像铣设备,用于承接某型号飞机蒙皮的制造。这为某型号蒙皮精确成形以及改善产品质量奠定了良好的硬件基础,但缺乏配套的设备应用技术和工艺优化解决方案。
图1为典型镜像铣双曲率、铝锂合金厚蒙皮零件,原材料长度为6000mm;宽度为1800mm;厚度为6mm,成形难度较大。目前,某飞机制造厂承接的某型号项目中,铝锂合金蒙皮(T≥3mm)有4 项,占镜像铣切蒙皮项的20%。
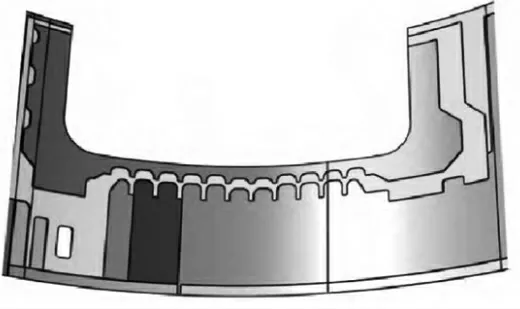
图1 典型铝锂合金蒙皮零件
在前期研制过程中,蒙皮镜像铣厚蒙皮的报废率达到了20%,严重影响了生产进度,造成了大量经济损失,已成为制约某型号项目进展的瓶颈。 现有工艺人员在蒙皮镜像铣方面经验也较少,为了逐步取代传统的、以经验分析和试验为主的零件成形方法,避免造成材料和人工的巨大浪费,使得数控镜像铣设备的功能得到发挥, 满足新型飞机蒙皮零件的生产要求,突破严重制约新型铝锂合金蒙皮制造水平的瓶颈,本文开展了该项目的研究。
1 选题理由
结合技术背景和现实生产需求给出选题理由,如图2 所示。
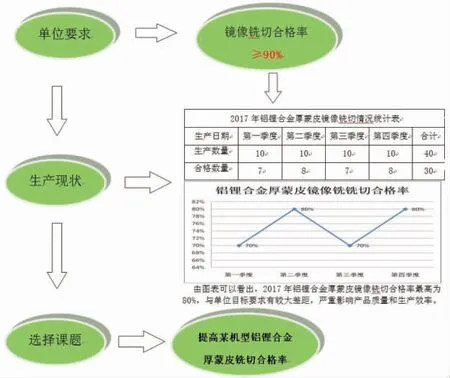
图2 选题理由
2 设定目标
按照单位要求,小组将目标设定为:将某机型铝锂合金超厚蒙皮铣切合格率由80%提升至90%。
3 目标可行性分析
3.1 成员能力
成员能力分析图,如图3 所示。

图3 成员能力分析图
由图3 可见,QC 小组是一支新老融合,综合素养较高的团队,其中不乏技术水平高、能力强的专家。
3.2 领导支持
上层的决策关系着公司未来发展的方向和技术攻关目标。 公司和分厂领导高度重视小组的科研生产,实时关注研发进程,及时协调解决研发过程中遇到的问题及困难,使得小组攻关顺利开展。
3.3 设备保障
公司引进的高速五坐标蒙皮精确铣设备包括3部分,分别是卧式铣床,柔性夹具,以及顶撑装置,如图4 所示。
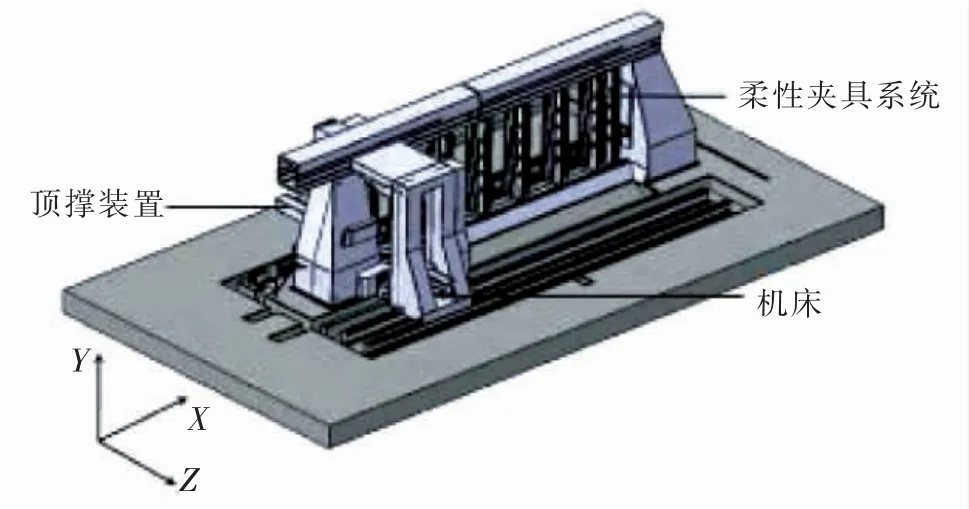
图4 蒙皮镜像铣切系统示意图
顶撑装置能够在卧式铣床进行下陷铣削时,从背后对蒙皮工件进行顶撑。 为了获得最高级的柔性化,这里的卧式铣床必须与柔性夹具装置以及蒙皮顶撑装置实现集成化和协同工作。 其中,蒙皮顶撑装置集成了蒙皮厚度直接测量装置,该装置不但可以检测最终加工完成后的工件厚度, 还可以在整个加工过程中,对工件的厚度进行实时在线监测,这对保持工件的公差起到关键作用。
3.4 查找症结
针对10 块铝锂合金厚蒙皮铣切不合格品, 小组对其缺陷进行了进一步调查分析,见表1。
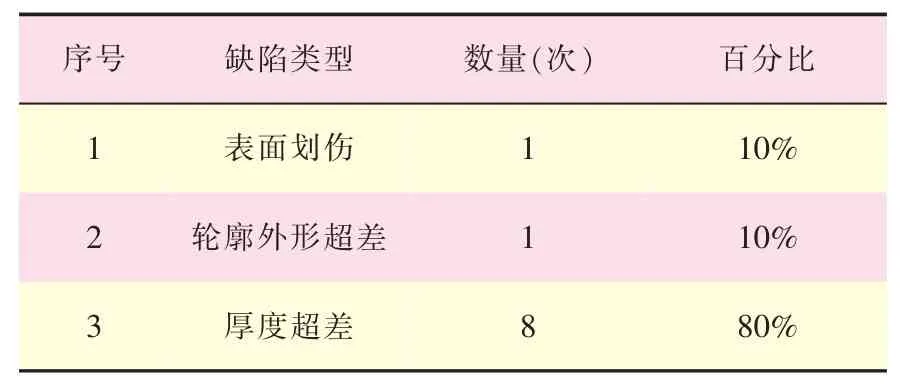
表1 蒙皮镜像铣铣切缺陷类型统计表
由表1 可知,厚度超差(厚度超差是降低蒙皮镜像铣铣切合格率的症结所在)占据80%,出现频率最高。
4 原因分析
根据制定的活动目标,QC 小组召开会议,从“人、机、料、环、法、测”六个方面分类寻找了造成铝锂合金厚蒙皮铣切厚度超差的原因并绘制了因果图,如图5所示。
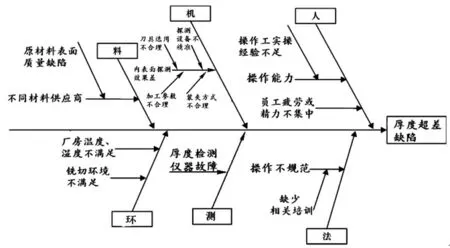
图5 铝锂合金厚蒙皮铣切缺陷因素因果图
5 要因确认
通过以上分析,找到了11 项铝锂合金厚蒙皮铣切厚度超差影响因素并开展全面检查, 逐一甄别,详见表2。

表2 要因确认
6 对策制定
QC 小组针对上述分析得出4 个主要原因: 探测设备不精准、刀具选用不合理、加工参数不合理、装夹方式不合理,按照“5W1H”原则制定了详细的对策表和活动前后对比表,详见表3。
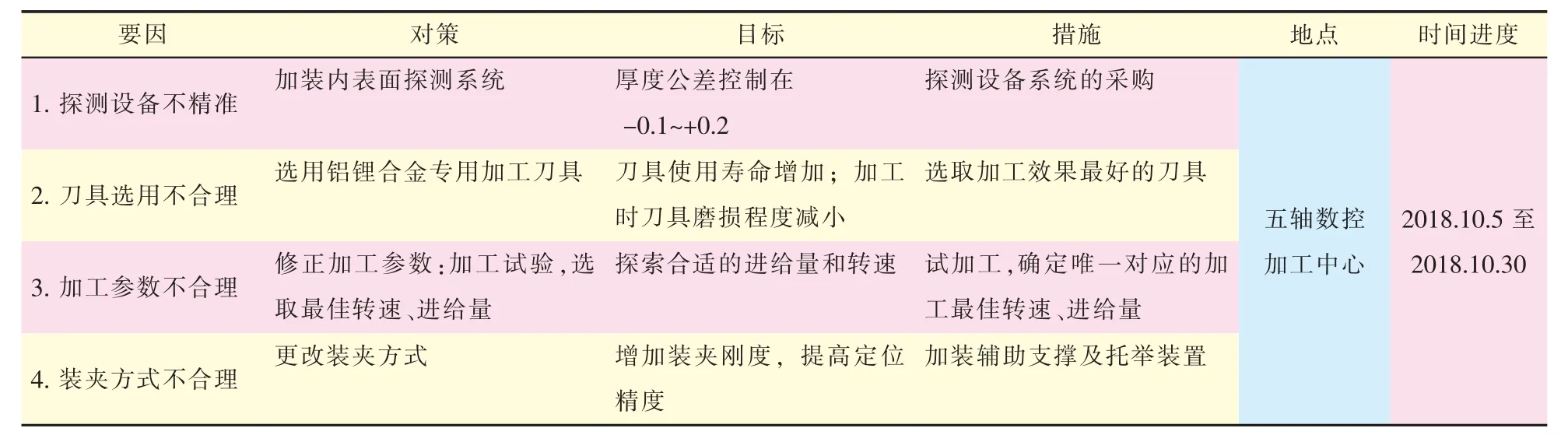
表3 对策表
7 对策实施
7.1 加装内表面探测设备
小组讨论及调研,综合考虑经济性、时间性、可实施性、可靠性、有效性五个方面,确定了最佳方案:采取非接触式激光扫描方式融合接触式激光扫描方式,优势互补,两者的对比分析,详见表4。
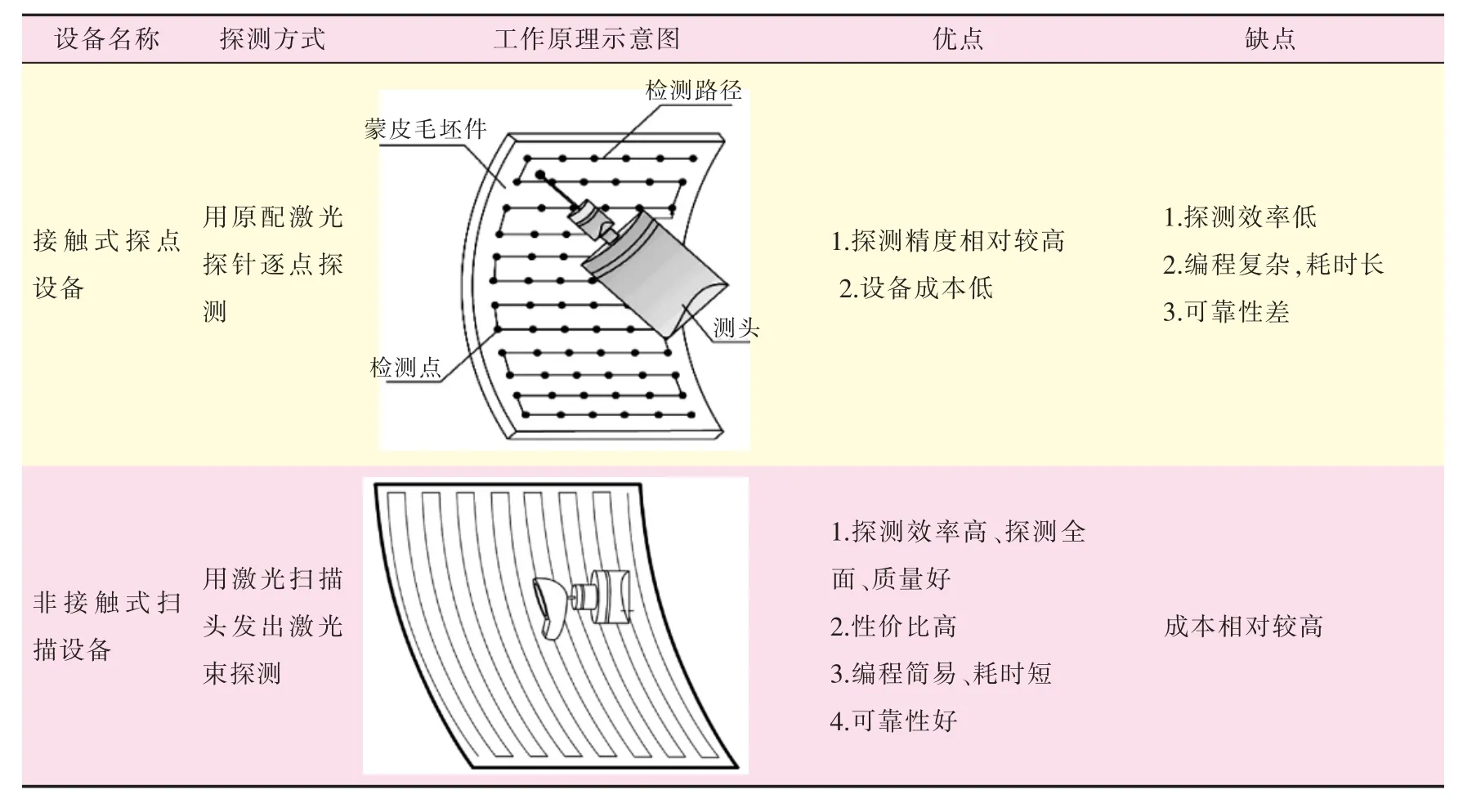
表4 探测设备对比分析图
非接触式激光扫描方式,将预成形的蒙皮零件采用激光装置对固定好的蒙皮内型面进行扫描,由激光头发出光束(每束光包含上百个点)对蒙皮毛坯内型面所需加工区域无死角探测扫描,获取一系列点的集合即为点云,然后再根据点云拟合成实际的零件内表面对原数模编程进行修整,以确保刀具运动轨迹与固定装夹状态下的蒙皮形状一致。这种以蒙皮铣切加工表面为基准,通过控制下陷加工深度来确保蒙皮加工厚度精确度的方法,是一种对蒙皮加工厚度进行间接控制的方法,不仅效率高,扫描质量好,同时也能节省大量后处理及加工程序的编制时间。
非接触式激光扫描运用专用软件可以实时检测并可以快速、量化、高质量地处理扫描获得的点云。如图6 所示,在操作界面中有“Automatic”选项可以开启自动光强补偿模式,克服了受蒙皮内表面颜色、反射特性的影响。 在最下方有两个重要的指标“Laser-Width”和噪点指数,前者代表激光线的宽度,后者代表噪点严重程度, 从而可以有效地降噪获取准确、有效数据。以点带面,为后续处理提供了强有力的保障,修正加工程序,实现了精确铣切加工,从而提高了加工效率和加工质量。

图6 非接触式激光探测点云处理软件交互界面
7.2 选用铝锂合金专用加工刀具
针对铝锂合金的加工性能, 加工选用Φ25R4 可拆换硬质合金铣刀,一方面是由于硬质合金材质的硬度大,耐磨性高;另一方面,这种铣刀是普通铣刀的2倍,在相同转速和进给速度下,该铣刀的切削力比普通铣刀小,磨损也较缓慢,刀具冷却通过主轴内部微量润滑(MQL)实现。
7.3 修正加工参数
铣切铝锂合金蒙皮零件时,轴向力随着进给量F的增大而增大,随着转速N 的增大而减小,并且与刀具材质也有一定关系。因此,采取先粗铣、后精铣的方式,尽量采用较小的进给量,适当提高主轴转速。 但是,考虑到生产交付进度,为了提高加工效率,进给量在合适范围内尽量选择较高的数值。转速和进给量数值的确定,应与选用的刀具类型和加工零件的材质相匹配,加工参数选用对比详见表5。
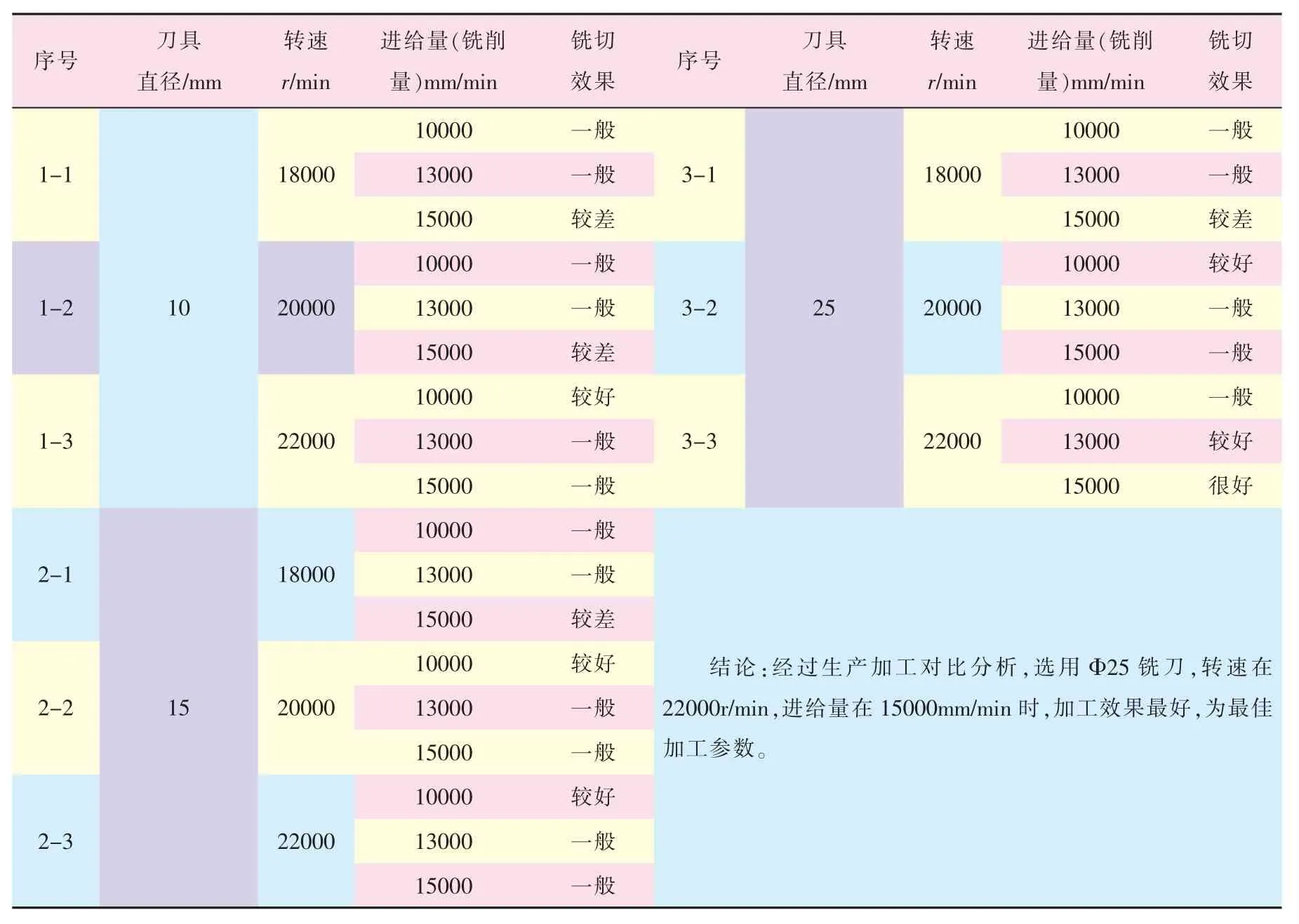
表5 加工参数选用对比
7.4 更改装夹方式
将零件毛坯料放置于铣床上进行试切定位后,为了克服零件自重下沉和铣切回弹引发震颤的影响,用自制辅助夹具在零件周边余量位置上进行夹紧固定,特殊情况下用下部垫块或者顶升装置辅助装夹,提高装夹刚度和定位精度。 一般而言,毛坯料应比零件数模尺寸大50mm,避免成形零件被夹伤。
8 效果值检查
8.1 目标值检查
2018 年7 月至2018 年10 月,小组组织蒙皮镜像铣生产攻关,每月生产了3 块铝锂合金厚蒙皮,铣切合格率保持在90%。
QC 活动前,每块厚蒙皮探点编程大约需要1 小时,活动后扫描编程大约需要0.5 小时;活动前每块厚蒙皮探点时间大约3 小时,活动后的扫描时间大约需要0.5 小时,单件约节约3 小时。
本次QC 活动开展后,生产铝锂合金厚蒙皮零件,厚度超差问题得到明显改善,提高了某机型铝锂合金厚蒙皮零件的铣切合格率(由80%提升至90%),达到了本次QC 攻关合格率提升至90%的目标。
8.2 技术经济效益
此次活动让我们积累了铝锂合金厚蒙皮零件的铣切成形经验,学到了解决实际问题的方法,开拓了思路,提高了公司在该领域的制造技术水平,填补了国内此项技术的空白,提升了公司民机生产能力。
从经济价值方面看,故障率降低到10%,现零件已经进入了小批生产阶段,质量保持稳定,设备利用率大幅提高,降低了镜像铣蒙皮零件报废率,实现了较好的经济效益。
9 制定巩固措施
为了进一步巩固活动成果,小组采取了以下措施:
1) 编制完善了《蒙皮铣机床基本操作规范》,XXX 2380-2018;
2) 编制完善了《激光测头使用技术规范》, XXX 2381-2018。
10 思考与展望
本次活动中,QC 小组达到了预定目标,质量问题基本得到解决,为后续零件顺利批产加工打下了坚实的基础。 通过开展QC 小组活动,小组成员不仅在创新意识、个人能力、QC 知识、解决问题的信心方面得到提升,而且在团队建设方面积累了宝贵经验。
本次QC 小组质量攻关解决了某机型铝锂合金厚蒙皮零件的质量和加工效率问题,对今后类似零件的加工起到了很好的借鉴作用。
猜你喜欢
西北工业大学学报(2023年2期)2023-05-12 12:12:36
客车技术与研究(2023年1期)2023-03-15 04:11:34
粉末冶金技术(2021年3期)2021-07-28 06:26:32
军民两用技术与产品(2021年5期)2021-07-28 05:55:06
当代党员(2020年20期)2020-11-06 04:17:52
小康(2018年23期)2018-08-23 06:18:52
航空世界(2018年12期)2018-07-16 08:34:46
中国有色金属学报(2018年2期)2018-03-26 07:58:39
焊接(2016年8期)2016-02-27 13:05:16
小康(2015年4期)2015-03-31 14:57:40