
高电流密度平行流铜电解工艺技术的生产实践
2022-08-13 07:31占焕武杨永明
世界有色金属 2022年9期
南国铜业一期30kt铜冶炼项目采用的工艺流程为:富氧侧吹熔池熔炼+连续吹炼+回转式阳极炉精炼+不锈钢阴极平行流电解工艺+高浓度二氧化硫制酸。
2019年4月顶侧双向平行流电解和底侧双向平行流电解投产,并一直在350A/m
电流密度下稳定生产,并逐步将电流密度提升至380A/m
。南国铜业电解车间东系统共有440台顶侧双向平行流电解槽,西系统共有440台底侧双向平行流电解槽。
1 平行流电解技术原理
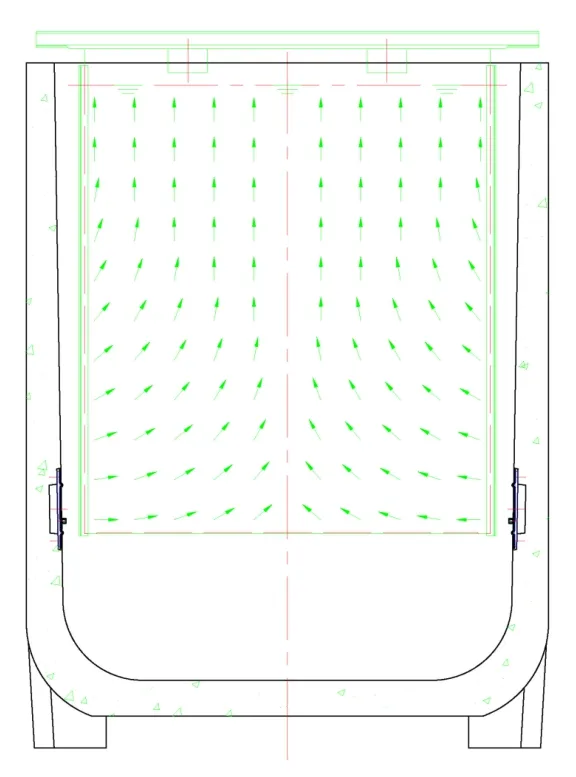
平行流电解技术主要设备为平行流电解槽。与普通的树脂电解槽不同,平行流电解槽在电解槽端面设计有平行流进液法兰口,两侧设计有平行流进液腔道,进液腔道上安装平行流面板,电解槽两侧面板上排布高分子材料喷嘴,装槽排距后每块阴极板两侧各分布一对喷嘴。电解液从平行流进液法兰口进入平行流进液腔道,从顶侧两边(顶侧双向平行流电解槽)或者底侧两边(底侧双向平行流电解槽)的喷嘴喷出进入每块阴极板两侧区域,最后电解液从电解槽两端溢流口流出,顶侧双向平行流电解槽阴极表面电解液流动和底侧双向平行流电解槽阴极表面电解液流动分别如图1和图2所示。

从微观电极反应动力学上分析,电极反应速率由扩散传质速率决定,根据菲克第一定律和法拉第定律应有以下公式
。

式中i为电流密度,A/m
;C
为电解液本体离子浓度,mol/m
;C
为x=0电极表面离子浓度,mol/m
;δ为扩散边界层厚度,m;z为离子的正电荷数;F为法拉第常数,C/mol;D为离子的扩散系数,m
/s。
我国农民普遍存在文化水平偏低的问题,对于科技技术含量较高的技术接受能力有限,技术推广人员要做好前期工作,用简洁、易懂、通俗的语言话术与农民交流,提高农民对玉米高产栽培技术的接受效率;通常情况下,高产栽培技术的推广应当搭配一定的示范,在条件允许的山区搭建示范园区可以有效提高高产栽培技术的推广效率和效果,在条件有限的山区,推广工作人员可以在讲解过程中搭配经典案例进行说明,也能够达到提高农民接受程度的效果,使高新科技在山区发挥应有的作用。
从上表可以看出①同等电流密度下西区底侧双向平行流直流电耗要略高于东区顶侧双向平行流,而蒸汽单耗则相反,这是因为西区添加剂单耗要略高于东区,所以西区槽电压更大直流电单耗更大,并且西区下进上出的进液方式有助于将下部的热量带到液表,所需要补充的热量更少,蒸汽单耗更低,但两者标煤的综合能耗基本接近。②在阴极铜含银方面,东区顶侧双向平行流要低于西区底侧双向平行流,因为上进下出进液方式更有助于阳极泥沉降。③随着电流密度提升直流电单耗升高,但蒸汽单耗下降,综合能耗基本持平。并且平行流工艺技术在固定资产投资、经营成本、流动资金投资上都要低于常规电解
,达到降本增效的作用。
双向平行流工艺技术通过每块阴极两侧喷嘴的均匀进液,强化了极板间电解液的流动循环,提高了阴极表面的流速,减小了扩散边界层厚度,提高了阴极表面铜离子浓度,提高了金属铜电析出过程中的成核速率,从而起到细化晶粒改善阴极铜结晶质量的作用。
电解液温度控制:提高电解液温度有助于降低电解液电阻、直流电耗、粘度,并且温度越高铜离子的扩散速率越大,有助于改善高电流密度下阴极铜的结晶质量。但温度过高容易引起添加剂分解加快、阳极铜化学溶解加快、车间酸雾浓度加大和水分蒸发快等问题。目前在380A/m
电流密度下(电解槽未做保温),在冬天(10℃的室外温度)生产时电解液也基本不需要蒸汽加热,热量基本能达到收支平衡。目前电解槽溢流斗处电解液温度控制在64℃~65℃。
2 生产实践
在电解投产后达到设计电流密度350A/m
,之后提升电流密度至380A/m
,并且一直稳定生产,产出的阴极铜能达到GB/T467~2010高纯阴极铜的标准。
采用复合蛋白酶深度酶解牡蛎、鸡肉、南极磷虾,获得高水解度的酶解产物。通过80%乙醇分别萃取3种酶解产物,再通过异丁醇萃取乙醇相,萃取上清液可获得丰富的苦味肽。异丁醇萃取牡蛎、鸡肉和南极磷虾乙醇相上清液感官评定都具有苦味,苦味评分值分别为6.8,4.4,5.0分。3种酶解产物异丁醇萃取乙醇相上清液均含有>94%的小于5 ku和>57%小于1 ku的多肽片段。本研究为快速萃取牡蛎、鸡肉和南极磷虾酶解产物中的苦味肽提供了新的方法,为后续苦味肽的质谱鉴定奠定了基础。
(2)电解液中杂质元素的控制。电解液中杂质浓度越低对铜电解生产越有利,但实际生产过程中电解液中杂质浓度受到阳极板杂质元素含量高低和净化净液量大小的影响,电解液中杂质元素需要控制在一定范围内以保证高电流密度下铜电解的正常进行。下表分别为生产过程中东区顶侧双向平行流和西区底侧双向平行流电解液主要杂质元素浓度。
添加剂的控制:同等工艺条件下相对于常规铜电解底管进液的进液方式,双向平行流的进液方式更加有助于电解液、热量、添加剂的均匀分布,铜离子的浓差极化更小,相较于常规电解,平行流电解工艺技术添加剂适用范围要更为广泛
。明胶、硫脲、盐酸作为复合添加剂共同使用,高电流密度下添加剂要与电流密度、温度、循环流量等工艺条件相匹配,需要相应提高添加剂加入量,并维持各组分在合适的配比
,这对于提高电解系统容错性具有重要作用。氯离子具有去极化作用,在铜电解过程中,对Pb、Bi等杂质过高引起的阳极钝化产生活化作用,可以减少阳极钝化的发生
,在高电流密度时可以根据阳极板杂质含量和银回收情况可以适当提高盐酸加入量。
(1)电解液中铜、酸的控制。电解中铜离子浓度的提高有助于阴极铜结晶更为光滑致密,特别是在高电流密度下生产时宜提高电解液中铜离子浓度来减小浓差极化。但铜离子浓度偏高也会造成电解液电阻和直流电耗增大,并且高电流密度下会引起阳极钝化,同时在槽底温度较低的区域有少量的硫酸铜结晶析出。电解液中酸度越高,电解液电阻和直流电耗越低,但硫酸浓度越大,硫酸铜溶解度越小,因此高电流密度380A/m
下宜采用相应高铜低酸的形式,铜离子浓度控制在47~49g/L,硫酸浓度控制在165~175g/L。
工艺条件控制。

投产之后一直稳定生产,各项技术经济指标也较为稳定,东区顶侧双向平行流(简称东区)和西区底侧双向平行流(简称西区)技术经济指标如下表所示。
按季节分析IMERG估计降水的空报率FAR,结果表明:中国大陆的FAR在夏季最低,约为0.52;其次是秋季和春季,分别为0.65和0.64;冬季最高,约为0.75。中国大陆东、西部的FAR的季节变化趋势与整个中国大陆完全相同,各季都是西部地区高、东部地区低。西部夏季FAR最低时也超过了0.6,冬季最高时约为0.9。除秋季相差约0.1之外,其他季节东、西部地区的FAR相差约0.2(图5b)。
循环流量控制:相较于常规铜电解280~320A/m
电流密度,采用380A/m
高电流密度应相应地提高循环流量来加快极板间电解液的流动,减小了边界层厚度从而提高铜离子的扩散速率,减小浓差极化,改善阴极铜结晶质量,各电流密度下东区顶侧双向平行流和西区底侧双向平行流单槽循环流量如下表所示。

在保证循环流量能匹配上电流密度前提下,可以适当将循环流量控低一些以免电解液搅动影响阳极泥沉降形成阳极泥粒子,特别是在380A/m
高电流密度阳极泥量更大情况下。并且平行流电解槽单槽流量也不能控制太低,根据实际生产经验顶侧双向平行流单槽循环流量不宜低于40L/min,否则容易发生底部死槽。
电解液成分控制:
3 技术经济指标
阳极溶解时As、Sb、Bi均以三价态进入电解液,并与电解液中的活性氧反应被氧化为五价态。As
可抑制Sb
氧化成Sb
,并防止阳极泥漂浮,电解液中As
含量高的话在阳极板表面易于BiAsO
和SbAsO
的沉淀,这可用来控制电解液中的Bi和Sb的浓度
。但同时电解液中As、Sb、Bi浓度偏高时,平行流电解槽的喷嘴、进液腔道口、平行流面板堵塞会更严重,造成单槽流量不均、槽内喷液不均等不利情况。因此电解液中As、Sb、Bi需控制在一定范围内。
主要通过关联系数、关联度两项指标实现。以住院次均费用为参考数列,各项费用为比较数列构建矩阵(X0,X1,X2,X3,X4,X5,X6,X7,X8,X9,X10)。计算二者之间的绝对差,形成绝对差矩阵,然后计算关联系数和关联度[4]。

回顾性选取2017年4月-2018年4月在我院行血液透析治疗64例患者的临床资料,其中男34例,女30例,年龄16-80岁,平均年龄(53.7±6.8)岁,平均透析病程(3.1±1.7)年,按疾病分类:急性肾衰竭患者26例,慢性肾衰竭38例。
4 生产过程中存在的问题及方法
4.1 部分阴极铜有气孔
由于取消了高位槽之后,从循环泵打上的电解液经过分液包通过进液管道进入电解槽内,电解液会夹带一些细小的气泡,这些气泡容易沾附在阴极铜上形成较为密集的气孔。通过在分液包上增加排气管和排气管以及在槽边进液管道处增加排气管能够比较好地抑制阴极铜上气孔的产生。
4.2 阴极铜液表上沿粒子
当电流密度提升至350A/m
并逐步提升至380A/m
时,阴极铜液表上沿处逐渐集中出现粒子,在电解末期粒子变大,造成阴阳极板短路。由于阴极板上下工艺条件具有差异性,阴极板上部靠近导电梁、液表电解液酸高铜低、二周期残极底部缺失都会造成液表阴极电流密度要远大于下部,加上液表有漂浮阳极泥等悬浮颗粒容易形成粒子并变大导致短路。生产过程中观察到粒子主要形成在5天板面上,因此采用提压溜即升降液面方式抑制粒子进一步长大,同时控制阳极板上下厚度偏差和适当控高残极率来减小液表电流密度从而抑制粒子生成。
4.3 阴极铜底部粒子
在高电流密度380A/m
稳定生产后大部分阴极板板面质量较好,少部分阴极底部长有粒子,并沾附少量的阳极泥,在电解末期形成底部阴阳极板短路。这种粒子只分布在阴极板一面底部,且大多数长有这种底部粒子的阴极板均有变形,导致底部极距偏小而电流密度大,且容易沾附上阳极泥形成粒子导致底部短路。生产中通过校平机加强日常对变形阴极板的替换和维修,显著将原先短路率由1%降低为0.3%。
机械电气一体化的设备主要是通过相关企业工厂统一的流水线下生产出来的,因此,设备中一些运行技术以及对于细节的处理不能够满足所有产品生产需求的。对于此种情况,相关工作人员就要对刚引进的设备进行系统的调整。在调整阶段,技术工作着要结合设备的具体功能,以及施工场地的现有条件,以设备生产过程中确定的基础线作为调整标准,并将调整的过程有效的记录下来,为后期安装工作提供有效参考资料,保证机械电气一体化设备的运行能够带来更高的工作效益。
4.4 阳极钝化
高电流密度生产下需要特别关注阳极钝化的问题,特别是当电流密度在380A/m
继续提高时有可能发生阳极钝化。阳极钝化会造成铜离子贫化、阴极铜结晶粗糙、槽电压和电耗上升、残极率异常偏高等一系列问题。经测量阴极周期末期(7d)双极槽电压为377mv,并没有异常升高,电解液中铜离子平衡和残极率控制均正常。虽然目前生产过程中并未发生阳极钝化,但仍需控制阳极板Pb<0.2%
,O<0.15%,同时适当提高电解液中氯离子浓度来抑制阳极钝化。
虽然不同的学者看法不同,但经过归纳我们可以用学者陈树强的理解进行总结。陈树强认为,“所谓权力不外乎是指人们所拥有的能力”[2],“这种能力不仅表现为一种客观的存在,而且表现为一种主观感受,亦即权力感。正是这种权力感可以增进人们的自我概念、自尊、尊严感、福祉感及重要感。”[2]即陈树强认为权能(也可以翻译成权力)不仅指一种客观能力,也指一种主观感受、主观精神状态。由于这种主观的感受是一种权力感,所以我们可以形容它是“积极的”。又由于这种主观感受可增进人们的自我概念、自尊、尊严感等,我们也可以形容它为是“能动的”。因此对于“权能”的这个主观感受方面的含义,我们可以形容它是一种积极的能动的精神。
4.5 喷嘴、面板结垢堵塞
铜电解生产过程中电解液中的As、Sb、Bi会发生共沉淀形成砷酸盐、锑酸盐的难溶物,这些难溶物随着电解液的流动,沾附在喷嘴、面板、平行流进液腔道上,造成喷嘴、面板、平行流进液腔道结构堵塞。杭州三耐环保科技股份有限公司研制的高压冲洗装置经过现场试验改进在平行流进液法兰管上开设冲洗接口和排污口,并在平行流面板上开设排污口,通过将高压冲洗喷头从冲洗接口塞入平行流腔道使用高压水进行冲洗。这种冲洗装置在不拆卸面板的前提下有效、快速、方便地实现了对喷嘴、面板、平行流进液腔道的清理,很好解决了平行流工艺技术中喷嘴堵塞、难清理、工作量大的问题。通过试验单槽清洗水量约为60L,单槽清洗时间约为6min,这对电解体系水平衡控制和出装槽作业几乎影响不大,但也需要避免集中大量清理,以免导致电解液中悬浮颗粒过多导致板面长粒子。
5 结语
通过在高电流密度下平行流电解工艺技术的生产实践,加强了对电解生产的认知。结合平行流工艺技术,加强工艺条件控制以及生产组织管理,确保各影响因素都在合适匹配的控制范围,提高整个电解系统的容错性,降低电解系统波动,就能在高电流密度下稳定运行并生产出合格的高纯阴极铜。今后,南国铜业将围绕如何进一步优化生产技术经济指标,加强生产组织管理,提升电解技术水平,向着更高一个台阶迈进。
[1]吴浩青,李永舫.电化学动力学[M].北京:高等教育出版社,1998:45-47.
[2]郑明臻.砷在铜电解精炼过程中的行为及益处[J].中国有色冶金,2016,45(3):1-5.
[3]周松林.高强化铜电解精炼新工艺与生产实践[J].有色金属(冶炼部分),2013,(2):1-4.
[4]贾兴州,谢祥添,韩义忠,汪为慧.平行流电解中添加剂对阴极铜质量的影响[J].铜业工程,2013,(2):1-4.
[5]孔德颂等.铜电解阳极钝化及漂浮阳极泥控制技术研究进展[J].中国有色冶金,2021,50(1):1-8.
[6]邓文涛,付伟岸,袁剑平.双向平行流技术在铜电解工艺中的应用及优势[J].有色冶金设计与研究,2019,40(6):22-25.
[7]黄文来,朱锦明.铜电解精炼过程中的阳极钝化[J].安徽冶金,2002,(4):51-52.
猜你喜欢
船舶与海洋工程(2022年4期)2022-09-21
装备环境工程(2022年8期)2022-09-07
机电信息(2022年9期)2022-05-07
中国计算机报(2020年28期)2020-08-10
中国校外教育(中旬)(2018年9期)2018-09-30
科学家(2017年15期)2017-09-20
有色金属材料与工程(2017年3期)2017-07-15
科技视界(2016年18期)2016-11-03
中国高新技术企业(2015年23期)2015-06-24
农机使用与维修(2014年9期)2014-09-21
