LTCC 方阻浆料后烧特性的研究与应用
2022-08-08 04:55:48马其琪杨兴宇冯晓曦
科技创新与生产力 2022年5期
马其琪,杨兴宇,冯晓曦
(中国电子科技集团公司第二研究所,山西 太原 030024)
近年来,随着航空航天、通信技术以及人工智能技术的飞速发展,对电子元器件的多功能、高可靠、高集成方面的要求日益加强。采用低温共烧陶瓷(Low Temperature Co-fired Ceramic,LTCC) 工艺制作的基板具有可实现芯片封装、内埋置无源元件及高密度电路组装的功能,成为目前很多电子产品的重要制造技术[1]。
在LTCC 基板生产过程中,由于人为操作失误等原因,常常会有外观问题,例如导线或焊盘缺金、漏孔等问题。这些外观问题虽然不会影响基板的电性能,但是会影响基板的焊接特性、键合力等性能。为此需要对这些问题进行修补。但是在修补过程中发现,基板在850 ℃后烧后会出现诸如孔凸起、电阻变化大等现象。尤其是有内阻的基板,经过后烧以后,电阻值已经超出容差范围,只能报废。为此专门设计了一系列实验了解LTCC 基板的后烧特性,以寻求解决后烧带来的外观以及电阻变化问题的办法。
1 方阻浆料后烧特性
电阻是LTCC 基板上重要的无源器件之一。电阻的精确度对基板的电性能有着极其重要的影响。
在生产过程中发现,烧结后电阻与设计往往存在着偏差而且后烧后的电阻值变化过大。电阻值偏小的电阻可以通过激光进行微调整,但是电阻值偏大的电阻却没有办法进行调整。如何解决电阻值偏大的问题以及后烧电阻值变化过大的问题是本研究要解决的问题。
烧结是影响电阻值的重要因素,目前使用的烧结曲线:排胶升温速率为0~450 ℃,1 ℃/min;排胶温度为450 ℃,保温时间为150 min;烧结温度为850 ℃,保温时间为10 min。经过大量烧结试验验证,此环境下电阻值能基本保持在稳定的水平。
这里列举了常用的几种方阻浆料,例如10 Ω、100 Ω、1 kΩ、10 kΩ 等,将其分别印刷在Ferro A6M 生瓷片上,先进行低温共烧,测得后烧前的电阻值。将样品分两批利用链式炉分别对其进行了在750 ℃、800 ℃、850 ℃环境下后烧,保温时间分别为5 min、10 min,记录其变化,见表1~表4。

表1 10 Ω 方阻浆料后烧前后电阻变化

表2 100 Ω 方阻浆料后烧前后电阻变化

表4 10 kΩ 方阻浆料后烧前后电阻变化

表3 1 kΩ 方阻浆料后烧前后电阻变化
通过表1~表4 可以得知,以上几种方阻浆料电阻值在750 ℃下后烧均不会变化。在800 ℃下后烧10 Ω、100 Ω、1 kΩ 方阻浆料,5 min 和10 min情况下电阻值均会变小,10 Ω 和100 Ω 浆料的变化率最大,达到10%左右,10 kΩ 电阻值却会变大。在850 ℃下后烧,以上几种方阻浆料电阻值均变小,同样是10 Ω 和100 Ω 方阻浆料的变化率最大,可达30%左右。
通过大量后烧实验,了解了不同的方阻浆料、不同的后烧温度以及不同的后烧时间引起的变化均不相同。变化规律见表5。
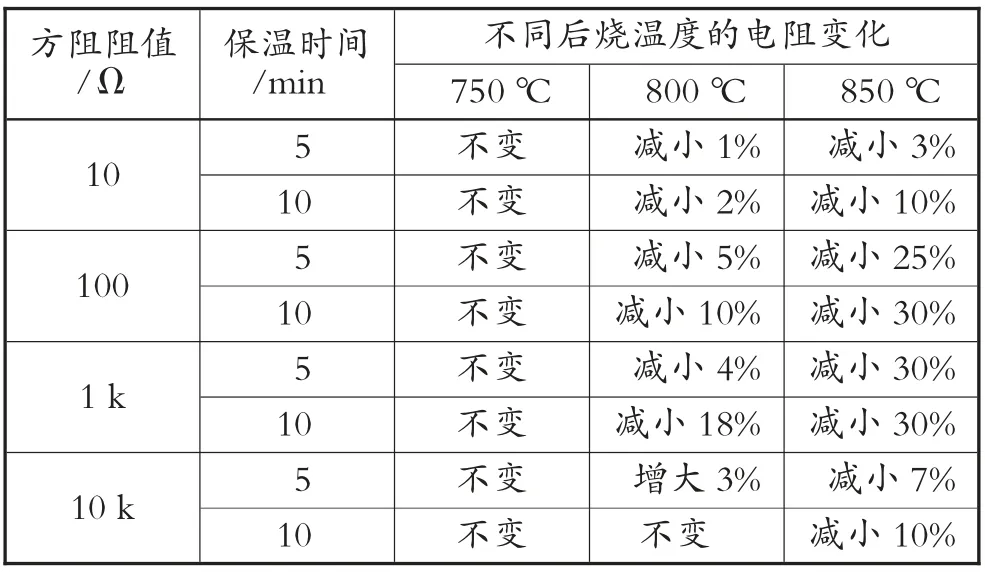
表5 不同方阻的后烧电阻变化规律
一般的,共烧完成后,电阻值会小于预设电阻值范围。由于印刷参数或者烧结的影响,电阻值会偏大,影响激光调阻。通过调整后烧曲线,可以将不同电阻值的范围调整至激光可调的范围,对电阻值的精准控制提供帮助。
2 方阻浆料后烧特性应用
通过查阅资料可知[2],金属浆料的烧结完成温度是600 ℃,而玻璃-陶瓷的烧结温度是850 ℃。
600 ℃进行后烧是不会引起电阻值的变化的。因此,理论上利用方阻浆料与金属浆料的烧结温度差可以解决后烧带内阻基板引起的电阻变化问题。
由表5 实验结果可知,电阻在750 ℃下后烧电阻值是不会变化的。结合电阻的后烧特性,遇到有内埋电阻的基板外观修补时,就可以通过控制后烧温度来使修补浆料完成烧结,并且不会引起内埋电阻的变化。
但是在此温度下后烧后的金属浆料是否已经烧结完成,修补过的基板导线和焊盘是否符合组装客户交付要求,需要对键合力和膜层附着力等几项指标设计实验进行验证。
将金属浆料均匀涂抹在要修补的基板焊盘和导带上,在700 ℃温度下后烧1 h,保温时间10 min。表6 为后烧电阻变化统计。检测基板上的电阻变化情况并参考GJB 548B《微电子器件试验方法和程序》中破坏性键合拉力试验,对后烧完成后将基板修补部分进行金丝键合并进行拉力实验,测试焊盘键合拉力[3]。表7 为25 μm 金丝键合拉力测试结果。

表6 后烧电阻变化统计

表7 25 μm 金丝键合拉力测试结果
表6 中数据表明,在700 ℃下后烧的修补的基板上的电阻值均未发生变化;而且表7 的数据表明此后烧条件下的焊盘、导带表面修补的金属浆料均已完全烧结,能承受5 倍以上的单位质量对应键合拉力,满足金丝键合拉力测试的合格范围。
膜层附着力测试参照GJB 243A-2003《混合基层电路通用规范》试验条件,利用3M 胶带对修补部分进行膜层附着力测试,并未发现3M 胶带上有脱落的金属浆料以及膜层起皮或者脱落的情况。
以往外观修补后的基板850 ℃后烧都存在着通孔突起的情况,影响基板平整度。改用新曲线后烧的基板,在显微镜下检测通孔外观,发现原先在850 ℃下后烧的通孔突起现象也改善了许多,经过测厚仪测试,突起值均小于10 μm,见图1。所以此条件下修补的基板焊盘是完全符合检验要求的。

图1 后烧完成后的基板孔突起状况
3 结论
利用方阻浆料在不同的后烧温度和时间下变化规律的差异,可以通过微调使其达到激光可调的范围;利用金属浆料与方阻浆料的后烧温度的差异,也可以用来避免在进行基板外观修补时造成电阻的偏差,减少了废品的产生,提高了生产合格率。
猜你喜欢
现代纺织技术(2021年1期)2021-05-07 07:46:22
山西能源学院学报(2021年1期)2021-03-24 15:55:40
农家科技中旬版(2017年6期)2017-08-15 00:22:10
中小企业管理与科技·上旬刊(2016年12期)2017-01-05 00:05:50
光学精密工程(2016年4期)2016-11-07 09:04:56
电气电子教学学报(2016年1期)2016-04-23 06:39:12
电源技术(2015年1期)2015-08-22 11:15:50
现代技术陶瓷(2015年1期)2015-03-11 04:01:30
发明与创新(2015年33期)2015-02-27 10:40:08
河南科技(2014年24期)2014-02-27 14:19:44