
杏鲍菇生产全程机械化装备配置方案
2022-08-08 13:09王明友周德欢宋卫东吴今姬王教领丁天航
农业开发与装备 2022年6期
王明友,周德欢,宋卫东,吴今姬,王教领,丁天航
(农业农村部南京农业机械化研究所,江苏南京 210014)
1 杏鲍菇生产基本情况
1.1 基本情况
杏鲍菇隶属侧耳科侧耳属,具有独特杏仁香味、菇肉肥厚,富含蛋白质、多糖、膳食纤维和等营养物质,既可保鲜加工,又可与鱼、肉等一起烹饪,具有降血脂、促进肠胃消化等多种功效,近年来深受消费者青睐。与香菇、银耳和黑木耳干品相比较,杏鲍菇的蛋白质和灰分的含量都比较高,甘露醇和游离氨基酸含量也比较丰富,而脂肪含量和总糖含量比较低,特别适合老年人食用[1]。随着人们生活水平的提高和食材的日益丰富,消费者更加注重的是口感,中等体型、长度为10~3 cm 规格的杏鲍菇更受市场青睐。据中国食用菌协会统计,2020 年全国杏鲍菇总产量达213.47 万t,相比2010 年(24.76 万t)增长了近9 倍,已成为继金针菇之后的我国第二大食用菌工厂化栽培品种[2]。
国外杏鲍菇的栽培研究起源于 1958 年[3],法国、德国、印度的科学家先后对其进行过研究。我国的杏鲍菇研究起始于 1993 年,目前已成为世界上杏鲍菇产量最大的国家,产品出口至美国、日本、俄罗斯、东南亚等国。随着消费者对杏鲍菇营养价值的认可,其市场需求量的日益增加,依靠传统的栽培方式已经不能满足市场的需求,因此,杏鲍菇栽培逐渐走向工厂化生产。工厂化生产起始阶段时,国内生产企业试图借鉴日、韩等地的金针菇瓶式栽培经验进行栽培杏鲍菇[4],但因瓶式栽培杏鲍菇的产量及品质的稳定性不足,且生产装备投入较大,致使工厂化瓶栽生产模式受到了限制。
随着袋栽生产装备的日益完善,效率与模式已不亚于瓶式栽培,袋栽模式已成为当前我国杏鲍菇工厂化生产的主栽方式。国内最大杏鲍菇企业是江苏香如生物科技股份有限公司,日产量达到了290 t,单产也不断提高。
1.2 生产工艺流程
杏鲍菇工厂化生产是模拟生态环境、自动化(智能化)控制、机械操作、现代化管理于一体的生产模式。即按照食用菌生长周期所需,利用温、湿、风、光控设备创造适宜环境,利用机械设备实现自动化操作的周年生产方式,多数用塑料袋作为培养容器。工厂化杏鲍菇生产为采用机械化设备完成栽培过程中的基质制备、搅拌、装袋、灭菌、接种、发菌、管理、采收等工序;采用封闭式保温菇房,利用设备、设施创造出适合于杏鲍菇不同生长阶段的人工环境,即对菇房内的温度、湿度、光照、空气中的氧气和氧化碳浓度等进行自动化调节,让杏鲍菇在适宜环境下快速生长,从而实现周年四季栽培。杏鲍菇从接种到出菇的生长周期是55~60天,工厂化生产只采收头潮菇。其中,每年4~11月,通过制冷设施降低菇房温度进行栽培,12月~次年3月可依靠外界自然温度进行栽培。
工厂化生产杏鲍菇的生产流程图如图1。
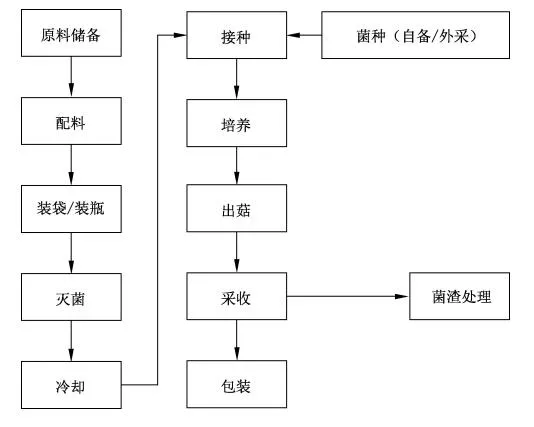
图1 生产流程图
2 生产设备选配方案
2.1 生产技术要点
杏鲍菇生产全程机械化的主要内容是以木屑、玉米芯等为主要原料,经机械加工成碎屑状,添加一定的辅助材料,经搅拌、装料、灭菌、接种、发菌、采收、加工,形成一整套机械化生产和栽培的技术规范。
2.1.1 粉碎技术要点
栽培原料含水率为15 %时进行粉碎为最佳,并对粉碎粒度有一定要求。将主料进行合理粉碎,玉米芯粉碎成1~2 cm的颗粒,而麦秆则需切成小段,长度控制在2~3 cm。若粉碎过细,不但粉碎时的生产率较低,而且作为培养料时透气性差,影响菌丝快速繁殖;若过粗,则会刺破菌袋,引起杂菌侵入感染。
2.1.2 搅拌技术要点
栽培料搅拌均匀度将直接影响杏鲍菇的生长,搅拌时先将主料投入搅拌室,含量少的固体物料沿轴向均匀投入,能溶于水的物料先溶于水后再投入。同时,在搅拌过程中加入一定量的水使其保持充足的含水量,且搅拌时间不宜过长,防止栽培料酸败。
2.1.3 装料技术要点
工厂化杏鲍菇常用栽培菌袋规格为170 mm×350 mm,选用厚度为0.04~0.05 mm,常压灭菌选择低压聚乙烯塑料袋,高压灭菌选择聚丙烯塑料袋。因工厂化生产要求灭菌周期短,多采用耐高压灭菌的聚丙烯菌袋。装料时要求料袋内的培养料紧实度适中、质量稳定,装料后的菌袋无微孔、破袋现象。
2.1.4 灭菌技术要点
装袋后的菌袋要立即进行灭菌。高压灭菌前,应先抽掉灭菌器的冷气,以便快速升温,高压灭菌要求在0.15MPa压力下保持蒸汽加热4 h以上,以彻底杀死袋内杂菌;常压灭菌要求4 h内温度升至100℃,后保持12 h以上的加热。灭菌过程中,要保证足够的灭菌时间,装锅时菌袋的排放方式应避免出现死角,使热量充分循环[6]。
2.1.5 接种技术要点
灭菌后的菌袋需移至预先消毒的冷却室冷却后接种。工厂化接种室将装有菌包的周转筐放置在自动化接种流水线上进行接种,接种后的周转筐,需经消毒达到无菌程度后再进行使用,以免造成污染。
2.1.6 发菌管理技术要点
接种后的菌袋需放置于发菌室内进行菌丝生长,室内需避光,温度控制在24 ℃左右,空气湿度在60%~70%之间,同时需每天通风2次,保证室内充足的氧气。杏鲍菇属于侧耳属,和其他菌类不同的是,该属的菌类在高浓度的二氧化碳培养条件下,反而能刺激菌丝生长,培养期间仅需要少量换气即可。杏鲍菇属于稳温结实性菌类,杏鲍菇发育过程温度尽可能稳定在15 ℃,湿度保持在85%~90%,该条件是使杏鲍菇子实体外表皮不开裂的前提;同时,根据出菇房内栽培袋存放量和杏鲍菇发育不同阶段控制不同的二氧化碳浓度,是形成优质商品菇的保证。
2.1.7 疏蕾技术要点
合理的疏蕾操作是提高杏鲍菇产量的关键[5],及时疏蕾可以提高杏鲍菇产量10%~20%。具体方法为工人选择较密集的幼蕾,采用小尖刀将幼蕾去除,保证出菇面保留3个幼蕾即可;同时控制好菇蕾间距,避免生长期间出现拥挤情况,在疏蕾过程中要避免伤到保留蕾。在完成整个疏蕾工作后,需要喷洒100 倍漂白粉溶液,在墙体、地面、通风口等位置,避免疏蕾的伤口发生感染[7]。
2.2 主要设备方案
杏鲍菇工厂化生产从培养料制备、搅拌、装袋、灭菌、冷却、接种、培养各个工艺阶段需要不同的生产设备,需配备粉碎机、搅拌机、装袋机、灭菌柜、接种机等设备。拌料装料车间地面应硬化、平坦,使用方便,具备给排水条件,按日生产量配备搅拌机、传送带、装袋机、周转车、周转筐(箱)等设施设备。灭菌车间应通风散热良好,具备高温蒸汽通达条件,与装料车间和预冷室相邻,并按日生产量设置灭菌车间面积、配备灭菌设备。
按日生产量设置冷却接种室面积、配备冷却、净化工作台、接种流水线、空气净化器、紫外线灯或臭氧发生器、调风、调温等设施设备。按日生产量及生产周期设置出菇室面积,菇房设备主要有制冷、通风、喷雾、光照四种主要设备,配备制冷机和吊顶冷风机,安装新风换气机,新鲜空气经由缓冲室打入菇房,废气从另一排气口经缓冲室隔层排出。
2.3 设备选型原则
1)主要设备的生产能力应与建设规模、产品方案和技术方案相适应,满足投产后生产或使用要求;
2)主要设备与辅助设备之间的生产能力应相互配套;
3)设备质量可靠,性能优良,能够保证正常生产和产品质量稳定;
4)保证设备满足生产要求的前提下,力求经济、合理、实用;
5)所选设备应符合国家或行业专门机构发布的有关技术标准;
6)优先选用国内先进的生产设备。
2.4 设备选择与配置
以年产200万袋为基标,全年可接种天数为200天,日产1万袋,制作1袋杏鲍菇菌袋用干料为0.5 kg,则每天消耗干料5 t,从栽培袋接种到采收需要55~60天,即60天为一个生产循环周期。
2.4.1 原料加工搅拌设备的选择与配置
每天需粉碎原料5t,每天一班,粉碎能力5 t/8 h=0.625 t/h。粉碎机配置,三种比较机型主要参数如表1所示。
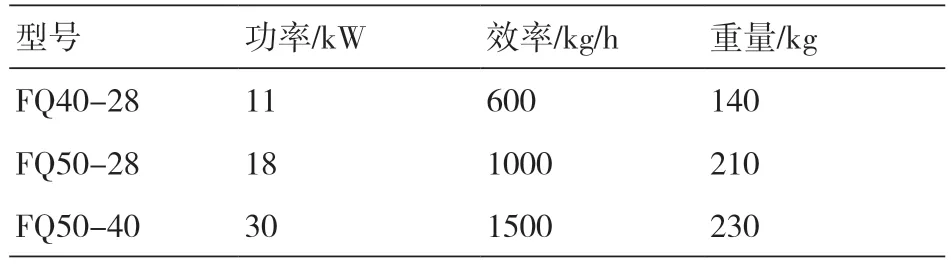
表1 粉碎机机型主要参数表
根据作业效率、经济性,日消耗干料5 t配置方案为:FQ50-28,1台。
拌料机机型主要参数如表2所示。
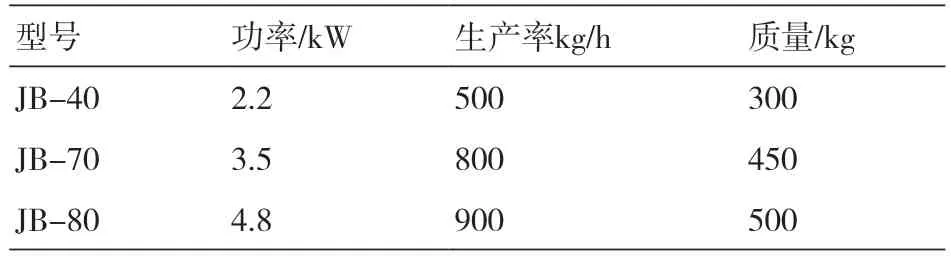
表2 拌料机机型主要参数表
据作业效率、经济性、作业形式,日消耗干料5 t配置方案为:JB-70,1台。
2.4.2 菌袋装料灭菌设备的选择与配置
菌袋应选用0.04 mm以上韧性强、薄厚均匀、不易脆裂、无破漏的耐高压规格170×550×0.05(mm)的聚丙烯袋。为降低企业生产用工量,可采用套环或扎口的方式对菌袋进行封口。工厂化生产企业选择智能装料机,一次作业可实现培养料的自动套袋、自动套环封盖一体化作业,装袋机几种机型主要参数如表3所示。

表3 装袋机机型主要参数表
根据作业效率、经济性,日产1万袋配置方案为:漳州中利ZD15-22A,2台。
采用高压蒸汽灭菌法,可大大缩短灭菌时间,灭菌结束后将栽培袋从灭菌柜中搬出,需置于洁净的冷却室冷却,冷却料温至25℃以下,料温冷却不够,会影响菌种的成活率及质量。灭菌柜主要有圆形和大型真空高压灭菌设备,主要参数如表4、表5所示。
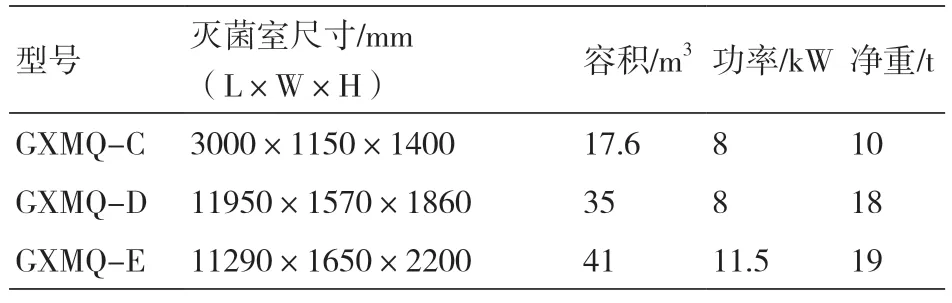
表4 大型真空高压灭菌设备
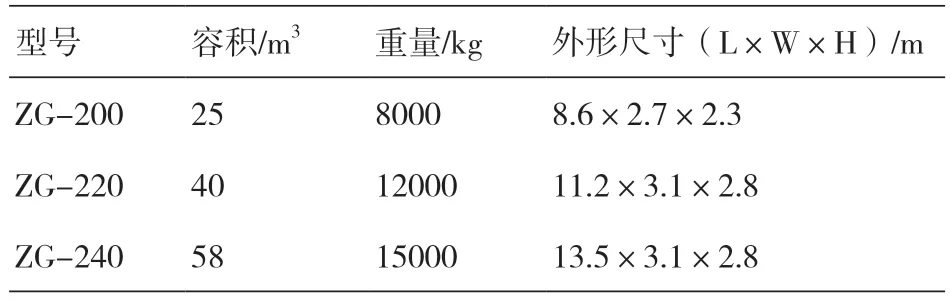
表5 卧式圆型灭菌设备
根据作业效率、作业质量,日产1万袋配置方案为:GXMQ-D,2台。
2.4.3 接种设备的选择与配置
冷却结束后,将料袋放在传输带上进入接种室。菌种可为液体菌种或固体接种,液体菌种必须仔细检查是否有杂菌污染及生长不良,确保所使用的菌种质量及种性稳定。为保证接种环境的洁净,接种人员必须更换清洗和消过毒的衣、帽、鞋及口罩,通过风淋洁净后进入接种室,同时接种前要做好接种室和接种设备等接触菌种部件的消毒工作。
接种机生产线主要参数如表6所示。

表6 接种机三种比较机型主要参数表
无论是液体菌种,还是固体菌种,袋栽接种机都需配套使用菌袋盖,包括塞体、上下挡块、盖帽、过滤海绵、定位环、套环、上塞体,套环是用于套住菌包塑料袋并起支撑作用,定位环起定位作用。其中液体接种具有如下优势:
1)操作方便,可以实现自动接种,接种污染率低,接种生产效率:3 000~4 000袋/h,可以大大降低接种成本;
2)接种量可根据需要调整(20~40 g),每袋菌包的接种量均匀;
3)可适应料面高度误差小于15 mm的菌包;
4)菌包封口需要使用专用卡环套件。
根据作业效率、经济性,日产1万袋配置方案可选接种GXJZDY袋栽接种机1台。
3 人员配备
为使年产200万袋的杏鲍菇工厂化企业正常生产,除生产设备外,同时应配备人员,分为以下几个组:
1)装袋灭菌组:为原材料的搅拌、装袋、灭菌。配组长1人,组员4人,共5人。
2)菌种组:为栽培种的制种、栽培袋接种。配组长1人,组员4人,共5人。
3)发菌组:为发菌室的管理、菌袋挑选、感染菌袋处理,菌袋搬运等工作。配组长1人,组员6人,共7人。
4)出菇组:为菌袋上架、出菇管理、疏蕾,采摘等工作。配组长1人,组员12人,共13人。
5)包装加工组:摘后鲜菇的包装、分拣、深加工、装车等工作。配组长1人,组员6人,共7人。
4 结语
本文结合杏鲍菇生产实际,阐述了栽培过程中的机械选择原则,以期为杏鲍菇袋栽生产模式的设备选型提供借鉴。以年产200万袋杏鲍菇为目标,对机械化装备的选择进行了说明,全年可接种天数为200天,日产1万袋,制作1袋杏鲍菇菌袋用干料为0.5 kg,则每天消耗干料5 t,其杏鲍菇生产全程机械化装备配置系统需配备:FQ50-28型粉碎机1台;JB-7型双螺旋搅拌机1台;全自动装袋机ZD15-22A,2台。GXMQ-D灭菌器,2台,2台;GXJZDY袋栽接种机1台。
猜你喜欢
当代水产(2022年2期)2022-04-26
包装与食品机械(2022年1期)2022-03-23
乡村科技(2021年17期)2021-12-05
科学导报(2021年61期)2021-09-26
中国食用菌(2020年9期)2020-11-11
今日农业(2020年19期)2020-11-06
农机使用与维修(2020年3期)2020-04-07
当代水产(2020年10期)2020-03-17
当代水产(2020年2期)2020-03-17
科学种养(2018年5期)2018-06-21
