
基于事件时间间隔的VSI CQC-r控制图设计
2022-08-01 08:53柯楚贤
物流技术 2022年7期
张 莹,柯楚贤
(武汉理工大学 交通与物流工程学院,湖北 武汉 430063)
0 引言
控制图是统计过程控制(Statistics Process Control, SPC)的常用工具之一,最初用于监测生产过程的变化。随着对控制图研究的推进,学者们不再局限于监控缺陷的数量,而是将缺陷的发生定义为事件,以监控事件时间间隔(Time Between Events, TBE)为目的进行研究。由此TBE控制图的应用也拓展至物流效率、服务水平、灾祸预测等多个领域。
TBE 控制图主要包括服从指数分布的累积数量控制图(Cumulative Quantity Control, CQC)和服从几何分布的累积合格品数控制图(Cumulative Count of Conforming, CCC),本文研究的是CQC类控制图。
若将事件的发生视作泊松过程,其时间间隔服从指数分布,因此CQC 控制图也被称为指数图(exponential chart)。很多学者研究了指数图与经典控制图的结合和优化,如指数分布Shewhart型控制图、指数分布累积和(Cumulative Sum, CUSUM)控制图、指数分布指数加权移动平均(Exponentially Weighted Moving Average,EWMA)控制图、指数分布Run Rules 控制图等。Qu,等同时监控事件时间间隔与事件大小,设计了CUSUM统计量,并用于监控供应链的订货间隔和手足口病的发生。
Xie,等发现,CQC 图只根据当前检测情况进行判定而没有利用历史信息,在虚发警报概率较小时容易导致控制图误报和对过程偏移不敏感,因此以观察到r 个事件间的时间间隔为统计量,针对Erlang分布设计了t控制图,也即CQC-r图。由于Erlang分布是Gamma分布的特殊形式,Zhang,等将指数分布拓展为Gamma分布,设计了更为普遍的Gamma图,并使用平均报警时间(Average Time to Signal, ATS)作为性能指标,证明基于随机位移模型的CQC-4图与改进的指数CUSUM 图性能相当,但更易于理解和使用。由于Gamma 分布的偏斜导致控制图的有偏,Yang,等提出了尺度参数已知和未知情况下ATS 无偏的CQC-r图设计,并使用序贯抽样使控制图尽快开始监控。Kumar,等将文献[6][12]的指数图运行规则推广到CQC-r图,利用马尔科夫链计算平均运行长度(Average Run Length,ARL),并比较了不同运行规则对不同偏移范围的适用性。CQC-r图的应用上,Xie,等将CQC-r 图用于监控故障时间数据,Liu,等将CQC-r图用于开发管材生产过程的在线监控系统,并说明CQC-r图比指数CUSUM和指数EWMA控制图更加通用和灵活。
变采样间隔(Variable Sampling Intervals,VSI)是改进控制图常用的方法之一。传统的固定采样间隔(Fixed Sampling Intervals,FSI)控制图中,两次采样间的间隔为定值,而VSI控制图中采样间隔取决于前一次采样的结果,因此能够利用历史信息缩短控制图发现异常的时间。VSI 在传统控制图中的应用较为常见,如Nguyen,等的VSI Shewhart多元变异系数控制图、薛丽的不合格品率二项分布VSI CUSUM 控制图、Tran,等的VSI EWMA中值控制图、张艳,等的VSSI EWMA预防维修控制图。万强研究了双抽样调整抽样间隔型np 控制图DSVSI np 的经济性设计。对于TBE数据,Liu,等提出了VSI CCC控制图,并由Nezhad,等延伸至VSI CCC-r 图,证明了VSI CCC-r图总是比FSI CCC-r图更有效。Zhang,等研究了贝叶斯估计下的VSI CCC 图性能,根据目标的ATS 及其标准差SDTS(Standard Deviation of Time to Signal,SDTS)给 出 了 所 需 要 的Phase I 样 本 数。Zhang,等将VSI用于改进指数分布的CQC图,最优采样间隔组合下,改进后控制图的ATS平均约为固定采样间隔CQC图的85%。
可见CQC-r图在多个领域中都能发挥较好的过程监控效果,同时变采样间隔策略能缩短控制图的报警时间,提高检测速度。但目前对动态TBE控制图的研究主要停留在二项分布的CCC类图,还未有学者研究变采样间隔策略对CQC-r图的影响。因此本文基于TBE数据,将VSI策略应用至Gamma分布CQC-r图,对VSI CQC-r图的性能进行研究,并通过监控订货间隔的案例验证VSI CQC-r图在供应链管理中的有效性。
1 FSI CQC-r控制图
事件的发生是一个泊松过程。若用统计量T表示恰好检测到一个目标异常事件所经过的时间,则T服从指数分布,其累积分布函数为:

其中为逆尺度参数(inverse scale parameter),为正数,代表了事件的发生率。FSI CQC控制图监控统计量T,T 落在控制限之外说明事件的发生率超过预先设定的可接受范围,过程可能出现异常,需要进行检修。

其中r为Gamma分布的形状参数(shape parameter),为正整数,表示FSI CQC-r 图关注的是连续r 个事件;为对应指数分布的逆尺度参数。当r=1 时,Gamma 分布即为指数分布,FSI CQC-1 图即为FSI CQC图。
当控制图使用者想观察的连续事件数r确定时,事件发生率越高,出现r个事件需要的时间越短,在控制图上反映为统计量的向下偏移,也即使用者往往对T减小的向下偏移更感兴趣。因此本文研究的是检测TBE减小的下单边控制图。给定受控状态下可接受的虚发警报概率,下单边FSI CQC-r图的下控制限(Lower Control Limit,LCL)满足:

其中F()为Gamma分布的逆函数,为受控状态下目标事件的发生率,一般可由经验得出。
2 VSI CQC-r控制图
FSI策略下,控制图每次采样的时间间隔相同,但VSI策略下,第i+1次采样使用的间隔h取决于第i次采样的结果T。若过程波动较小、预测过程运行良好,下次采样使用较大的采样间隔h,过程发生较大波动则使用较小的采样间隔h。同时为了在控制图运行初期提供额外的保护,首个间隔h将使用较短的采样间隔h。
一般的下单边FSI控制图只有一条下控制限,当统计量落入下控制限以下时报警。VSI控制图中增加了下警戒限LWL(Lower Warning Limit,LWL),本文中还添加了均值线ML(Median Line,ML)。对于本文的下单边VSI CQC-r图,设置采样间隔h=(h,h,h)和控制限(LCL,LWL,ML),且0<h<h<h,0<LCL<LWL<ML,其中ML 取Gamma 分布的期望(T),h表示与FSI控制图相同的采样间隔。
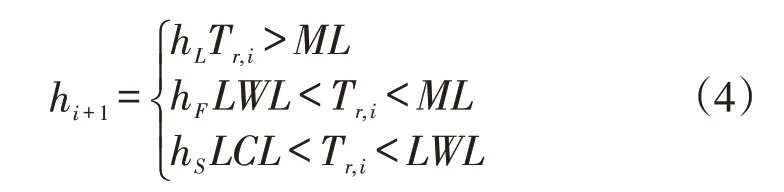
LCL、LWL、ML将控制图划分为四个区域。根据每次采样时统计量T所处的区域,过程可能处于不同的状态,VSI控制图将不断调整采样间隔。VSI策略中对采样间隔的选择可由式(4)表示,每个区域的采样策略如下:
(1)内部安全区(ML,+∞):此时事件时间间隔大于对应Gamma分布的期望,过程运行良好。为降低采样和检测的成本,下次采样使用较长的间隔h;
(2)外部安全区(LWL,ML]:此时过程可能保持稳定。为进一步观察,下次采样使用适中的间隔h;
(3)警戒区(LCL,LWL]:此时时间间隔有缩短的迹象,事件发生率可能增大,需要尽快采样确定过程状态,下次采样使用较短的间隔h;
(4)失控区(0,LCL]:此时事件时间间隔缩短并超过可接受的范围,说明过程已经失控,需要立即采取相关措施,及时查明并排除导致异常的原因,保持过程稳定。
记统计量落在不同区域的概率为p,i=1,…,4,则VSI CQC-r 图的各控制限及统计量落在各区域的概率满足式(5)-式(9)。
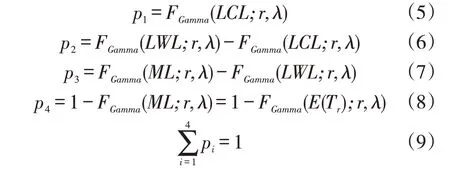
其中(T) 为Gamma 分布() 的期望。VSI CQC-r图各区域示意图如图1所示。
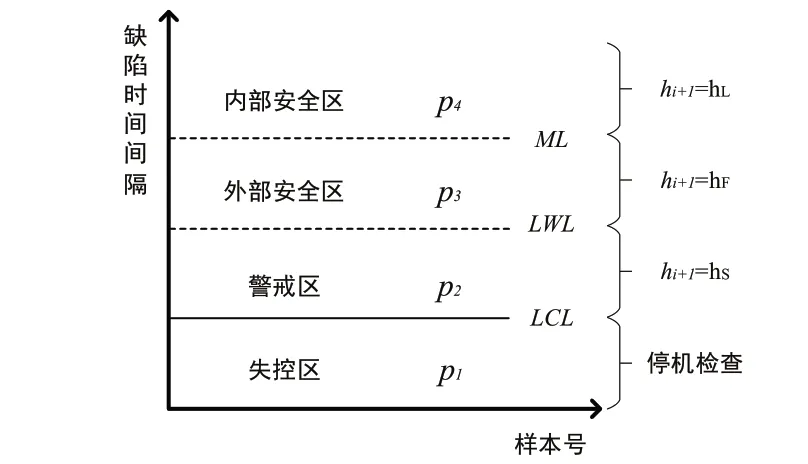
图1 VSI CQC-r图各区域示意图
3 评价标准
平均运行长度ARL是评价控制图的常用标准,代表了控制图从开始运行到发出警报时所经过的平均样本个数。假设失控状态下过程的事件发生率由偏移至,则统计量T落在LCL之上、即控制图未发出警报的概率为漏发警报概率,有:

ARL反应了控制图发出警报时运行过的平均样本个数,但VSI控制图还关注报警所需要的时间,因此VSI CQC-r图应该以平均报警时间作为性能指标。平均报警时间ATS 为ARL 与平均采样间隔ASI(Average Sampling Interval,ASI)的乘积,表示控制图从运行开始到报警所需要的平均时间。FSI控制图的平均采样间隔ASI为一常数,VSI 控制图的平均采样间隔ASI为采样间隔的随机变量,表示为采样间隔的期望值,即:

则VSI CQC-r图的平均报警时间可表示为:

当h=h=h时,控制图使用的是FSI策略,有:

与ARL的比较类似,受控ATS相等的前提下,失控ATS越小,控制图越能更快地检测到异常的发生。
4 性能分析
4.1 VSI CQC-r控制图的求解
为方便表述,令ATS和ATS分别表示不同形状参数r 对应的FSI 和VSI 策略下CQC-r 图的受控ATS,同理将失控ATS表示为ATS和ATS,受控ASI表示为ASI和ASI。
控制图的设计、求解和比较要求在受控ATS相等的前提下尽量减小失控ATS。为了比较VSI和FSI策略对过程失控的检出效果,求解时需要控制ATS=ATS。同时VSI控制图为避免采样频率对结果的影响,还要求受控状态下VSI 和FSI 控制图的平均采样间隔相等,即ASI=ASI。此时VSI CQC-r图的求解可以转化为一个非线性方程组求解问题:

即在受控ATS和ASI相等的条件下,求解使失控ATS最小的控制限。
为了方便比较不同控制图的性能,本文与其他论文类似,取0002 7 。不失一般性,取ASI=ASI=h=1。同时为简化求解过程,本文参照文献[22]给其他参数设置了一定的取值范围:形状参数r ∈{1,2,3,4},受控逆尺度参数0000 5 ,过程偏移∈{1.0,1.1,1.2,1.3,1.4,1.5,1.6,1.7,1.8,1.9,2.0,3.0},采样间隔h ∈{(0.8,1.0,1.2),(0.7,1.0,1.3),(0.5,1.0,1.5),(0.3,1.0,1.7),(0.1,1.0,1.9)}。
4.2 变采样间隔对CQC-r图的影响

改进因子表示了过程发生偏移时VSI与FSI策略对CQC-r 图性能的影响,改进因子越小,VSI 策略对CQC-r图的提升越大。特殊的,当r=1时,恰好检测到一个目标异常事件所经过的平均时间服从指数分布,即表示VSI CQC图对FSI CQC图的改进因子。
根据式(16),求解不同形状参数、过程偏移、采样间隔下VSI CQC-r图对FSI CQC-r图的改进因子如图2所示。
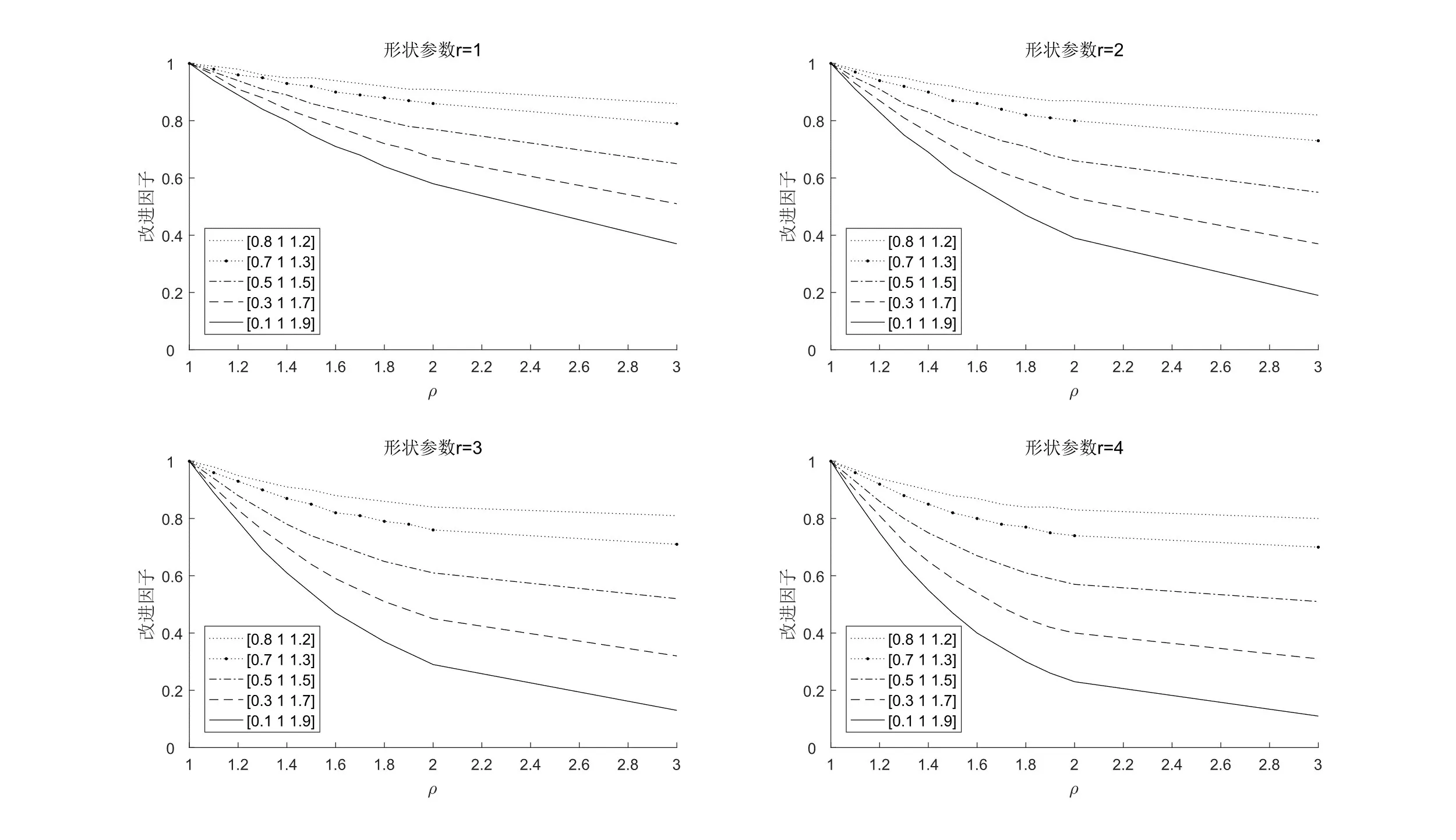
图2 VSI CQC-r图对FSI CQC-r图的改进因子(r=1,2,3,4)
由于改进因子越小,改进后的图表对原图表的提升越大,可见VSI策略对CQC-r图有一定的改进。形状参数r固定时,对于相同的过程偏移,采样间隔的差值(h-h)越大,VSI对CQC-r图的改进效果越好,采样间隔的差值最大时图表效果达到最优。对于相同的形状参数和采样间隔,过程偏移越大,VSI对CQC-r图的改进越大,如=19 时,h=(0.1,1.0,1.9)的VSI CQC-4图的平均报警时间仅为FSI CQC-4图的25%,控制图检测出失控的速度明显提高。
在实际应用中,采样间隔的设置受过程流畅性要求、控制图使用者偏好、可接受的最长最短采样间隔等多种因素的影响,不能简单地使间隔的差值越大越好。通过使用不同的r值可以帮助设置采样间隔。如=19 时,h=(0.1,1.0,1.9)的VSI CQC-2图有ATS=97 047,而h=(0.3,1.0,1.7)时有ATS=97 028、h=(0.5,1.0,1.5)时有ATS=104 510,即增大r值能超过或接近r较小时VSI CQC-r图的最优效果,且可选的采样间隔组合增多。因此在期望的检测速度下可以更灵活地选择不同参数组合,在保证检测效果的前提下方便实际操作。结果见表1。
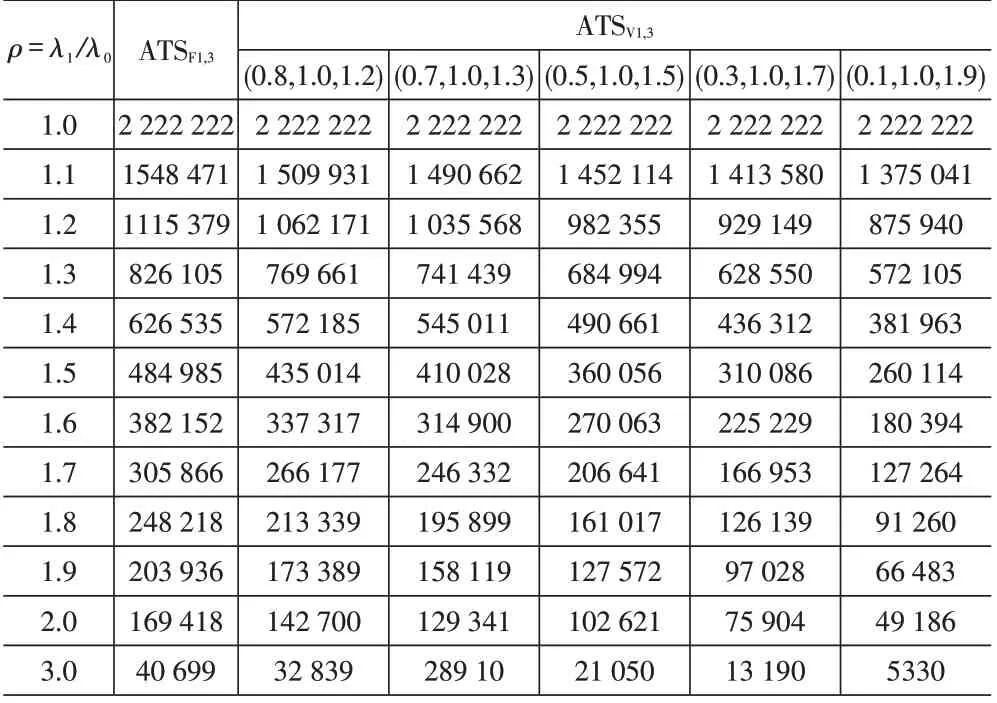
表1 不同采样间隔组合和偏移下VSI CQC-r图和FSI CQC-r图的ATS(r=3)
4.3 形状参数对VSI CQC-r图的影响
为更直观地分析形状参数取值对VSI CQC-r 图性能的影响,不同r值对应的ATS值如图3所示,见表2。由上节可知,形状参数与过程偏移相同时,采样间隔的差值越大,VSI CQC-r图的性能越好,因此仅分析性能最优的采样间隔为(0.1,1.0,1.9)时的情况。为方便观察,纵坐标取自然对数ln(ATS)。
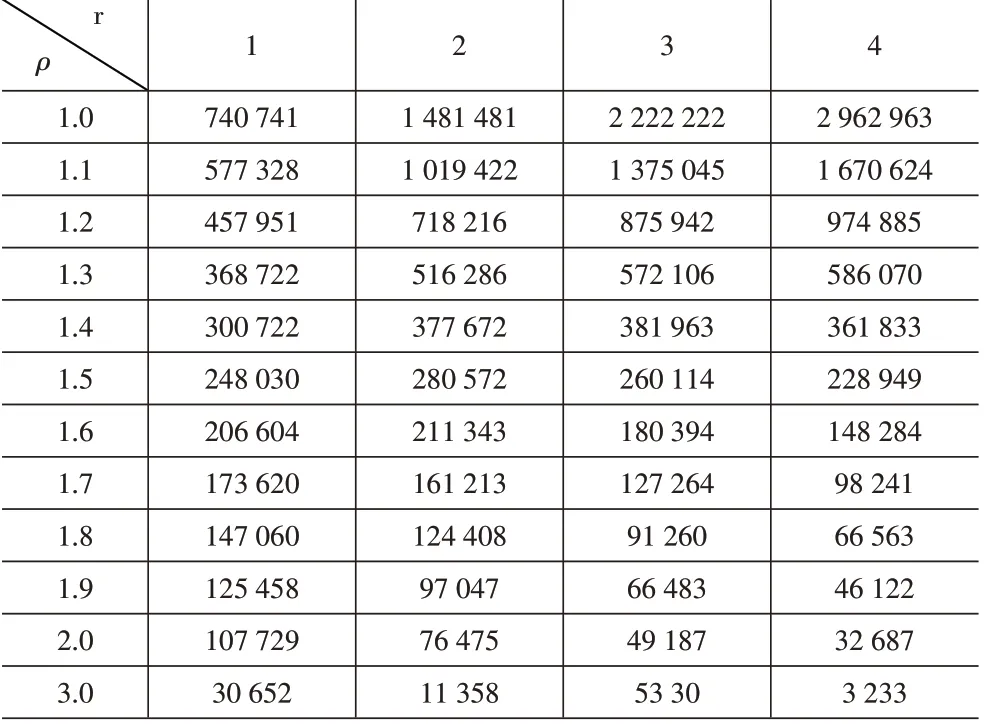
表2 不同形状参数和偏移下VSI CQC-r图的ATSV1,r(h=(0.1,1.0,1.9))
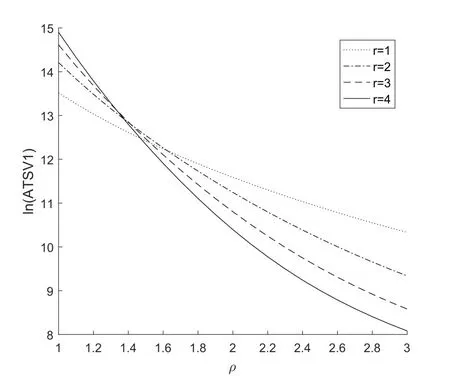
图3 形状参数对VSI CQC-r图的影响(h=(0.1,1.0,1.9))
由图可知,无论形状参数如何取值,随着过程偏移增大ATS都逐渐减小,控制图的性能提升。随着偏移增大,VSI CQC-r图检测大偏移的性能提升,且r越大检出速度越快。虚发警报概率和过程偏移一定时,由式(3)和式(10)可知,r越大,VSI CQC-r图的LCL越大、漏发警报概率越小,符合控制图固定可接受的虚发警报概率、并使漏发警报概率尽量小的优化方向。
但形状参数越大,VSI CQC-r图对小偏移越不敏感。由ATS的定义可知,较小时,ATS受r的影响变化较剧烈。虽然增大形状参数能提升对大偏移的检测效果,但在偏移足够大时,各VSI CQC-r图的差距已经不大。由于过大的r值可能会掩盖过程已经发生偏移的问题、延长发现事件的时间,实际应用中可以事先根据经验和应用环境,预估可能产生的偏移范围,综合考虑检测效果和计算速度选择合适的形状参数。
5 实例分析
孟玥,等指出,统计过程控制在供应链风险管理中能发挥相当的作用。本节使用VSI CQC-r 图监控TBE数据,说明VSI CQC-r图的运行过程和在供应链管理中的应用。
根据文献[7],存在一个由批发商、贸易公司、零售商组成的农产品供应链,其中贸易公司使用统计过程控制监控下游零售商的大米订货间隔。当下游订货间隔缩短、对大米的需求超出预期时,贸易公司向上游批发商发出追加订单,以保证供应的稳定性。根据过往记录,受控状态下下游两次订货的间隔服从0495 的指数分布,即平均每2.02小时有一大米订货需求。自第31次订货起,零售商的需求增加,订货间隔服从198 的指数分布,即平均每0.51小时有一大米订货需求。
由于采样间隔的差值越大、VSI CQC-r图的检测效果越好,取h=(0.1,1.0,1.9)。设置误报率T=0.002 7,形状参数r=3,使用VSI CQC-3图对订货间隔进行监控,由式(16)可计算VSI CQC-3 图的控制限LCL=0.55,LWL=4.81,ML=6.06。每三个订货间隔的数据见表3,其中前10 个为受控状态,后10 个为失控状态。使用VSI CQC-3图监控的结果如图4所示。
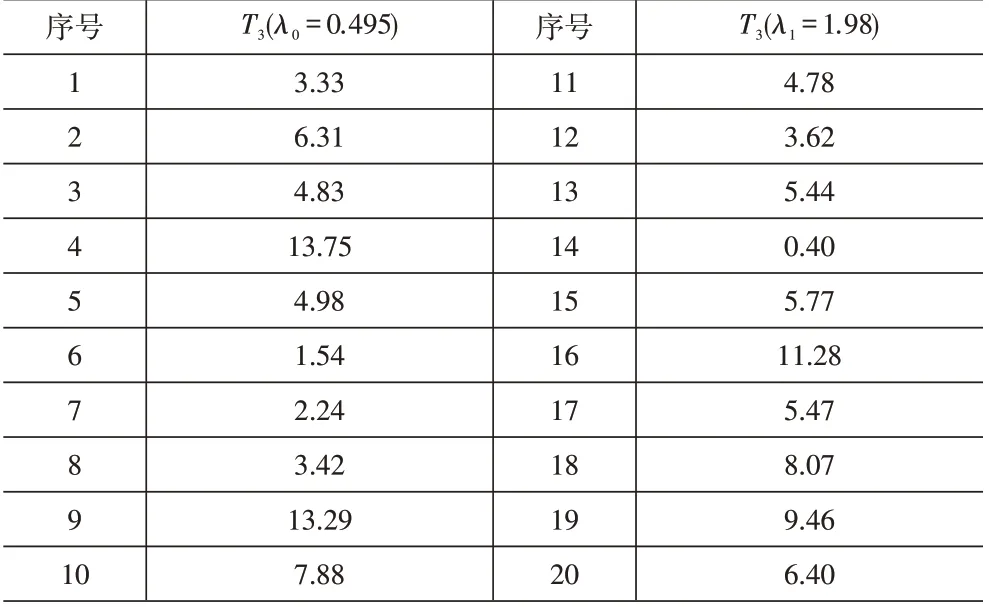
表3 大米供应链中零售商的订货间隔Tr

图4 VSI CQC-3图监控大米订货间隔(h=(0.1,1.0,1.9))
VSI CQC-3 图的运行中,根据变采样间隔策略,首次采样使用了较小的间隔h,且此时统计量位于警戒区,下次采样也使用h;在第4次采样使用了h、第3次采样使用了h。从第10个样本点之后,订货过程发生了偏移,FSI CQC-3图和VSI CQC-3图都在第14个样本点检测出过程异常。但从过程发生偏移到控制图报警,FSI CQC-r图运行了4个小时,VSI CQC-3图仅运行了3.1小时,检测出异常的时间缩短了22.5%。检出下游需求增加时间缩短使贸易公司能更快做出响应,通过增加上游订货量、调整物流策略等方式维持供应链的正常运行。
6 结语
本文主要描述了Gamma 分布下变采样间隔的VSI CQC-r图的设计,并利用平均报警时间ATS分析了VSI CQC-r图的性能。研究发现,过程偏移相同时采样间隔的差值(h-h)越大,或形状参数和采样间隔相同时过程偏移越大,变采样间隔策略对CQC-r图的改进越大。同时发现调节参数组合可以使不同参数的图表达到相近的效果,提高使用灵活性。通过进一步分析发现,r 的增大使VSI CQC-r 图能更快检测出大偏移,但对小偏移的检测速度下降。
由于VSI CQC-r图的性能受形状参数、过程偏移和采样间隔的共同影响,实际应用中对偏移范围的估计对图表参数的选择有指导作用。如何估计过程参数,将VSI CQC-r图应用于参数未知或分布未知的过程也可进一步研究。同时本文的控制图设计仅考虑了统计性能,可以考虑设备故障的经济性设计能提高控制图的综合效益。
猜你喜欢
广东造船(2021年3期)2021-07-25
大经贸(2020年2期)2020-05-08
小天使·五年级语数英综合(2016年12期)2016-12-09
新东方英语(2016年4期)2016-04-06
小朋友·聪明学堂(2015年7期)2015-11-30
读写算·小学低年级(2014年4期)2014-07-24
企业技术开发·中旬刊(2012年11期)2013-07-09
小雪花·成长指南(2009年10期)2009-12-04
中学生英语·中考指导版(2008年6期)2008-12-19
