高浓度化工废水处理工艺设计
——以某新材料公司二期污水处理工程为例
2022-07-24 08:32蔺羿
科学技术创新 2022年20期
蔺羿
(首控环境科技(上海)有限公司,上海 201100)
由于废水中伴有多种元素,因此大大增加了废水处理工作的难度,如何进行高浓度废水的处理也成为了业界关注的焦点。为了实现高浓度废水的有效处理,规划设计了二期污水处理工程。
1 项目概况
项目为某新材料科技股份有限公司二期污水处理工程。该公司所排放废水分为2 股,二元废水和三元废水。为了有效处理废水,企业设有一期废水处理工程,规模为450m3/d 的污水预处理设施,该污水设施建设时统筹考虑了一期年产10 万吨/年氯乙烯-醋酸乙烯共聚树脂产量下所排放的全部污水。该公司计划再实施年产6 万吨水性工业涂料基料-氯乙烯共聚乳液项目,此6 万吨项目投产后产生一定量工业废水,虽然6 万吨项目污水可排入一期处理,其规模、处理工艺、以及停留时间均符合设计要求,但考虑到一期三元废水CODcr浓度高,治理难度较大,为做到万无一失,该企业计划在厂区内择地新建1 套预处理设施。二期污水处理工程建设中,仍然采用HUBF 厌氧反应器,经过不断试验、调试,最终完成了该项目的建设,取得各方一致的满意。
2 废水特点分析
从公司实际的生产情况来看,规划了6 万吨水性工业涂料基料——氯乙烯共聚乳液项目,项目内容中包括3 万吨/年氯乙烯-醋酸乙烯-丙烯酸丁酯、1 万吨/年氯乙烯-丙烯酸丁酯-环氧树脂、2 万吨/年氯乙烯-丙烯酸丁酯-聚硅氧烷。生产规划莫较大,因此也会排放出大量的污水。结合废水排放的特点来看,主要分为2 股,涉及二元废水和三元废水。其中三元废水的具有一定复杂性,给予科学合理的处理方式、方法尤为必要。而针对处理后的污水若能够有机重复利用,对于企业的发展也能够给予积极的帮助。废水特点为:(1)三元废水浓度高,CODcr含量高达40000mg/L,但水中BOD5很低,B/C 比约0.1 左右,生化性非常差;(2)据了解生产原材料为氯乙烯、醋酸乙烯、马来酸、异丙醇等,但是经过化学反应釜合成以后,变成了其他不可知的化工合成物,特性不明;(3)排放至污水处理站的废水为反应釜清洗水,含有大量细微的白色颗粒,在自然条件下长期漂浮在水中不沉淀;(4) 二元废水浓度低一些,CODcr约8000mg/L 左右[1]。
3 处理工艺设计
3.1 设计水质水量
污水处理工艺设计过程中,充分考虑污水处理后的无污染性,使其达到有关标准,这利于避免造成环境的污染。具体而言,根据国家有关规定,工业废水必须在厂内进行预处理,出水达到(GB8978-1996)《污水综合排放标准》三级标准和《污水排入城市下水道水质标准》(CJ343-2010),方可排入城市下水道;在企业领导高度重视下以及当地环保部门的关心支持下,加大了对处理工艺的规划、设计,针对废水特点,给予了系统的设计,确保废水处理符合标准规定[2]。进出水标准如表1、表2所示。
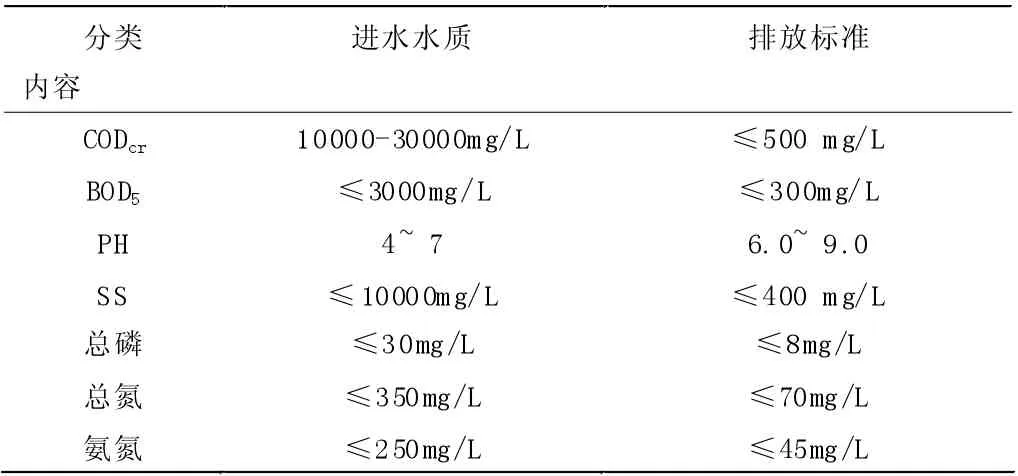
表1 6 万吨项目污水进出水标准
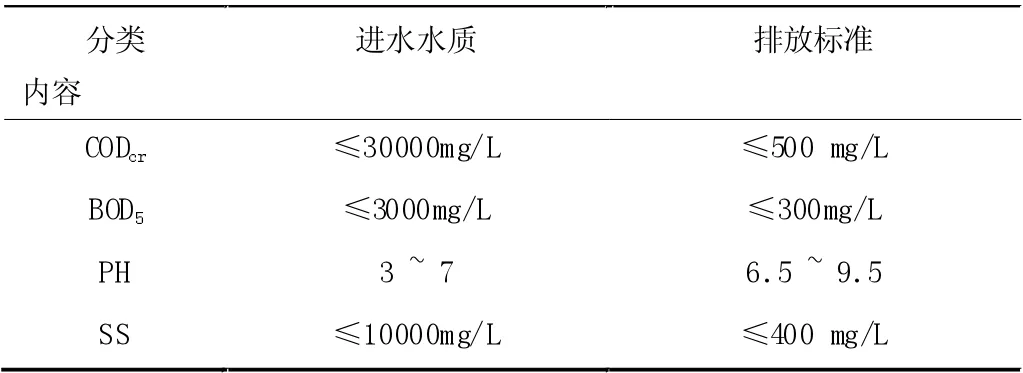
表2 三元废水进出水标准
3.2 处理工艺设计
处理工艺流程如图1 所示。
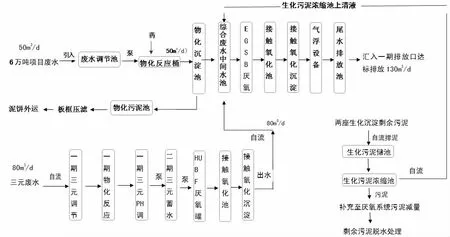
图1 处理工艺流程
3.2.1 工艺流程设计
工艺流程设计讨论阶段,对原有工艺进行了分析,原工艺三元废水采用铁碳反应器+芬顿氧化+UASB+接触氧化池+ABR 折板反应器+活性污泥池+二沉池+气浮,在一定程度上而言能够有效处理废水,但呈现出一些问题,如铁碳反应器容易堵塞,表层钝化后短流,基本已失效;芬顿反应污泥量太大,运行成本高,每天吨水药剂成本约30 元m3;芬顿反应投加的双氧水有很浓刺鼻味,周围居民堵门投诉。另外,还存在长期出水不达标经被环保部门处罚的情况。对此,给予了优化设计,采用《HUBF 厌氧反应 器 》( 专 利 号 ZL.2016207619676),替换铁碳反应器+芬顿,运行效果非常好[3]。
3.2.2 HUBF 厌氧高塔反应器
本次采用HUBF 厌氧高塔反应器(专利号ZL.2016207619676),HUBF 厌氧高塔反应器利用复杂的多层三相分离器,将厌氧过程越过厌氧初级阶段,提升至产甲烷阶段。三相分离器用于分离泥、水、甲烷气和分离二氧化碳、硫化氢气体,如产气量大同时需要配套甲烷气回收净化、能源利用装置。该废水处理过程,不需要使用药剂,用电能即可,同时电能耗用较少,可大幅度减少运行费用,为后续好氧生化提供有利条件。其能始终如一确保废水处理系统内活性污泥的高度生物活性,始终保持着很高的有机物降解效率和最佳的处理效果。
3.2.3 生化剩余污泥减量
对剩余污泥减量进行了分析,单独的减量单元都存在一定的弊端,为了提升减量效率,需要与其他工艺单元优化组合。具体为利用沼气罐厌氧消解的原理,来降解污水处理过程中产生的剩余污泥,生化段剩余污泥实则为大量有机物的聚合,具有可降解特性。设计采用生化段剩余污泥,在污泥浓缩池降低含水率后,底部高浓度剩余污泥,泵入HUBF 厌氧罐,通过污泥厌氧消解的原理,来达到污泥减量的目的。(1)生化段剩余污泥,须经过中间池储存消解,浓缩后再进入厌氧罐,避免大量氧气随污泥带入厌氧罐,避免大水量冲击厌氧罐进水;(2)相同水质系统内的好氧污泥,排入厌氧罐,对厌氧污泥培养有好处。未能减量的生化剩余污泥会进入污泥脱水池处理。
3.3 主要构筑物及设计参数
3.3.1 三元废水处理系统
三元废水设计每天处理量80m3/d,每天24 小时连续进水,每小时进水量3.5m3/h;6 万吨项目设计每天处理量50m3/d,每天24 小时连续进水,每小时进水量2.1m3/h。合计系统处理水量为130 m3/d。系统主要包括物化预处理单元,设计处理规模:80m3/d;地下蓄水池,钢筋混凝土结构,全地下,总容积:59.72m3,深2.7m;三元HUBF 厌氧反应罐,总容积:883m3,有效容积:861 m3,停留时间10.8d;接触氧化池,钢筋混凝土,地下3 米,地上5 米,池顶玻璃钢板盖板,总容积:483m3;接触氧化沉淀池,钢筋混凝土结构,地下3 米,地上5 米,池顶设有玻璃钢板盖板。
3.3.2 6 万吨项目废水处理系统
包括地下调节池,设计规格:9.0×5.0×3.0m,调节池内做防腐、防渗处理,顶部混凝土盖板后做附属用房,有效水深:2.7m。总容积为124.69m3;物化反应桶,规格为Φ1.5×1.5m,内做环氧煤沥青防腐处理,钢板结构,有效水深为1.2m;单座容积为2.65m3;6 万吨项目废水沉淀池,规格为3.5×3.5×8.0m,钢筋混凝土结构,地下3 米,地上5 米,池顶玻璃钢板盖板,有效水深为7.7m;综合废水中间蓄水池,设计规格为3.5×2.375×8.0m、钢筋混凝土结构、总容积为55.25m3、有效水深:7.7m。用于储存混合后的废水,供持续进入EGSB 厌氧池中间蓄水池,遵循提升泵高开低停原则;EGSB 厌氧反应池,处理对象为经过固液分离预处理后的6 万吨项目废水50m3/d+经过HUBF厌氧罐及接触氧化法处理后的三元废水80m3/d,合计进水处理量130m3/d。规格为Φ8.5×11.5m,钢筋混凝土结构。总容积为623.88 m3,有效容积:595.52 m3。
3.3.3 综合汇总生化处理系统
包括接触氧化池3 座,接触氧化池(1):6.375×5.0×8.0m,接触氧化池;(2):4.625×5.0×8.0m,接触氧化池;(3):11.0×3.375×8.0m。有效水深:7.7m,钢筋混凝土结构,地下3 米,地上5 米,总容积:667.75m3,有效容积:642.71m3;综合生化沉淀池1 座,规格为4.5×3.5×8.0m,钢筋混凝土结构,地下3 米,地上5 米,顶部混凝土盖板做附属用房,有效水深:7.7m;气浮设备1 套,设计处理量:20m3/h。组合气浮包含全套设施,加药系统,反应区,空压机,释放器,刮渣等;尾水排放池1 座,钢筋混凝土结构,规格为9.0×5.0×3.0m,深度2.7m;生化污泥池1 座,钢筋混凝土结构,规格为4.5×3.5×3.0m,水深2.7m。主要作用为用于收集储存自然排放的生化污泥,降低污泥含水率,然后提升至HUBF 厌氧罐和EGSB 厌氧池污泥减量
[4]。
4 调试运行情况
根据工程实际,对该公司二期污水的特性进行了分析,先对原水进行若干试验,通过试验来验证一期二期污水特性区别,再结合各种方式对比结果,确定最终的污水处理工艺,具体工作如下:(1)采用臭氧催化氧化方式,来提高三元废水的可生化性,B/C 比从0.114 提高至0.13 效果有限;(2)进行二元废水和三元废水物化试验,采用投加各种铝盐、铁盐,效果都不好,最终经过试验,采用先调节PH 值至10,再投加三氯化铁药剂,可以将污水中悬浮物变成絮体,泥水快速分层,二元废水经过物化后,CODcr可以除去70%左右,三元废水经过物化后,CODcr可以除去30%左右[5]。
之后,对试验进行了不断地修改工作,以确定该项目的可靠,在充分分析了一期和二期的生产工艺区别,以及原材料区别后,决定二期污水项目,仍然沿用一期经过实践检验后的工艺路线并加以优化,工艺如下:三元废水原水——三氯化铁物化预处理-HUBF 厌氧罐(Φ8.0*21m)——接触氧化池-沉淀池,然后出水与物化后的二元废水混合,——EGSB 厌氧反应器-接触氧化池-沉淀池-气浮-出水达标排放,出水达到《污水排入城市下水道水质标准》(CJ343-2010),COD≤500 mg/L,BOD5≤300mg/L SS≤400 mg/L PH 6.0~9.0 总磷≤8mg/L,总氮≤70mg/L,氨氮≤45mg/L。去除效果数据如表3、表4 所示。

表3 三元废水HUBF+接触氧化法去除效果 单位:mg/L

表4 混合污水去除效果 单位:mg/L
5 工程经济分析
该公司二期项目施工周期约6 个月,在2018 年初开始进水开展污水处理工作,经过一个月调试,达到预期目的,尤其是HUBF 厌氧罐的运行效果很好,远超预期,原设计HUBF 厌氧罐进水CODcr≤40000mg/L, 去除率80%,实际运行中去除率达到95%,厌氧罐出水CODcr经常维持1000-2000 mg/L 左右。具体经济性分析如下:废水处理工程新增占地面积:450m2;废水处理系统的总装机容量:131.4KW;废水处理系统的运行功率:50.7KW;6万吨项目改扩建项目废水处理系统处理能力:50m3/d。
三元废水新建系统处理能力:80 m3/d;每日去除CODcr:3835kg/d;6 万吨项目扩建项目设施投产后,不会产生很多生化剩余污泥。
6 结论
本文基于高浓度废水处理问题进行了探究,结合某新材料科技股份有限公司二期污水处理工程,就一期废水处理工艺优化进行了深入分析,最终通过对一期工程的优化,实现了二期废水处理工程的优化设计,并提出采用新型HUBF 厌氧高塔反应器的建议,取得了良好的污水处理成果。
猜你喜欢
——李红,安明哲,苟梓希.CN 114180719A
工业水处理(2022年4期)2023-01-16
节能与环保(2022年4期)2022-06-02
华人时刊(2020年21期)2021-01-14
昆钢科技(2020年6期)2020-03-29
皮革制作与环保科技(2020年14期)2020-03-17
皮革制作与环保科技(2020年14期)2020-03-17
少儿美术(2019年1期)2019-12-14
中学生数理化·高一版(2018年6期)2018-07-09
中国体育教练员(2017年3期)2018-01-19
山东工业技术(2016年15期)2016-12-01