
大型铝合金框架类零件焊接变形防止办法及矫正方法工艺研究*
2022-07-16 05:46:46胡战明张学海李学强
包头职业技术学院学报 2022年2期
胡战明 周 凯 张学海 李学强
(内蒙古第一机械集团股份有限公司,内蒙古 包头014030)
1 2A12铝合金焊接难点及前期工艺准备
1.1 2A12铝合金材料焊接性分析
从表1母材化学成分可以看出该铝合金含铜量较高,在焊接过程中容易产生热裂纹,通过母材化学成分选择焊丝为ER4043¢3.0mm氩弧焊丝,该焊丝属于铝硅合金,熔点为573~625℃,流动性好,抗热裂能力强,符合母材焊接要求。

表1 母材和焊丝的化学成分
1.2 焊前清理工作
该铝合金热裂纹倾向严重,焊接性较差,焊接前必须做好清理工作,清理方法具体分为化学清洗法和机械清理法。采用化学清洗零件需进行75%氢氧化钠热液清洗15分钟,再进行清水漂洗3次,将零件放入5%硝酸溶液里浸泡15分钟,捞出后再入清水槽漂洗3次,将零件放入烘干箱烘干,零件于48小时内焊接即可。采用机械清理就是将零件变形处通过电弧增材补焊后,零件变形被矫正过来,增材焊缝采用角磨机抛光片打磨干净即可。该2A12铝合金框架所有零件全部采用化学清洗,后续矫正增材焊缝全部采用机械清理。
1.3 焊接材料准备
在使用钨极氩弧焊时,应该选用ER4043¢3.0mm铝硅合金焊丝,气体选用99.99%Ar。
1.4 焊接设备选用
WSME-500交直流氩弧焊机。
2 2A12铝合金框架零件焊接过程控制
2.1 2A12铝合金框架装配间隙的选择
由于铝合金焊接时的收缩特性,间隙组对至关重要,零件的下料尺寸必须比图纸要求尺寸大出2~3mm余量。
铝合金线膨胀系数是钢的2.4倍,在焊接热源和焊缝收缩应力的作用下,结构极易产生挠曲变形及扭曲变形,焊接组对间隙尽可能控制在0.5mm以内,防止焊缝收缩量过大导致焊接变形增加。如图1所示。
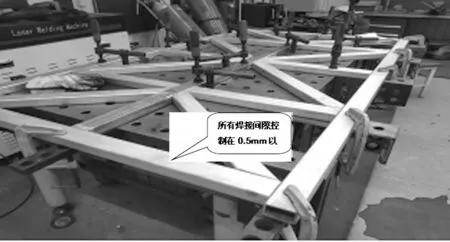
图1 铝合金框架装配图
2.2 2A12铝合金框架焊接工艺参数选择
2A12铝合金框架焊接工艺参数选择,如表2所示。

表2 为焊接参数配比表
2.3 2A12铝合金框架焊接前采取的防止变形措施
首先将框架各矩形梁按图纸尺寸及形状进行组合,将零件放在三维柔性夹紧平台上,利用辅具直尺控制框架各尺寸及各梁之间的垂直度,采用压紧装置将梁压紧在平台上,边缘部分采用卡兰压紧,工件组夹完成后进行定位焊,定位焊点均匀分布。如图2所示。
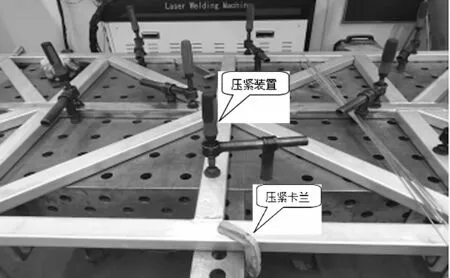
图2 框架刚性固定图
焊接顺序分布,该零件组合完成后形成米字布局,焊口为36处矩形焊口全部满焊,焊接拘束应力非常大,合理的焊缝布局能够减少焊缝拘束应力产生,对焊接变形也具有一定效果,焊接顺序从米字中心开始向框架外部扩散,焊接顺序如图3所示。
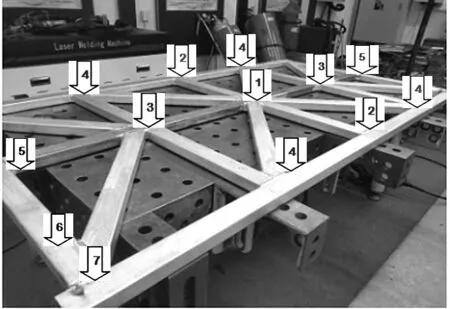
图3 框架焊缝焊接顺序图
焊接工艺采用交流TIG焊接,焊接电流不易过大,宜采用150A~200A之间焊接电流,焊枪角度保证与工件75°夹角,采用左焊法,焊枪不做横向摆动尽可能减少焊接热输入,避免热影响区太宽晶粒粗化产生热裂纹,同时也能降低焊接变形。
焊接时先焊平面焊缝再焊角接焊缝,所有焊缝完成后使用木锤敲击焊缝及周边热影响区,释放焊接应力,同时也起到时效振动效果。
框架所有焊缝焊接完成,冷却到室温松开压紧装置,观察焊接变形区域及变形形态,发现米字中心区域变形严重,中心比两端高出10mm,产生挠曲变形。如图4所示。
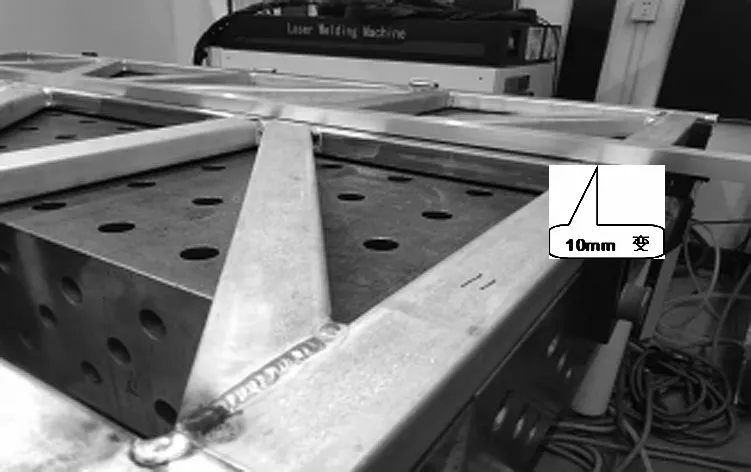
图4 零件变形检测图
3 2A12铝合金框架焊接变形矫正过程对比
3.1 焊接变形原因分析
管管连接在焊接过程会产生拉压力及压应力,这两种作用力容易使横向管体发生弯曲变形,这种焊接变形在刚性固定的情况下会有所改变,但是无法完全消除焊接残余变形,本文讲解的是米字型框架类铝合金零件,与图5作用力基本一致,所以该框架产生了整体弯曲变形,米字中心处发生向下拱起变形。焊接应力与焊接变形之间的关系如图5所示。
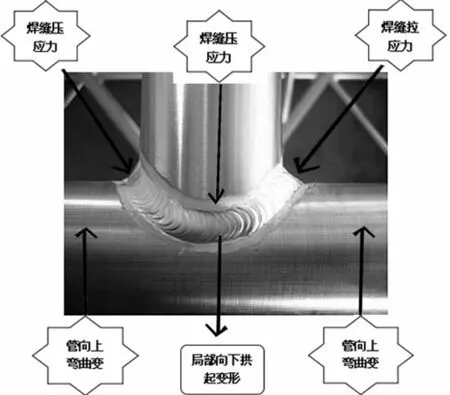
图5 T型环焊缝应力分布图
3.2 焊接变形矫正方法
焊接变形矫正方法有两种,即机械矫正法和火焰加热矫正法。机械矫正又可以分为油压机挤压矫正和手工冷作矫正,通过机械矫正会导致焊缝开裂、零件表面划伤,因为2A12铝合金强度高、硬度高、塑性变形能力低,屈服强度≥265MPa,延伸率为5%,ER4043焊丝焊接完成后焊缝抗拉强度只有180~240MPa,所以通过锤击矫正或油压机挤压矫正都会使焊缝过载,导致焊缝开裂还需重新补焊,但补焊后又发生焊接变形,该矫正方法效果不理想,不建议使用。
3.3 火焰加热矫正法
火焰加热矫正法可以分为两种,即氧乙炔火焰加热和电弧加热。氧乙炔火焰在加热2A12铝合金时容易出现游离氢,使铝合金产生氢气孔,加热面积过宽使铝合金表面氧化严重,影响使用性能,矫正收缩量不好控制,不建议使用。采用钨极氩弧焊利用电弧加热,添加焊丝在框架拱起部位焊接长度100mm宽度8mm焊缝,利用铝合金受热产生收缩变形原理,局部下行的特点矫正拱起面,焊缝压应力对焊接变形矫正修复效果如图6、图7、图8所示。

图6 电弧增材矫正焊缝图
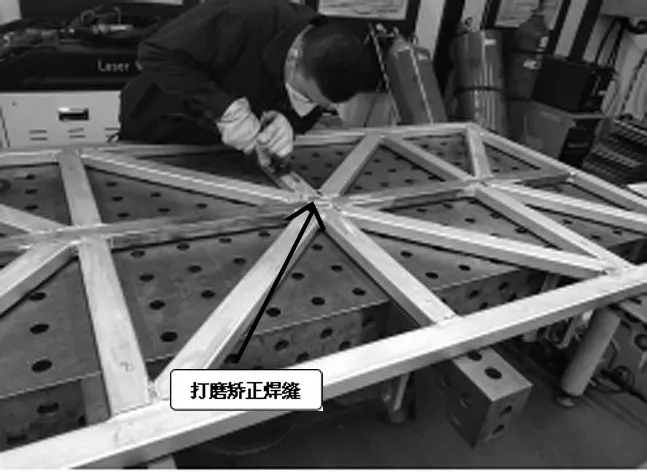
图7 机械打磨增材矫正焊缝图
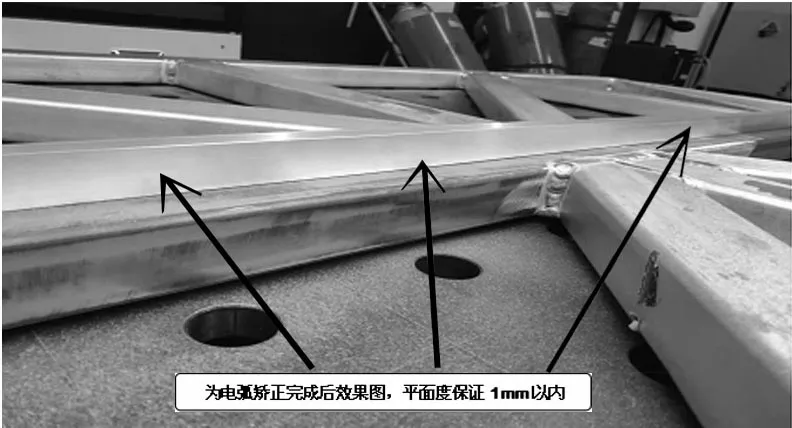
图8 合格产品平面度检测图
4 结论
通过采用预设反变形余量+刚性固定法和焊缝模拟仿真电弧增材矫正法,有效地解决了2A12铝合金框架焊接变形难题,同时总结出两种针对铝合金框架类零件焊接变形控制方法及焊接变形矫正方法。本文的创新点在于铝合金框架类零件在焊接过程会产生极强的膨胀和冷却收缩现象,所以会发生挠曲变形,通过焊接前对零件采取预设反变形余量+刚性固定法可以有效地防止焊接变形产生,即便存在焊接变形通过采取焊缝模拟仿真电弧增材矫正法也能有效地矫正焊接变形。本文研究具有极强的可操作性及推广性,可以为大型铝合金框架类零件焊接变形提供防止办法及矫正方法。
猜你喜欢
石材(2022年4期)2022-06-15 08:55:02
智能建筑电气技术(2022年2期)2022-02-06 02:30:58
制造技术与机床(2019年9期)2019-09-10 07:36:42
制造技术与机床(2019年6期)2019-06-25 10:17:38
表面工程与再制造(2019年1期)2019-05-11 08:51:28
电子制作(2017年22期)2017-02-02 07:10:15
焊接(2016年4期)2016-02-27 13:02:12
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
汽车零部件(2014年5期)2014-11-11 12:24:34
