综采工作面刮板输送机链条保护系统研究
2022-07-14 10:04:38孙宝龙
机械管理开发 2022年6期
孙宝龙
(汾西矿业设备修造厂, 山西 介休 032000)
引言
综采工作面刮板输送机主要用于煤炭运输并为采煤机往返移动提供通道,刮板输送机运行效率及可靠性直接关系到采面煤炭生产[1-3]。为了提高刮板输送机综合性能,众多研究学者对刮板输送机中部槽、刮板链、驱动装置等展开研究,并取得丰硕研究成果[4-8]。本文在以往研究成果基础上,以山西某矿2506 综采工作面使用的刮板输送机为研究对象,对链条保护系统展开分析,以期提升采面刮板输送机综合性能以及运行可靠性。
1 刮板输送机结构及运行分析
山西某矿2506 综采工作面开采的5 号煤层厚度4.3 m,煤层赋存稳定,采面斜长228 m。采面使用的刮板输送机型号为SGZ1350/2×1600 kW,刮板输送机是驱动装置,带动刮板链从而带动中部槽内煤炭等连续运输。刮板链在运输过程中需要承受较大的驱动装置作用力、摩擦力以及运输物料阻力等作用,常见故障类型包括有断链、卡链、跳链等。刮板链故障不仅制约刮板输送机工作效率,而且修复时间较长、维修难度高。
刮板输送机在机头、机尾驱动装置带动下循环转动,刮板链张紧情况处于良好状态时,则刮板链处于较为理想状态下运动;当张紧力不足时,刮板链与中部槽间摩擦阻力增大,不仅增加中部槽磨损而且刮板链容易出现故障。为此,设计刮板输送机链条保护系统对提高刮板输送机使用效率具有重要意义。
2 链条保护系统设计
在对刮板输送机结构组成以及运行方式分析基础上,分析发现刮板输送机链条故障与刮板链张紧力密切相关。为此,文中提出的链条保护系统工作原理基于刮板链张力监测实现,具体链条保护系统结构组成如图1 所示。
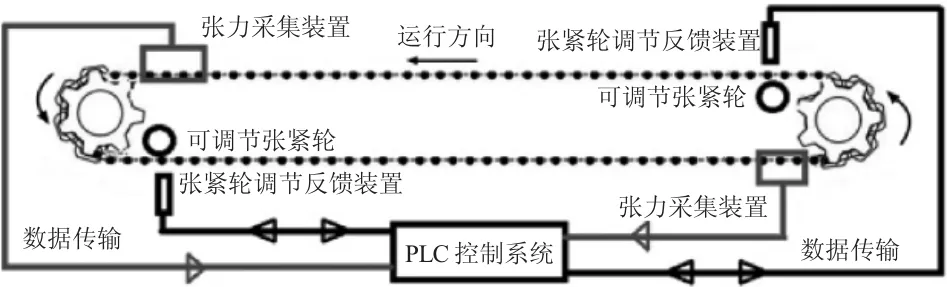
图1 链条保护系统结构组成
保护系统结构包括由布置在机头、机尾位置的可调节张紧轮、张力采集装置、张力反馈装置以及PLC控制系统、数据传输系统等构成。通过张力采集装置实现刮板输送机链条张紧力实时监测,监测结果通过数据传输系统传输给PLC 控制系统,PLC 控制系统依据内置控制逻辑实现张紧力数据分析并自动调整张紧轮工作参数,确保刮板输送机链条张紧力始终处于较好工作状态。
刮板输送机链条保护系统运行框图如图2 所示。在刮板输送机机头、机尾处有2 个张力采集装置,从而实现刮板输送机上部刮板链、下部刮板链张力实时监测,张力采集装置获取到的数据首先暂时在数据存储模块内存储,并经过数据处理模块的射频模块识别数据,然后通过无线网络天线将数据传输给PLC 控制中心射频模块,PLC 控制中心对获取到的刮板链张紧力数据进行分析。当刮板链张紧力处于合理状态时,则PLC 控制中心不发出任何工作指令,张紧力调节反馈装置保持原有工作状态不变;当链条张紧力值偏低时,则通过张紧力调节反馈装置适当增加刮板链张紧力,确保刮板链处于较为理想的工作状态,降低刮板链故障发生率。本文所提刮板链张紧力保护系统采用有线、无线相结合的通讯方式,具有适应性强、结构简单等优点,可满足数据传输需要,且数据传输系统结构较为简单。为确保保护系统稳定性,在系统中增加布置电源稳压器,降低电源波动给系统工作影响。
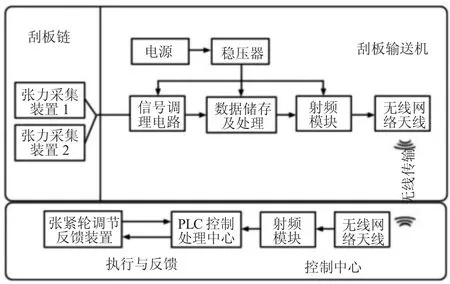
图2 刮板输送机链条保护系统运行框图
3 刮板链保护系统运行逻辑控制程序
根据刮板链保护系统工作原理、运行框图,设计的控制程序如图3 所示。
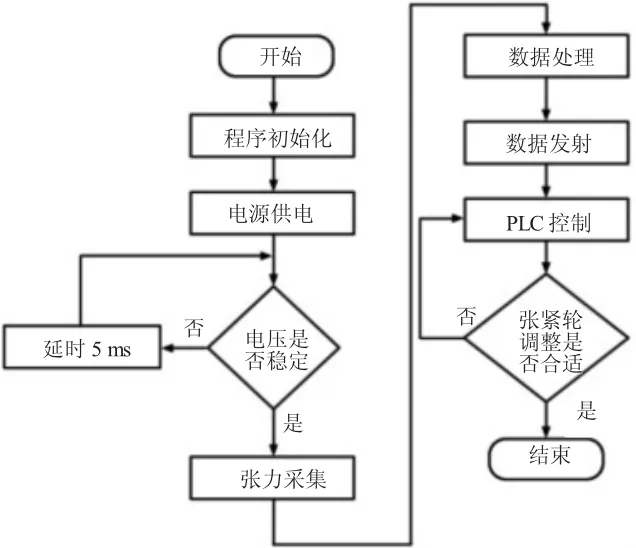
图3 刮板链保护系统控制程序流程图
刮板输送机刮板链保护系统随着刮板输送机运行而启动,链条保护程序首先进行初始化处理,电源给保护系统正常供电并对供电系统电压是否稳定进行判定;若电压正常则保护系统对刮板链张力进行采集,采集的刮板链张力数据则通过无线信号传输方式发送给PLC 控制中心,实现数据分析处理;当PLC 控制中心发现刮板链张力不在理想状态下时,则发出控制指令控制张紧轮工作,实现刮板链张紧力自动调节;若调节后的刮板链张紧力处于理想状态时,则停止刮板链张紧力调节,反之则继续对刮板链张紧力进行调节直至调整至理想状态。
文中所提刮板输送机链条保护程序可实现刮板链运行情况实时监测并及时调整刮板链张紧力,可降低刮板输送机故障发生率并提高刮板链运行可靠性。
4 结语
刮板链故障与刮板链张紧力间有密切关联,确保刮板链张紧力始终处于较好状态对提升刮板链可靠性具有一定促进作用。为此,提出一种基于无线传输、传感器监测以及PLC 的刮板输送机刮板链保护系统,该系统通过实现刮板链张力的自动调节提高刮板链运行可靠性,从而降低刮板链各类故障发生率。
猜你喜欢
机械管理开发(2022年1期)2022-03-24 06:46:28
建材发展导向(2021年6期)2021-06-09 05:56:48
矿山机械(2021年3期)2021-03-25 07:12:34
小资CHIC!ELEGANCE(2021年46期)2021-01-11 05:24:50
中国自行车(2020年2期)2020-04-26 09:59:45
中国煤炭工业(2019年3期)2019-08-27 02:11:34
当代陕西(2019年13期)2019-08-20 03:53:56
经济技术协作信息(2018年30期)2018-11-22 06:21:08
经济技术协作信息(2018年28期)2018-11-22 05:27:06
橡胶工业(2015年6期)2015-07-29 09:20:32