
三维成形针织护膝的编织工艺设计与开发
2022-07-07 07:35段洁洁宋晓霞
服装学报 2022年3期
段洁洁,宋晓霞
(上海工程技术大学 纺织服装学院,上海 201620)
膝关节是人体运动时的关键部位,人们可以通过佩戴护膝保护膝关节。传统护膝产品一般采用二维平面编织成形,虽具有一定的保暖性,但舒适性不佳。而利用三维成形技术开发的现代护膝产品,能够满足柔软、保暖与舒适的多重要求。针织三维成形技术与普通横机工艺相比,能够减少产品的缝制工序,实现织物一线成形,满足贴体舒适的需求。同时,在编织过程中也可以根据人体不同部位设计不同的组织,从而达到不同的功能效果,在针织市场具有较好的应用前景[1]。此外,在编织中结合使用功能性纱线可以实现针织护膝的高性能,如吸湿发热材料能够利用纤维本身的性能实现发热保暖功能,且吸湿透气性好,柔软舒适效果佳;锦氨纶包覆纱因良好的回弹性广泛应用于护膝产品中。
文中选用吸湿发热纱线与锦氨包覆纱进行交织,并通过三维成形技术开发出一款兼具柔软性、舒适性且保暖性较好的针织护膝产品。
1 三维成形针织护膝编织工艺
1.1 三维成形针织物成形工艺
人们通过改变织物在针床上参与编织的织针数、组织结构以及线圈长度实现尺寸变化,最终完成三维成形针织物的编织。与普通针织产品相比,三维针织成形织物打破了传统织物平面编织工艺的不足,其结构更加整体化,改善织物三维结构的同时减少裁剪和缝纫的工序,节约了原料与成本[2]。
针织产品一般通过电脑横机前后针床间织针的相互串套连接形成,但随着科学技术的发展,电脑横机织造技术由二维编织发展到三维编织,并在纺织品领域得到广泛应用。三维成形编织技术主要采用收放针改变参与编织的织针数,从而实现不同造型编织。收放针主要包括持圈收放针和移圈收放针,在普通双针床电脑横机进行三维成形针织物编织时,一般采用持圈收放针(又称局部编织),即在编织过程中将部分织针暂时退出编织工作,但旧线圈依旧握持在针钩中,在完成收放针的针数后再重新进入[3-4],具体过程如图1[4]所示。图1中,T1~T4为参与针床的不同针数。双针床电脑横机是现代企业普遍使用的电脑横机类型,其采用隔针编织的方式完成立体成形织物,即前针床上的偶数针参与编织,其他不参加编织的空针则用于完成翻针等其他动作,在编织完前针床后继而开始后针床的编织,采取同样的编织方法,最终形成前后针床相连的筒状形状[5-6]。利用这种方法编织三维立体织物时,需要将三维立体结构转换为二维平面图形,再根据二维展开图进行收放针工艺计算,最终实现立体造型[7]。
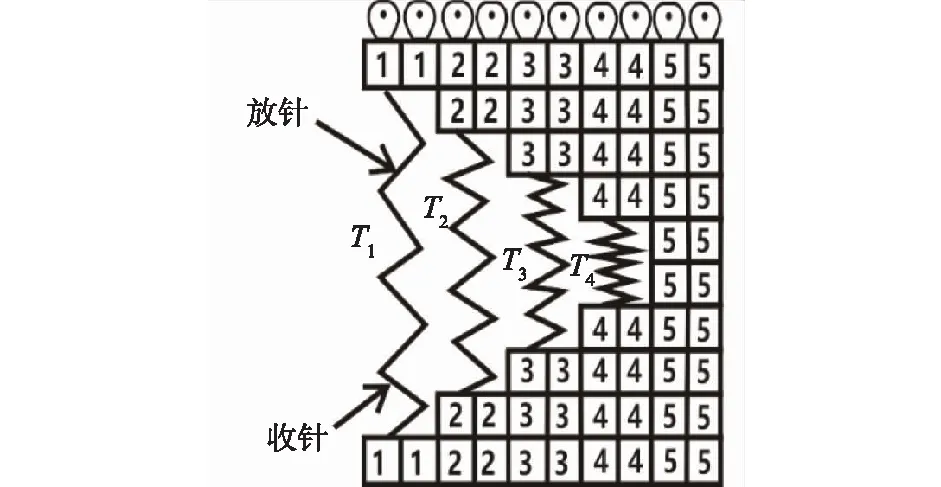
图1 持圈收放针过程Fig.1 Process of holding the needle in the loop
1.2 三维成形护膝编织工艺模型
1.2.1膝关节结构 膝关节在人们日常活动中起到重要作用,其是影响腿部运动的主要因素,且较容易受伤[8]。人体膝部形态如图2所示。当人体在静止站立状态,膝关节骨骼在整体腿部结构中并不是平面造型,而是凸起带有一定的曲面。在人们利用膝关节进行腿部弯曲、跳跃等活动时,腿部结构也会呈现三维立体形态,因此在开发设计护膝产品时,需注意人体腿部曲面结构特征,保证产品的舒适性。
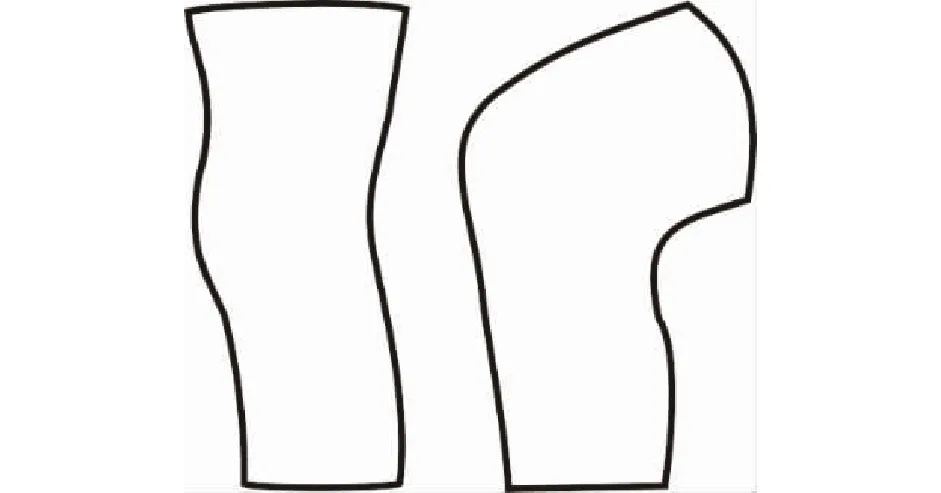
图2 人体膝部形态Fig.2 Diagram of human knee
1.2.2针织护膝造型设计 当前市场中的针织护膝产品大多数采用二维编织成形,部分产品会进行缝合形成筒状,但这些产品多为平面形态并不符合人体曲面结构。而利用三维成形针织工艺技术编织出的护膝造型凹凸有致,能够更好地贴合人体膝部,起到良好的保护作用。同时,三维成形针织技术可以实现一线成形,提高护膝穿戴的舒适性和贴体性。
三维护膝针织物结构如图3所示。由图3可知,护膝整体利用圆筒形结构编织,并分为3个区域。区域1和区域3采用直筒形编织工艺,区域2则采用曲面编织工艺编织。在区域1直筒状向上编织时,采用前后针床收针的方式让护膝的上下尺寸产生一定的围度差,使织物更好地贴合腿部线条。在编织完直筒所需高度后,区域2的部分织针仍握持旧线圈暂时不参与编织工作,余下织针继续进行编织,并在编织过程中通过加减针的方式改变参与编织的针数。
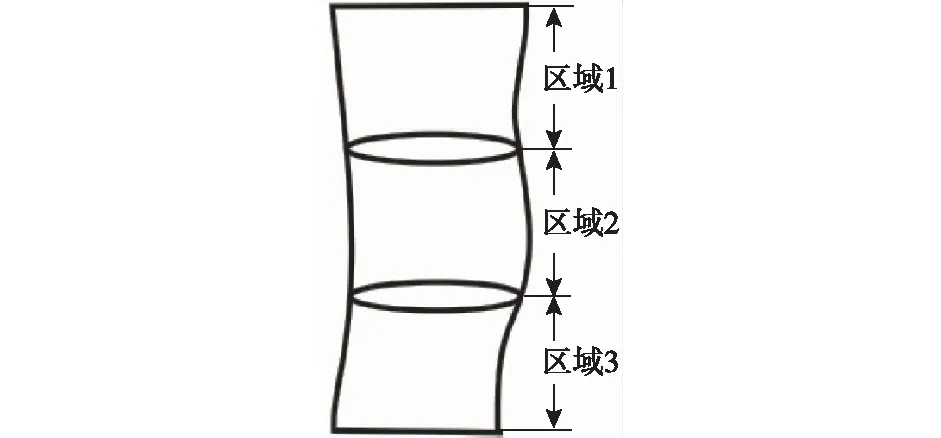
图3 三维护膝针织物结构Fig.3 Three-dimensional kneecap's knitted fabric structure
1.2.3三维成形护膝编织模型 采用三维成形技术编织护膝时,为了编织工艺效果,需将三维立体形状展开成二维平面图形。在图形展开时,要选择有规则的曲线或者曲面,避免复杂的织造工艺,减小织物设计难度,便于立体成形织物的编织。
将护膝膝部主体区域2的三维结构展开成二维图形,并利用收放针工艺实现膝部关节包裹曲线设计,使局部形成良好的立体效果,具体如图4所示。其中一截管状圆形转角处的正视图如图5[2]所示。由图5(a)可知,圆弧cd为转角处任一纵行i的投影线,图5(b)为圆形转角处通过圆心O点的任一截面。区域2的局部编织工艺计算公式为
T=πR·Pa/10,
(1)
式中:T为一个针床上参与工作的总针数;R为圆形截面半径(cm);Pa为织物的横密(根/dm)。
L=R-Xi,
(2)
式中:L为ab两点之间的距离;Xi为织物第i纵行上的某一点。
γ=πi/T,
(3)
式中:γ为二维平面图的一个角度。
(4)
式中:q为横密与纵密的比值;r为二维平面圆形半径;N为收放针循环的个数;Ci为一个收放针循环中第i枚针连续收针或放针的转数;r′为圆弧cd转角处任一圆形半径;Pb为织物的纵密(根/dm);h1,h2为不同的高度值。
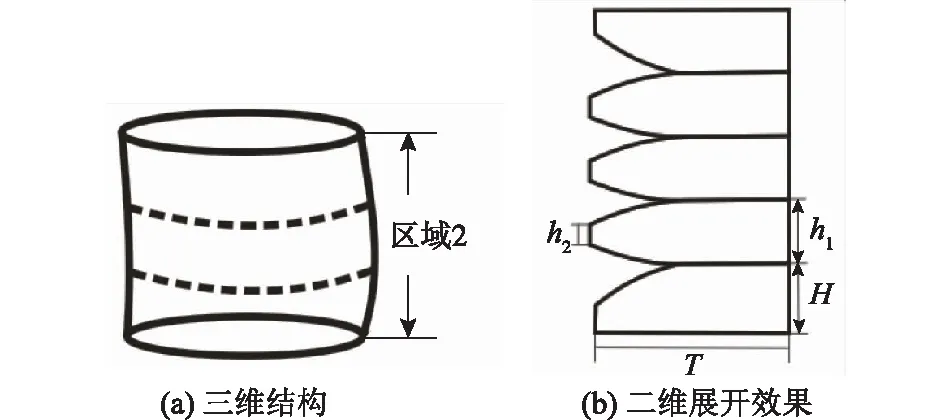
图4 针织护膝主体区域2 的二维展开效果Fig.4 Two dimensional expansion effect of main area 2 of knitted kneecap
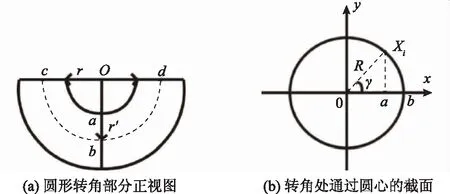
图5 圆形转角处二维平面效果Fig.5 Two dimensional effect of circular corners
在进行编织时,根据公式计算得出Ci的理论值,由此可以确定收放针阶段的每枚针连续编织的转数,但是在实际编织时,需要根据造型需求进行不断调整,才能编织出比较理想的织物[2]。
2 三维成形护膝织造工艺与成品
2.1 材料选择
吸湿发热纱线主要将空气或人体散发的气态水转化成液态,通过放热过程实现发热保暖[9]。文中选用超细旦发热腈纶纤维和黏胶纤维混纺而成的吸湿发热纱线作为实验纱线,其混纺质量比为40∶60。其中:腈纶纤维有“合成羊毛”之称,超细旦发热腈纶与普通腈纶相比,截面呈现不规则多边形,纤维表面粗糙,具有较好的保暖性;而黏胶纤维具有较好的导湿性,能够将皮肤表层的水汽迅速扩散到空气中。同时,为了使产品具有一定的弹性效果,在添纱组织中加入一定比例的锦氨包覆纱,使其满足柔软舒适、保暖的同时,还具有良好的弹性。纱线具体规格见表1。
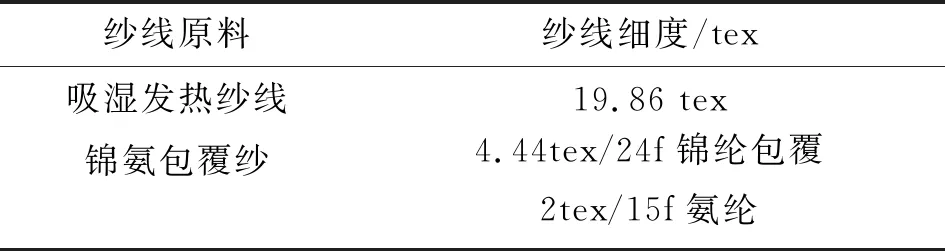
表1 纱线基本参数
2.2 护膝产品设计
2.2.1组织结构 组织结构的不同影响着织物性能,导致其外观效果也具有一定的差异[10]。在实际生产中考虑到穿着性能和款式,需要在不同位置采用不同的组织结构。文中实验三维护膝成形编织主要采用双反面组织、假罗纹组织、浮线组织和添纱组织4种组织结构。其中:①双反面组织的正反面具有相同的组织,相对于平针组织较厚实,纵、横向弹性较好,且不易卷边,因此将其作为护膝产品的主要组织。②假罗纹组织是三维成形服装中常用的组织,弹性好且不容易卷边和脱散,常被用作针织领口、袖口等[11]。为了防止在穿着过程中滑落,同时增加织物束口的弹性,在护膝上下端采用假罗纹组织提高护膝的稳定性。③浮线组织织物结构主要以平针与浮线组织交替工作,浮线的存在使得织物脱散性变小、厚度增加,提高了织物的保暖性[12]。因而在膝部造型编织时使用浮线组织,可提高对关节的保护。④添纱组织能够同时编织两根以上纱线,同时保证两种纱线的相对位置,即一种纱线始终在织物的正面出现,另一种纱线始终在织物的反面出现[13]。护膝作用于膝部,对骨骼起到固定作用,因而要有一定的弹性和紧度。在织物编织时,将氨纶包覆纱以添纱形式加入其中,可增加织物的弹性和保暖性。具体组织工艺如图6[10]所示。
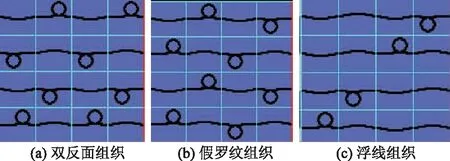
图6 三维成形组织工艺Fig.6 Three dimensional forming structure technology
2.2.2护膝尺寸设计 根据整体面料弹性大小设计护膝产品尺寸,具体如图7所示。由图7可知,护膝总长度为24 cm,上口宽为15 cm,下口宽为13 cm,上下处罗纹组织宽度为2 cm,膝部防护造型尺寸为8 cm。
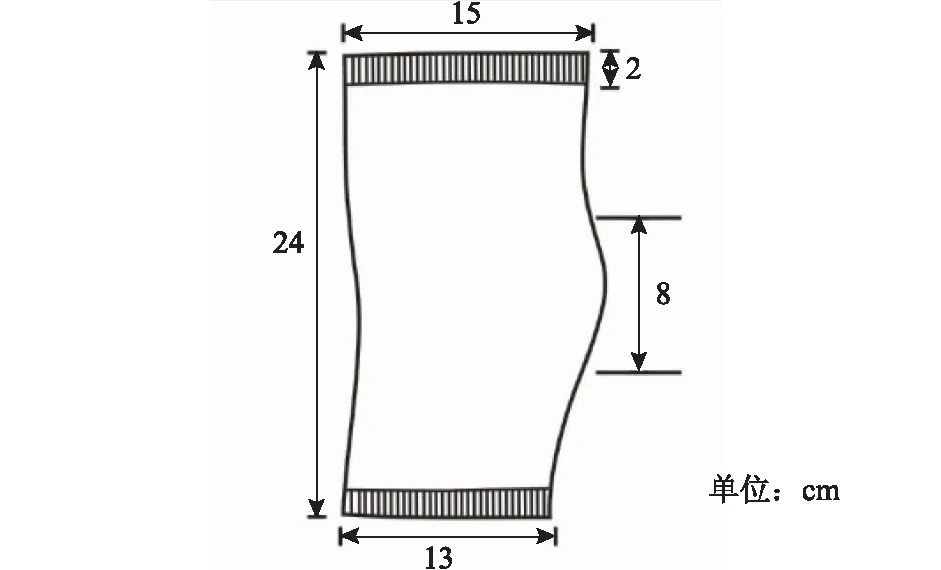
图7 护膝尺寸设计Fig.7 Kneepad size design
2.2.3护膝制版与上机编织 使用E9.2 mm德国斯托尔(Stoll) CMS830Ki型电脑横机织造,首先在M1-plus程序设计系统软件中进行工艺编织,利用颜色排列(colour arrangement,CA)设计实现复杂花型与组织,根据选用的不同组织确定合适的横纵密度,不同组织的横纵密度见表2。
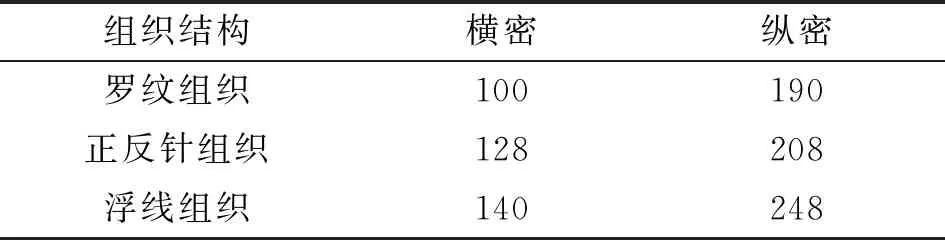
表2 不同组织密度参数
按照不同组织的横纵密度与整体护膝尺寸,计算护膝的制版工艺,在计算时按照编织顺序(从上口宽开始编织)进行工艺计算,并依据收放针的计算公式不断优化产品造型,最终确定工艺参数。护膝制版工艺如图8所示。具体编织过程如下:
1)在编织时1 号纱嘴从左边进行起底废纱编织,3号主纱嘴从左边进行圆筒状编织;与此同时,设置宽纱嘴为添纱导纱器,喂入氨纶弹力丝,使氨纶丝以添纱组织的形式参与整体织物的编织。2号纱嘴喂入橡筋纱参与编织,编织顺序从上口宽开始,起底根据款式设计,选用1×1假罗纹组织;罗纹编织结束后,进入双反面组织的主体编织,编织顺序为前、前、后、后,依次循环形成圆筒形织物,并每隔一段距离进行一次收针工艺,直到达到设计的下口宽的尺寸。最后进行CA收针工艺,具体如图9所示。

图8 护膝制版工艺Fig.8 Kneepad plate making technology
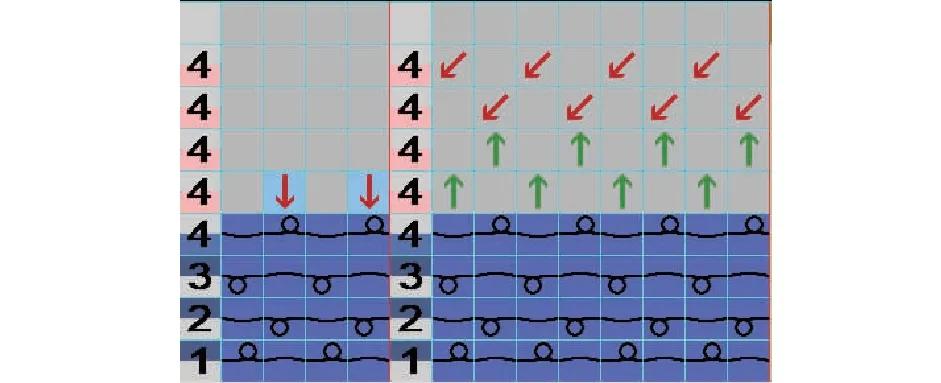
图9 双反面组织CA收针工艺Fig.9 Double reverse tissue CA needle collection process
2)利用持圈式收放针进行膝部立体造型的编织,局部编织采用浮线组织结构,可有效提高局部结构的整体性能。同时,在局部编织中,机头每次返回时要进行吊目(即集圈)处理,即两次前针床编织后要有一次集圈处理,以修补其编织过程中产生的漏洞,具体如图10所示。休止编织结束后,用正反针组织和罗纹组织编织后半段护膝造型,最后接入结束废纱。
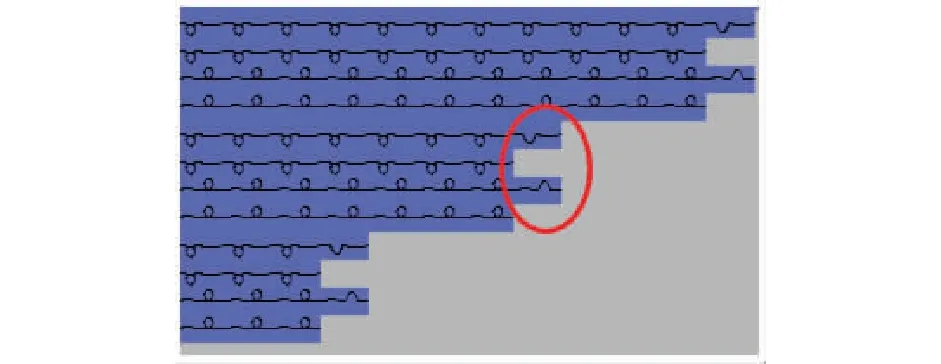
图10 集圈处理后的工艺Fig.10 Process after collecting ring treatment
3)在编织时应注意牵拉张力的调整,特别在不同组织结合处应不断调试牵拉张力,防止织造时出现破洞织疵的现象。局部编织过程中部分织针会编织堆积而造成织片不能自然脱落,需要打开机器的辅助牵拉使其编织顺利进行。收放针阶段调整优化后的局部造型如图11所示。
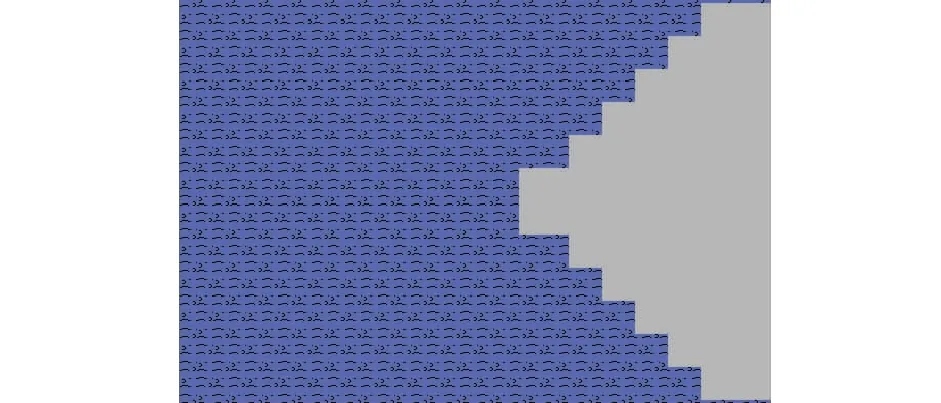
图11 调整后的局部造型效果Fig.11 Local styling effect after adjustment
4)在局部编织以及不同组织编织时,需要不断调整编织上机参数使其达到最佳。各部分的上机编织参数见表3。
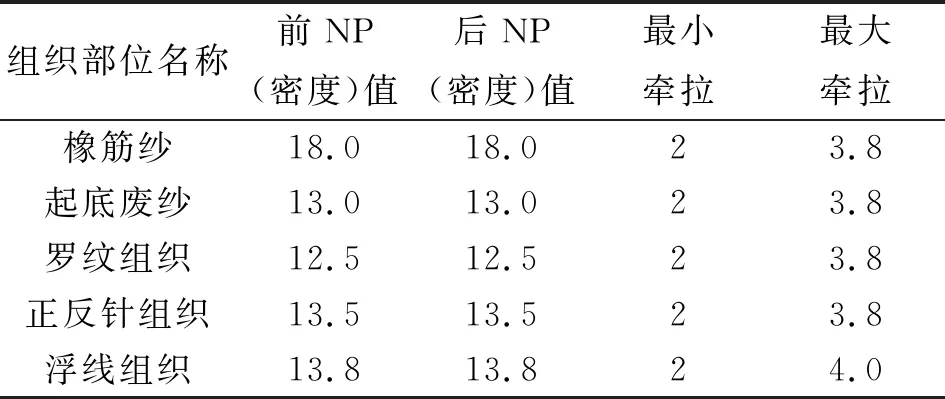
表3 上机参数
2.3 护膝成品展示
最终编织得到的三维成形护膝如图12所示。该护膝立体感强,符合人体膝部的造型特征,面料轻薄且柔软舒适,同时兼具保暖效果。
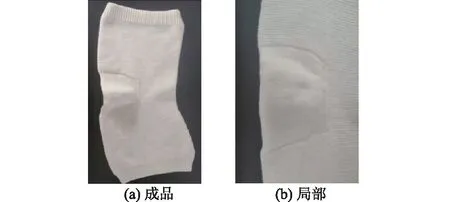
图12 护膝成品与局部细节Fig.12 Finished product and local details of kneecap
3 结 语
文中设计与开发了一款三维成形针织护膝,并在双针床电脑横机上完成编织,同时借助数学模型对局部立体结构进行成形工艺计算,通过选用吸湿发热纱线原料,利用其组织结构、密度的变化,达到符合人体膝部不同部位的功能需求;同时,在编织时不断调整工艺参数,以达到最佳编织效果。最终编织出既具有舒适美观的外部造型,又同时兼具轻薄保暖功能的三维立体针织护膝产品。
猜你喜欢
中老年保健(2022年1期)2022-08-17
好日子(2021年10期)2021-12-02
中老年保健(2021年12期)2021-08-24
中老年保健(2021年11期)2021-08-22
纺织科学研究(2021年6期)2021-07-15
少年漫画(艺术创想)(2020年9期)2020-03-19
纺织服装流行趋势展望(2020年3期)2020-02-01
纺织服装流行趋势展望(2016年6期)2016-05-04
纺织服装流行趋势展望(2016年1期)2016-05-04
爱你(2014年21期)2014-11-14
