一种进口抛光树脂再生复活技术研究
2022-07-04 07:38陈胜张杰
化工管理 2022年18期
陈胜,张杰
(1.中电科技集团第44研究所,重庆 400060; 2.中电科技集团重庆声光电有限公司,重庆 400060)
0 引言
6英寸及以上晶圆半导体工业纯水终端普遍使用的抛光树脂,目前绝大多数情况下依赖进口,虽然其性能优异,但供货周期长,价格昂贵。如使用的抛光树脂(P****),只能一次性使用,使用周期(约2~3年)到期后被更换下来,请回收公司回收处理,既不环保而且浪费。这种废旧的抛光树脂能否再生复活重复使用,目前还存在较大争议。在国产树脂还不能完全替代的情况下,对抛光树脂再生复活技术进行研究,极具现实意义。究竟能否再生、怎样再生、如何应用?本文通过实际案例,对这些问题进行了较深入的研究。
1 抛光树脂技术性能
1.1 抛光树脂
抛光树脂,苯乙烯-二乙烯苯凝胶型,官能团为磺酸基和季胺基。
1.2 技术参数
技术参数如表1所示。
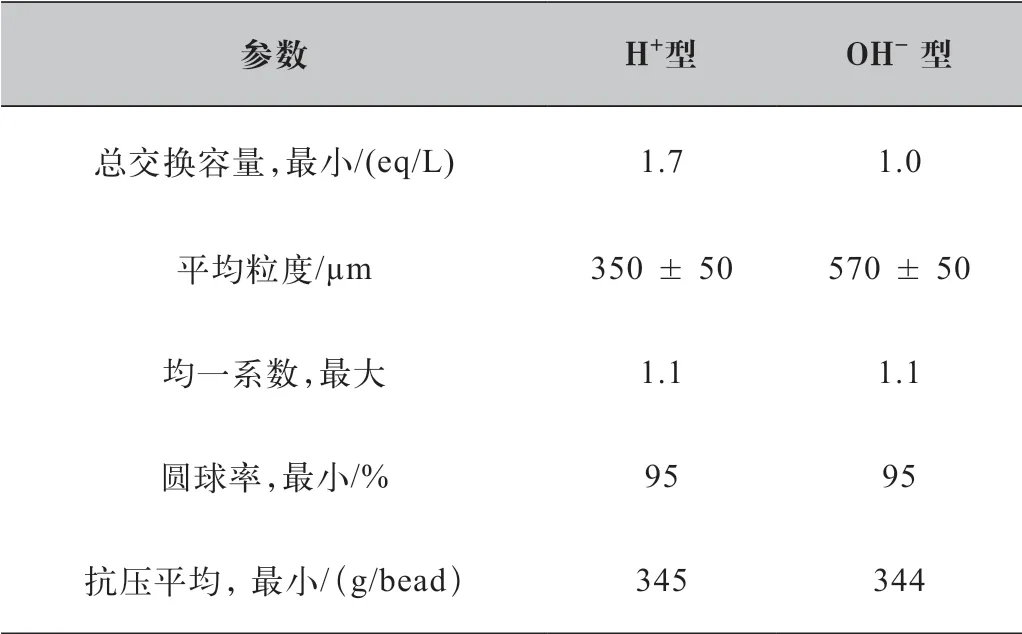
表1 抛光树脂技术参数
1.3 典型特性和应用
抛光树脂,属进口均粒混床树脂,它用在超纯水终端抛光混床,可实现对初纯水中阴阳离子的高去除率,这些离子在水中含量可达到超纯水美国ASTM标准(ASTM D5127—99)中的“Type E-1.2”级。这类树脂只能使用2~3年。该级别的树脂具有很高的离子转换率,卓越的电导率和有机物残留的清洗特性,超强的抗压强度,极高的运行交换容量,其他特性如表2所示。
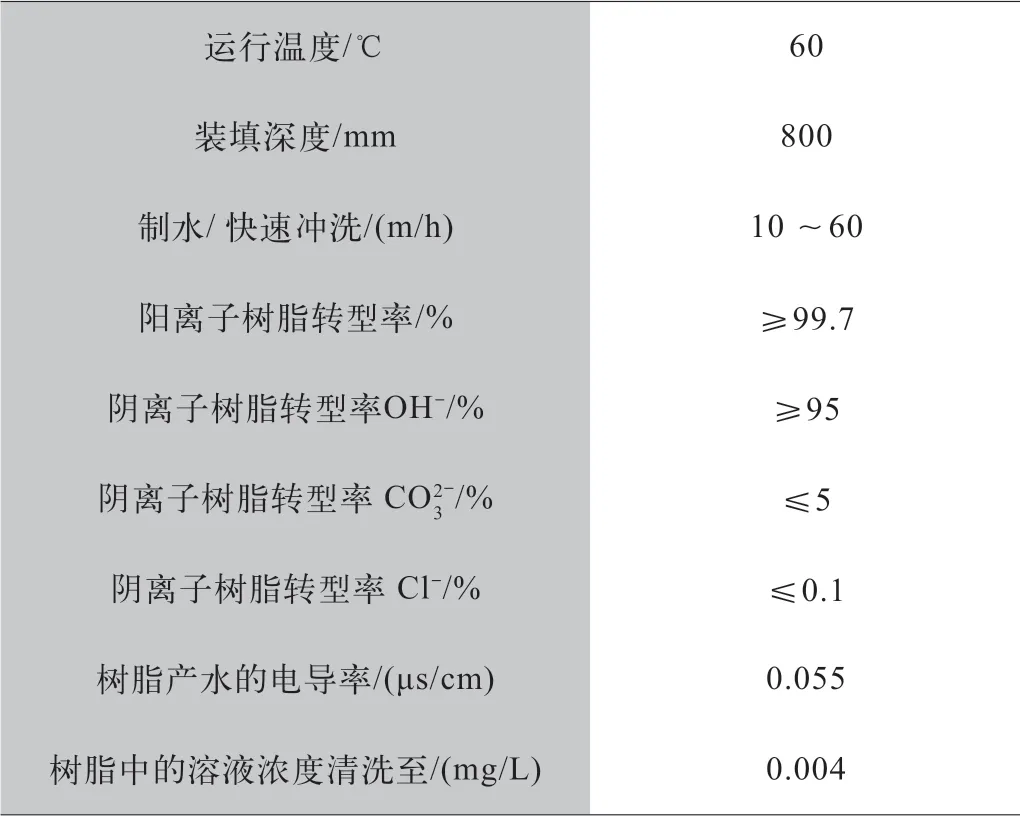
表2 抛光树脂特性
2 抛光树脂性能
2.1 抛光树脂性能
强酸型阳离子交换树脂带有酸性功能基,在水中可解离出(H+)。通过交换水中阳离子,交换后的树脂便不再具有酸性。例如,当遇到水中阳离子如钙、镁离子,与其进行交换,此阳离子交换树脂就变成“钙”型、“镁”型。阳离子交换树脂的交换能力,与被交换的阳离子的化合价数关系密切。在常温下低浓度水溶液中,交换能力随水中离子化合价数增加而增加,即化合价数越高的阳离子被交换的可能性越大。同时,若化合价数相同,则离子半径越大的阳离子和水交换的可能性越大。在水中与阳离子如钙、镁离子等的交换如下式:

在常温下低浓度水溶液中,以水中常见阳离子来说,阳离子交换树脂的交换能力顺序如下:Fe3+>Fe2+>Mn2+>Ca2+>Mg2+>K+>NH4+>N+>H+。
强碱型阴离子交换树脂:强碱型阴离子交换树脂遇到阴离子,就发生交换作用,交换后树脂就不再是碱型树脂。当水中的阴离子如氯、碳酸根离子的浓度相当大时,季胺基型的阴离子交换树脂中的羟基,与水中与氯、碳酸根离子等进行交换,此时的阴离子交换树脂就变成“氯型”或“碳酸根型”的阴离子交换树脂。例如,当水中的阴离子在水中与阴离子如氯、碳酸根离子等树脂中与水交换时,如公式(3)和(4)所示:

阴离子交换树脂的交换能力,与被交换的阴离子的化合价数关系密切。在常温下低浓度水溶液中,交换能力随水中离子化合价降低而降低。同时,若化合价数相同,则离子半径越小的阴离子和水交换的可能性越小。常温下低浓度水中常见阴离子,其被交换能力顺序如下:SO42->NO-3>Cl->HCO-3>HSiO-3>OH-。
(2)树脂的再生容量,是衡量树脂交换再生复活情况的重要指标。“再生容量”表示在一定的再生剂量条件下,树脂再生后恢复的交换能力,表示树脂原有功能基团复原的程度,亦可表示树脂的再生效率,一般要达到90%以上。树脂的再生容量与树脂的结构(主要是活性基数目不同)、工作交换容量大小有极大关系。树脂的工作交换容量通常以水中无机离子为测量标准,因无机离子尺寸较小,能很好地自由扩散到树脂内部,与树脂内部全部交换基团反应,而实际使用时水中含有高分子有机物,尺寸较大难以进入树脂微孔内部,因而实际的交换容量会低于用无机离子测出值。同时树脂的再生容量随着树脂的再生频次增加而不断降低,再生一定次数后树脂就会失去再生的价值。理想状态下可再生5次左右。总之树脂的再生容量的设计值因考虑各种因素影响,不应设置过高设计值。抛光树脂因使用在纯水终端,进水为初纯水,水中的离子及有机物已处理到相当理想的状态,只要控制好水的pH值不低于6.5,便可达到极佳工作环境。再生容量受制约因素较多,后面再作较深入探讨。
2.2 抛光树脂再生复活探讨
无论从生产原料还是性能来看,抛光树脂其实与普通树脂并无太大区别。且从离子交换方程式看,它是一种可逆反应,属于可再生材料。但为什么长期以来其会被定义为不可再生材料?其原因主要在于以下几点:一是由于树脂的原材料纯度、生产工艺之间存在差别,从而造成树脂纯度、均一性、抗压强度、以及转型率之间存在微小的差别;二是由于受市场容量、国外专利保护等因素影响抛光树脂被定位为高端产品,存在一定的市场保护或市场垄断行为。鉴于此,探讨为何长期以来将其定义为不可再生树脂似乎有迹可循。但是,实际上抛光树脂仍旧属于可再生材料的范畴。
(1)树脂再生。对于树脂中的阳离子树脂,采用强酸作再生剂,当水溶液中足够浓度氢离子,与已成钙型或镁型的阳离子交换树脂中的阳离子进行交换,重新变成氢型阳离子交换树脂:
再回到本文描述的这种列车网络通信故障,由图3可以看出,线路噪声在主帧结束后约0.7 μs后才降低到了200 mv以下,因此,对于RPT来说T_LI时间只剩下不到1 μs,远小于T_ST时间。至此,本文所描述的这种特定工况下的列车网络通信故障的原因已经找到。

对于树脂中的阴离子树脂,采用强碱(NaOH)作再生剂,当水溶液中足够浓度的OH-离子,与已变成“氯型”或“碳酸根型”的阴离子交换树脂进行交换,重新变成羟基型阴离子交换树脂:

总之,经过这种对阴、阳树脂的处理后就完成了树脂再生。
(2)再生液及浓度的选择。再生液离子相对浓度高低,直接影响树脂的交换再生容量。阳树脂中的酸性功能基(H+)或阴树脂中羟基(OH-),都被水中阳离子或阴离子交换后,变成“钙型、镁型”阳树脂,或“氯型、碳酸型”阴树脂,这时树脂就失去交换作用,达到此状态称为树脂“饱和”。再生就是将达到“饱和”状态的树脂,利用“再生剂”置换出树脂工作过程中所交换来的阳离子或阴离子,让树脂重新恢复原有的交换容量及型态等。阳树脂选择稀盐酸或稀硫酸作为再生剂,浓度控制溶液pH值<2。若树脂吸附有机物的话,则以稀硫酸作为再生剂,效果会更好。因为稀硫酸较稀盐酸更能置换出有机物。阴树脂则采用氢氧化钠溶液作再生剂,浓度以控制pH>12,效果良好。
(3)影响树脂再生特性的主要因素,抛光树脂强酸型阳树脂的再生特性与它的交联度高有关。这类阳树脂的再生比较困难,需要的再生液的量比理论值高很多,而且接触时间较长。在硫酸的用量为其总交换容量的二倍时,树脂与再生液浸泡接触时间约需30~60 min;此外,这类树脂高交联度的树脂,需要与再生液接触的时间在50 min左右。需要特别指出的是,遇到有机物污染的,其再生操作较为困难,特别是大分子有机物,再生时需要更长的接触时间,而且还需要把再生液温度提高(75 ℃左右)才行。
(4)再生液浓度与再生效率的关系极大,关键是选择合适的再生液浓度,浓度过低再生不足,树脂的再生率会降低。相反,若再生液过多,会造成浪费,增加再生成本。一般根据厂商提供的再生液配比浓度来进行,而对于抛光树脂,厂商无此项信息提供,只能自己探索。对于该阳树脂来说,我们首选稀硫酸溶液,但要防止树脂中吸收的钙离子与硫酸反应,生成硫酸钙沉淀物。要避免此问题发生,可先预处理,即吸入1%~2%硫酸浸泡洗脱一次,再使用较高浓度硫酸处理。甚至要进行多次这样的操作,以增加再生效率。在再生容量方面,属强酸型的阳离子树脂,采用pH值不高于2的强酸溶液,其再生容量优异;如果对硅、硼脱出要求较高的,还要考虑采用生剂温度75 ℃左右的酸液增加1次吸入,并浸泡30 min。抛光树脂中属强碱型的阴离子树脂,该树脂的离解性极强,不但在不同的pH值下都能正常工作,而且用pH值不低于12的强碱再生时,再生容量相当优异。
综上所述,抛光树脂的再生是可以的,只要选择合适的再生液及浓度,采用多次洗脱、再生液温度控制等技术,其再生是能达到较理想状态的。其实对抛光树脂再生更难的是阴阳两种树脂的分层。抛光树脂属于强酸强碱型且难以分离的树脂,厂家给出的信息是不能分离。但是经过分析和实验,实际并非如此。要实现这种树脂再生复活,必须对其阴、阳树脂分层分离,彻底分离开来后才能分别进行再生处理。之所以难以分离是因为该树脂阴、阳树脂湿真密度极为相近,采用一般的反冲洗分层法很难实现。我们采用特别配制碱性分层液、重复多次分层法,最终得以较好分层。吸入再生液时,采用预处理吸入低浓度再生液,再吸入较高浓度再生液以提高再生效率,同时采用再生液加热处理技术[1]、及合适的再生酸、碱液及浓度以及吸入速度,精准控制再生时间终点以及冲洗时间等来完成再生,效果非常理想。
3 抛光树脂再生后具体参数要求
(1)离 子 转 换 率≥95%。(2)再 生 完 成 后 主要 检 测 指 标:电 阻 率≥18.1 MΩ·cm(25 ℃);TOC(μg/L)≤5;SiO2(μg/L)≤1; Na+(μg/L)≤0.05;B+(μg/L)≤0.05;Cl-(μg/L)≤0.05。(3)大 于95%的无裂缝颗粒率。(4)均粒度1.1。(5)树脂破损率≤3%时,需增补新树脂。
4 实验方案
选择A、B两套产量、性能一致的纯水终端,将再生复活的树脂在A套终端实验,B套装填原抛光树脂正常运行,分别对其产水水质检测作对比验证实验。通过与某科技材料公司进行合作,按我方技术要求,提供抛光树脂废旧树脂再生处理服务,离线再生处理后供我方实验使用。
5 供水试验
(1)在某终端A套进行试验。拆卸树脂罐填料装填口法兰,拆下布水器、管道、法兰等并单独放入干净的收纳箱,避免污染;把原旧树脂吸出,收集在大一点的容器中,以后便于回收处理。将散落在地上的树脂用水冲洗干净,以免操作人员滑倒。
(2)冲洗树脂罐体,一定要用初纯水把树脂罐体中的残留树脂冲洗干净并排出,冲洗数次直至干净为止。
(3)再把本次再生处理后的树脂,装填进抛光混床罐体装置内,并按相关要求装填足量及装填高度足够的树脂,可用少量初纯水边装填边压实树脂层。注意树脂装填时一定要安全操作流程操作,穿戴好防护用具,戴上眼罩、穿戴手套等。树脂具有一定的腐蚀性,若不慎将树脂溅入眼睛,立即用大量清水冲洗,如感不适,立即就医。
(4)用初纯水将拆卸下的装填口配件清洗干净并重新装回,注意一定要把配件上如法兰密封面附着的树脂清洗干净,以免漏水。
(5)试压,先用初纯水以较低水压试验罐体是否渗漏,确认无渗漏,再继续进行下面程序。
(6)用初纯水完成罐体内树脂相关冲洗程序,冲洗水排放掉,待出水电阻率升至17 MΩ·cm(25 ℃)以上时,关掉排放阀,让系统进水、产水、水箱循环起来,进入正常运行模式。
6 检测
(1)检测方式:运行7天后取样送往第三方检测机构及在线监测仪器进行水质分析[2]。
(2) B套终端检测结果:电阻率≥18.1 MΩ·cm(25 ℃),TOC(μg/L) ≤2.1,SiO2(μg/L) ≤0.1,Na(μg/L) ≤0.03,Cl-(μg/L) ≤0.05。
(3)A套终端检测结果:电阻率≥18.1 MΩ·cm(25 ℃),TOC(μg/L)<3.4,SiO2(μg/L) ≤0.1,Na(μg/L)<0.03,Cl-(μg/L)<0.05。
7 结语
从检测数据看,A、B两套终端产水水质极为相近,据此我们认为通过这种再生复活处理的树脂可以再使用在6英寸晶圆半导体纯水终端。至于其总交换容量,使用寿命如何还有待观察。通过近6月的使用,目前产水水质稳定。如果其使用寿命能达到2年的话,可比使用原装进口新树脂节约经费约45%~50%。从2020年全球市场来看,该类水处理树脂市场达20 亿美元,其中我国进口量达2亿美元。随着我国半导体工业的蓬勃发展,晶圆半导体纯水终端所需树脂量越来越大,在国产树脂还未能完全替代的情况下,对这些树脂进行再生复活利用具有重大现实意义和极大应用前景。
猜你喜欢
中国药房(2022年7期)2022-04-14
中学生数理化·中考版(2021年10期)2021-11-22
中学生数理化·中考版(2020年10期)2020-11-27
中学生数理化·高一版(2020年2期)2020-04-21
中学生理科应试(2017年4期)2017-07-08
爱你(2016年4期)2016-12-06
科学与财富(2016年28期)2016-10-14
分析化学(2015年10期)2015-11-03
北京观察(2011年12期)2011-12-23
时代青年(上半月)(2009年2期)2009-08-11