
汽车转向盘发泡工艺中常见外观不良分析
2022-07-02 00:49:28白雪飞
汽车电器 2022年6期
白雪飞
(锦州锦恒汽车安全系统股份有限公司, 辽宁 锦州 121007)
汽车转向盘是用来操纵汽车行驶方向的装置, 通过控制转向轮实现车辆的转向。 现有的汽车转向盘本体是通过预制铝合金架放到模具中, 用聚氨酯发泡而成。
转向盘本体发泡工艺是普遍应用的一种制程工艺, 它由A/B双组份料经过化学反应形成, A组分为多元醇, B组分为异氰酸酯。 聚醚多元醇与异氰酸酯在催化剂的作用下,以较快的速度反应生产CO气体, 并在几分钟内形成具有一定高分子量和一定交链度的聚氨酯发泡体。 聚氨酯耐腐蚀、耐老化性能良好, 且有舒适的手握感, 但在其运用过程中产品本体外观会出现典型的制程不良。
转向盘发泡工作原理决定了发泡外观控制有一定的工艺难点, 最理想的是发泡时将所有气体都排掉, 但实际操作中不可能完全避免, 究其原因: 发泡设备、 模具设计、工艺参数。
本文将从这3方面对典型外观不良原因进行分析, 并提出解决方法。 在分析之前首先我们要了解发泡工艺工作原理。
1 发泡工艺工作原理[1](图1)
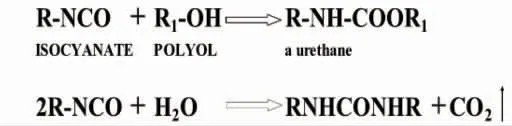
图1 发泡工艺工作原理
图1所述两个反应式主要形成聚氨酯, 同时形成CO。-NHCO-为基团聚合物,简称聚氨酯, 理论空间结构图如图2所示。
图2 聚氨酯理论空间结构图
转向盘发泡工作原理决定了发泡外观控制有一定的工艺难点, 最理想的是发泡时将所有气体都排掉, 但实际操作中不可能完全避免,导致外观形成典型的不良缺陷。
2 常见外观不良案例及分析
2.1 外观不良案例 (图3)

图3 外观不良
2.2 外观不良分析
2.2.1 设备因素
发泡机工作原理介绍: 从图4中可以清晰了解到料罐中A料(聚醚多醇) 和B料 (异氰酸酯) 分别在气压作用下经过过滤器流入计量泵的低压侧入口, 计量泵运转将低压料转换成高压料, 高压料经高低压切换阀切换至混合头 (俗称枪头)。 启动注射后, 枪头中大活塞提起, 小活塞打开并切断A/B料回流管道, A料及B料以高压和流速注射到混合室, 在混合室高速相互碰撞达到均匀混合, 并迅速流出枪头, 进入模具腔体内发泡。 注射时间结束后, 小活塞关闭,A料、 B料经各自回流管返回料罐, 同时大活塞向下运动,将混合室里的残料推出, 完成一个运动循环。
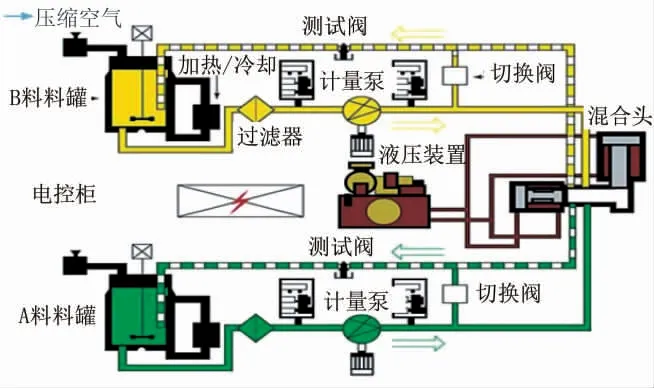
图4 发泡设备工作原理图
其中A/B料混合不均匀会直接导致外观不良。
1) 如果枪嘴被异物堵塞会出现两种情况: 一种情况是AB枪嘴的流量不均衡导致混合不好; 另外一种情况是会导致从枪嘴中喷出的料变向, 与另一个枪嘴喷出的料没有交叉碰撞到共同点达不到充分混合。
建议: 制造过程中增加枪嘴的清洁清理要求, 防止堵塞。
2) 如果A/B料注射不同步或者出现压力差, 会导致混合不均匀。
建议: 必须同时完成高压注射, 需要管控流量、 压力、注料时间参数。
2.2.2 模具因素
从图5产品发泡模具料流方向分析, 产品在发泡过程中, 发泡料在模具内起发,外观不良位置如果为发泡料流动时的料流末端,在该位置包裹空气后, 不能排出模腔, 从而在产品表面形成气孔或破损导致外观不良。
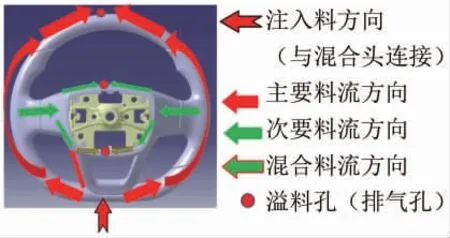
图5 产品发泡模具料流图
建议: 模具开发设计过程中评估料流方向及设计适当的溢料孔, 起到排气的作用, 减少外观不良。
2.2.3 工艺设计因素工艺流程如图6所示。 对工序2和工序3进行重点阐述。
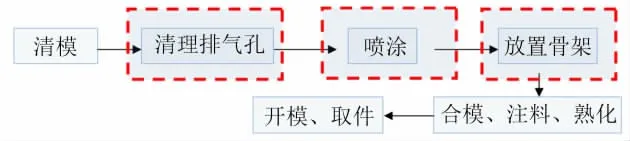
图6 工艺流程图
1) 工序2-清理排气孔: 排气孔 (也称溢料孔), 在发泡熟化过程中, 起到排气的效果, 如果排气孔堵塞, 会造成模具排气不良, 使表面产生暗泡, 暗泡破损后盘体外观局部破损造成外观不良。
建议: 每模生产后, 自检确认模具排气孔状态是否通畅, 无堵塞。
2) 工序3-喷涂流程如图7所示。
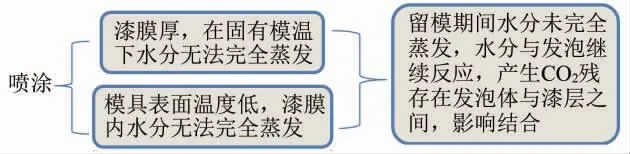
图7 喷涂流程
分析结论: ①在其他工艺条件不变的前提下, 水性漆和油性漆的实施工艺漆膜厚会影响发泡料与漆的结合效果;②通过增加模具温度, 可以保证发泡料与漆的结合效果,规避漆膜厚引起的产品不良; ③极限喷涂状态, 在提升温度后也可以保证发泡料与模内漆结合效果良好。
建议: 在产品开发验证阶段, 按照模内漆的油漆特性设定模具温度要求, 从而识别出该产品工艺特殊性, 固化工艺参数。
3 结论
方向盘外观不良有很多原因, 本文不再详细列举, 外观不良故障树图如图8所示。 建议在遇到方向盘发泡外观不良问题时, 可参考使用。

图8 外观不良故障树图
1) 开发阶段: 模具设计时, 对模具进行模流分析及模具设计充分评审, 借鉴过往产品开发的经验总结, 避免问题重复发生。
2) 验证阶段: 工艺参数的设计要结合物料自身的实施工艺要求, 对工艺参数进行DOE设计及验证。
3) 设备量产管理: 设备定期维护保养并进行重要性能验证, 如泵的线性验证等, 确保设备功能正常。
猜你喜欢
北京航空航天大学学报(2022年8期)2022-08-31 08:59:12
阅读(快乐英语高年级)(2022年6期)2022-06-17 04:48:48
干旱地区农业研究(2022年1期)2022-01-28 04:51:30
家庭影院技术(2021年10期)2021-11-20 06:08:52
皮革制作与环保科技(2020年13期)2020-03-17 07:12:20
装备制造技术(2019年12期)2019-12-25 03:06:52
上海建材(2019年4期)2019-05-21 03:13:04
科技创新与品牌(2019年12期)2019-02-06 04:03:29
紫禁城(2017年6期)2017-08-07 09:22:52
中国铸造装备与技术(2015年5期)2015-12-10 10:23:33
