自动上料系统优化改造研究
2022-06-25 22:36郝伟凯王亚敏
科技资讯 2022年13期
郝伟凯 王亚敏
摘 要:该企业为提高转炉、LF炉钢水质量以及皮带上料的生产效率,对已有的长材自动上料控制系统进行技术优化改造。优化改造的内容主要包含以下6个方面:网络系统优化改造、三通分料器虚拟限位、供电系统治理、设备联锁解除、皮带秤重量采集方式改造、限位故障自主报警。通过改造优化,满足了实际生产需求,实现了提高作业效率的目标。
关键词:自动上料系统供电系统网络改造 限位故障自主报警
中图分类号:P415.1 3文献标识码:A 文章编号:1672-3791(2022)07(a)-0000-00
随着我国钢铁产业发展,自动上料技术的应用在提高生产效率、减小操作工工作强度、节能降耗方面发挥着重要作用。
當前国内各大钢厂铁合金上料、辅原料上料大多采用现场手动或画面半自动上料模式,极大束缚了自动化生产水平。并且由于皮带远程站距离主控室较远,皮带产线长[1],一旦发生设备故障或网络闪断极易影响生产节奏同时消耗大量人力去排查故障点。自动上料系统优化改造研究,对于节能降耗、提高产线自动化水平可靠度、增强冗余防错能力,起到至关重要的作用。
1网络系统优化改造
1.1交换机环网
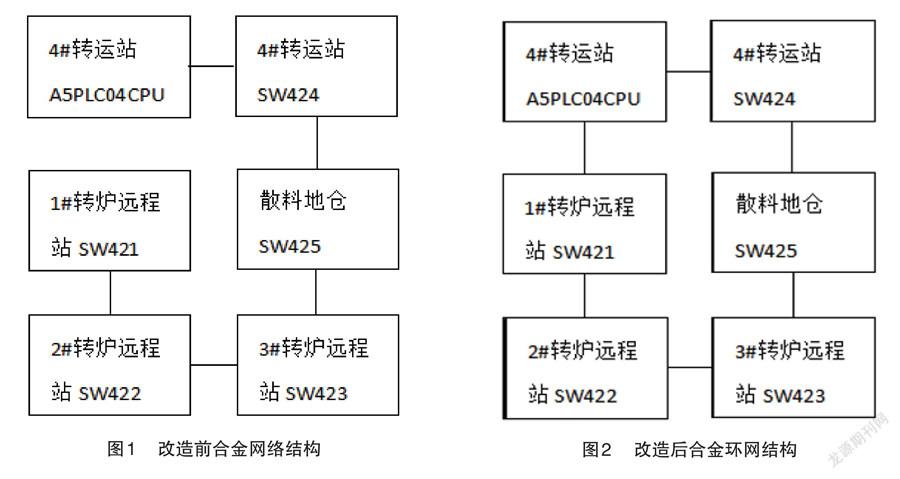
原系统采用的是菲尼克斯交换机串联的网络结构, 以A5铁合金料自动上料系统为例,如图1所示,将4#转运站的A5PLC04柜内的CPU作为起点,首先连接到该柜内的交换机,接着连接到散料地仓的交换机,再连接到3#转炉远程站的交换机,再连接到2#转炉远程站的交换机,最终连接到1#转炉远程站的交换机。
串联网络的缺点是一旦任何一个交换机故障或与之相连的PN线故障,该交换机、PN线以及后面相连的所有交换机都将掉站,上料区域现场最大的特点就是距离远,远程站距离上料主控室约2km,而且现场不同方位分布多个远程站室,一旦出现网络故障,维护人员去现场排查解决故障的时间段内将不能进行上料操作,进而影响转炉、精炼的冶炼计划,对生产节奏造成极大制约。
该文首先根据原有设备特征提出了改造思路与设想[2],即根据原有的网络设计结构与硬件设备特征,依据现场网络距离长的特点与多年的维护经验,提出交换机环网的改造方案和构想。依旧以A5铁合金料自动上料系统为例,如图2所示,改造后的网络将4#转运站A5PLC04柜内的CPU作为起点,首先连接到该柜内交换机SW424,接着连接到散料地仓的交换机SW425,再连接到3#转炉远程站的交换机SW423,再连接到2#转炉远程站的交换机SW422,接着连接到1#转炉远程站的交换机SW421,最终连接到A5PLC04柜内的CPU,由此形成一个环网。
1.2电振冗余控制
原铁合金地下料仓的电振、除尘操作箱的网络结构是从A0RIO901PLC柜内交换机出发,串联方式依次经过每个操作箱内的吉诺模块耦合器,一旦中间任何一个操作箱掉电或耦合器处接头松动,会直接影响该操作箱及其后所有操作箱电振、除尘控制。每次操作工发现异常叫修时间+技术人员去现场耗费的路程时间+排查解决故障时间≥30min。由于上料系统供应3个转炉、2个精炼,也就相当于每次总共影响生产150min。这个隐患严重制约着生产效率、人员的工作效率。本着最大限度保障生产顺行的目的,该文采用双路并行的控制逻辑,在每个电振画面里新增了强制按钮,点击强制按钮后,电振的控制命令将脱离原有的吉诺模块耦合器串联的网络结构,通过A0RIO901PLC柜内的交换机直接下发到每个电振对应的MCC柜内的智能马达控制器处。通过对电振控制方式的冗余处理,实现了皮带机上料系统的高效稳定运行。
2三通分料器的虚拟限位控制
原铁合金上料系统中H4三通分料器下有W1方向和H5方向两个方向,H4三通分料器开到位与关到位是靠接近开关感应,现场限位的安装位置距地面约4m,且无检修平台,检修人员更换检查此处的限位开关时有一定的安全风险。并且现场距主控室约700m,一旦发生限位开关检测故障,影响皮带停机时间约为半小时,严重制约着生产炼钢。
技术人员在Wincc画面上H4三通分料器弹窗里新增限位仿真功能,例如当H5方向限位故障时,操作工去现场或通过监控确认三通阀实际打到H5方向时,操作工点击限位仿真“允许”按钮、“H5方向”按钮,即可正常运行皮带,当故障的H5方向限位恢复后,操作工点击限位仿真“取消按钮”即可恢复原有的控制逻辑。
3供电系统治理
3.1柜内模块供电改造
原上料系统中现场的24V供电与柜内模板的24V供电均是由同一块PLC柜内的PM1507模块供电,一旦发生现场的24V限位控制线误接入大电压或大电流事故,将直接导致柜内的24V模块烧毁,不仅直接导致长时间事故停机,而且由于一次烧毁的模块数量过多,很可能造成因备件不足无法快速恢复生产的严重事故。该文在充分评估该隐患可能引发的后果后,在每个上料PLC柜内新加一块PM1507模块和几个空开,自此柜内的每个24V模块供电由新增的PM1507和其对应的空开进行控制,将现场的大电流、大电压隐患彻底屏蔽。
3.2菲尼克斯交换机双路供电改造
原设计中上料系统菲尼克斯交换机的供电仅由一路24V电源供电,此时模块上的“FAIL”后面的指示灯会显示红色,代表此模块存在非双路供电的报警,由于此交换机只有这一处报警灯,一旦发生其他故障,技术人员将不能快速直观地通过该故障灯判断故障点是否在交换机处,该文充分调研菲尼克斯交换机模块特性后,采用双路电源供电,“FAIL”后面的指示灯将不显示红灯,此改造为以后排查问题节约了处理时间、提高了作业效率。
4设备联锁解除改造
4.1皮带联锁解除
常规控制思路是逆启顺停,皮带秤装在H3、S3、S6皮带上,校秤时需要将皮带秤所在的皮带运转起来,考虑到校秤期间没必要将其他皮带启动,特此在画面上增加每条皮带的启动联锁、运行联锁投入解除按钮,点击联锁解除按钮后,可直接启动该皮带,进而节约了能源。
4.2给料机联锁解除
当操作工计划将2#石灰仓的转炉石灰90下到1#转炉5#辅料料仓。此时物料的工艺流程是:2#石灰仓给料机的转炉石灰90,通过S6皮带运至S5皮带,再由S5皮带运至S5三通分料器,再由S5三通分料器运至S4皮带→最终由S4皮带运至1#转炉5#辅料料仓。
画面上2#石灰仓给料机的启动运行联锁是2#石灰仓的物料名称、物料代码与1#转炉5#辅料料仓的物料名称、物料代码一致,S6、S5、S4皮带均为自动模式且正常运行,2#石灰仓给料机选择集中、供电正常、无过载,无运行反馈报警、启动命令正常发出,S5ST三通分料器选自动且打到S4方向,S4卸料车在1#转炉5#辅料料仓处。其中任何一个条件不满足,则不能启动电振。技术人员在每个给料机上增设启动/运行联锁解除、投入按钮。若以上联锁信号误报,需临时强制启动给料机时,可直接在画面上进行联锁解除。此联锁解除功能保证了电振给料机的平稳运行,提升了电振给料控制的稳定性。
5皮带秤重量采集方式优化改造
S6皮带上有两台西门子皮带秤,1#南秤和2#北秤,这两台西门子秤的作用是核对唐钢钢源处料损失率是多大。原辅料系统的设计中每天通过S6皮带上料多少,几点上料,上的料的料种名称均需要被计量知道。一般计量数据由三级传入,三级数据又由二级传入,二级数据又由一级传入,但由于上料系统最初设计只与转炉一级系统通信,不直接连到二级或三级。同时考虑到走一般路径需要花费大量资金请二级厂家修改二级系统,因此最初的系统需要操作工手动记录、计算拍照发给计量单位。操作工上料任务多时很容易造成遗漏,影响两边的核算准确度。
5.1利用WINCC画面采集
技术人员在现有的石灰画面里,新增上料記录按钮,操作工需要查看S6皮带秤的上料历史记录时点击此按钮,会立即弹出一个包含最新20条的S6皮带秤相关的上料记录。包含着上料起止时间、上料量、对应的料种名称信息。操作工可拍照发到作业区内部群,不需要查看时再点击一下该按钮即可。这个优化改造方案的优点是可视化程度高,操作工查看方便,避免人工计算,缺点是需要人工拍照上传、记录条数较少。
5.2采用与计量通讯采集
计量人员利用固有系统,本着最大程度降低投入提高效率的原则,通过计量系统原有网络结构,根据上料系统CPU的IP、槽号直接进行通讯,进而采集到上料系统两个S6皮带秤的瞬时量、累积量。这个优化改造方案的优点是上料系统改造较少[3],同时记录全面、全程无需人工干预,进而降低了岗位人员劳动强度[4]。
6限位故障自主报警
上料系统共3辆皮带卸料车,分别是H5皮带卸料车、S4皮带卸料车、W2炉后合金皮带卸料车,前两辆卸料车是由格雷母线位置检测装置对卸料小车进行定位[5],画面上实时显示卸料车编码电缆码值,操作工可直接根据码值变化情况判断出H5、S4皮带卸料车运行正常与否。卸料小车定位是确保铁合金准确输送到对应料仓的关键[6]。但是W2炉后合金卸料车没有安装编码电缆,仅仅靠9个仓位限位、2个极限位控制停车。现场炉后合金卸料车所在位置也未安装摄像头。原有的设计思路是当W2卸料车在1炉1仓,操作工在画面上选择将W2卸料车在手动对位模式下开到1炉2仓,若此时1炉2仓限位故障导致感应不到,W2卸料车将继续前行到1炉3仓,1炉3仓限位感应到时自动反方向行车到1炉1仓,之后在1炉1仓与1炉3仓之间做无休止的往返的运动。操作工看不到此时的现场情况,并且画面上也没有相应的报警提示,十分耽误上料进程,影响生产效率。
该文本着凡事应未雨绸缪的工作理念,充分评估现场结构、程序逻辑,采用限位故障自主报警的方法。新的程序逻辑是:当W2卸料车在1炉1仓,操作工在画面上选择将W2卸料车在手动对位模式下开到1炉2仓,若此时1炉2仓限位故障导致感应不到,W2卸料车将继续前行到1炉3仓,1炉3仓限位感应到时W2卸料车自动停车,同时炉后合金画面上1炉2仓的仓号变红。此时操作工可继续任意方向动车,再次实验感应到1炉2仓限位时,1炉2仓仓号恢复到原来的颜色。若仍然感应不到1炉2仓限位,则及时报修。这个限位故障自主报警功能的投用相当于操作工有了“千里眼”,能身在主控室不借助监控摄像头实时判断W2卸料车位置与确定每个仓位限位故障与否。
7结语
长材上料系统的优化改造方案,充分考虑生产实际需求,多次进行现场调研,凭借专业技术人员多年积累的运维经验,经过长达半年的生产检验,运行情况良好,多次避免因上述风险导致的生产中断事故,满足了炼钢区域的生产需求,提高了作业效率。该方案提供的运维改造思路,可推广应用到其他自动化控制系统中,具有广泛的应用前景。
参考文献
[1] 蒋同祥,杜方友,徐瑞杰,等.转炉辅原料自动上料系统优化[J].山西冶金,2021,44(3):210-211.
[2] 胡骏鹤.精炼炉上料系统优化改造研究[J].中国金属通报,2018(10):194,196.
[3] 王洪光.天铁料场上料系统改造[J].天津冶金,2018(3):27-28,33.
[4] 杨奕兵.精炼炉上料系统优化改造[J].现代冶金,2018,46(2):40-42.
[5] 胡小伟.基于西门子PLC的转炉上料系统[J].冶金自动化,2020,44(S1):161-163.
[6] 纪光辉.铁合金输送系统全自动功能的实现[J].冶金自动化,2019,43(2):55-59.
基金项目:唐山工业职业技术学院科研规划项目2021—2022年度立项课题“机电一体化专业教育与炼钢自动化一级控制的融合发展研究”(项目编号:YJKT202154,主持人王亚敏)。
作者简介:郝伟凯(1997—),男,本科,科员,研究方向为炼钢一级。
王亚敏(1986—),女,硕士,讲师,研究方向为机电一体化专业教育。
猜你喜欢
启迪与智慧·上旬刊(2019年5期)2019-09-10
作文·初中版(2019年8期)2019-09-09
科学导报·学术(2017年12期)2017-10-21
科学与财富(2017年24期)2017-09-06
科学与财富(2016年24期)2017-03-29
科技创新导报(2016年27期)2017-03-14
科技创新导报(2016年4期)2016-11-19
智能制造(2015年10期)2015-11-04
城市建设理论研究(2011年28期)2011-12-31
集装箱化(2009年8期)2009-09-21