
装配式混凝土预制柱工法研究
2022-06-24 09:14牛小平赵志红
山西建筑 2022年13期
牛小平,赵志红
(山西省安装集团股份有限公司,山西 太原 030032)
1 概述
山西省安装集团股份有限公司从2018 年以来开始参与建设山西建筑产业现代化园区,当年完成了晋东南园区和晋中园区的PC 工厂建设,并全部投产,自此开始了PC 构件产品的研究和生产实践。山西建筑产业现代化晋中园区的综合服务区办公楼装配式建筑,由该公司负责总承包建设,A 栋为装配整体式混凝土框架结构,装配式混凝土构件在晋中园区PC 工厂生产。框架柱作为该栋办公楼的竖向承重构件,公司对其预制生产质量非常重视,重点开展了装配式混凝土预制柱工法的研究。
2 工法原理
混凝土预制柱面临的技术问题是如何工厂化生产,从工艺、生产等角度综合考虑,该工法可以有效地解决工厂化生产中的难点。预制柱作为装配式建筑框架结构主要的结构构件,对截面尺寸、配筋、连接节点都有严格的要求,工厂加工构件的精确度和质量直接影响到现场安装施工(如图1 所示) 。使用定型钢模具作为预制柱模板,可以很好的控制预制柱构件截面尺寸偏差到毫米级,对于预制柱的平整度、垂直度及灌浆套筒的定位也可以精准控制,同时对于每一根主筋伸出的位置也非常准确,极大的提高了预制柱的成型质量与外观效果; 伸出主筋和全灌浆套筒作为预制柱竖向连接物,其位置及间距的精准度直接影响到与上层建筑连接是否可以达到设计和标准要求,所以针对预制柱伸出筋位置,对模具的开孔和灌浆套筒的定位有严格的要求; 节点连接是施工控制中的重中之重,也是装配式混凝土预制柱工法研究的核心。

图1 预制柱安装现场图
3 生产工艺要点
3.1 工艺流程
工艺流程: 构件深化→模具设计→预制前准备→构件制作→质量控制[1]。
3.2 构件深化
1) 预制柱构件深化设计流程: 结构施工图设计→预制构件拆分方案设计→预制构件深化图→预制构件综合加工图。2) 预制柱构件深化设计基本要求: a. 预制柱在单体建筑中规格少,同类型构件的模具可以重复使用;b.预制柱深化设计(如图2 所示) 应综合考虑对装配式施工安装调节和施工偏差配合的要求; c. 预制柱水平接缝处不宜出现全截面受拉应力; d. 预制柱高度尺寸按照建筑层高确定,截面尺寸按柱表尺寸确定。
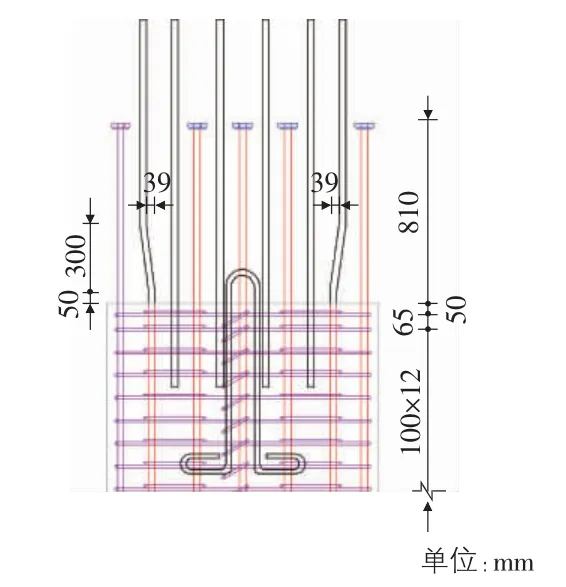
图2 预制柱深化设计
3.3 模具设计
1) 按照预制柱设计图纸对模具四边设计边模,并对边模的平整度、相互间的垂直度严格要求。
2)根据预制柱伸出筋的位置、大小、间距以及吊环位置、大小,对顶模设计开圆孔或者槽孔,严格按照图纸设计;要求孔径为伸出筋直径+4 mm,槽口为吊环边缘+2 mm。
3) 根据预制柱底面灌浆套筒的位置,间距,对底模设计开孔,孔径为柱灌浆套筒固定螺栓直径+4 mm,位置间距为±2 mm。
4) 参考构件重量对模具底模设计,模具侧边模与底模设计成合页式结构(如图3 所示) ,用于提高模具的使用效率,加强模具的整体性,同时减少制作过程中工人的吊装次数,对安全问题加以预防。
图3 装配式 混凝土预制柱合页式模具
3.4 预制前准备
1) 钢筋笼规格、尺寸、形状、箍筋数量等符合图纸要求(如图4 所示) ,钢筋与灌浆套筒预埋符合规范要求JGJ 355—2015 钢筋套筒灌浆连接应用技术规程。

图4 装配式 混凝土预制柱钢筋安装
2) 灌浆套筒进场时应对其进行接头型式检验,确定见证人员和取样人员,送至第三方有资质机构进行检验,并出具检验报告。第三方资质机构对灌浆套筒外观、外形尺寸进行核查;对钢筋原材拉伸性能、对中单向拉伸性能、偏置单向拉伸性能、大变形反复拉压性能试验,检测其性能是否符合要求(注:因需国检型式检验,故灌浆套筒、相匹配的灌浆料等材料及钢筋套筒连接接头需提前一个月送检) 。
3) 灌浆料必须与灌浆套筒匹配,且配比及使用应符合规范JG/T 408—2019 钢筋连接套筒用灌浆料,必须保证进、出浆口、排气孔通畅,无异物。且对首次施工,宜选择有代表性的部位进行试制作、试安装、试灌浆; 灌浆料进场时应对其进行型式检验,由第三方有资质机构进行检验,并出具检验报告,检验其流动度、竖向膨胀率、抗压强度、氯离子含量等(注:待检验全部合格后,方可进入构件预制工序)[2]。
3.5 构件制作
1) 模具内部必须平整、光洁,将脱模剂用海绵刷先涂边模,再涂底模和端模,涂抹时手势一致,且不可有积液。
2) 灌浆套筒定位安装: 灌浆套筒定位座安装在底模对应孔位,定位橡胶安装在底模内侧,螺栓在外侧。套筒与定位橡胶连接,精确定位套筒位置。
3) 灌浆套筒进出浆口:预制柱四面灌浆套筒进出口,上下面灌浆套筒进出口引出套管,在上面统一进出浆,左右套筒在侧模定为开洞,引出套管进出浆料。
4) 确定加工构件尺寸规格与图纸一致,检查上边模外端的箍筋长度是否满足图纸要求; 连接点处钢筋是否全部绑扎;检查钢筋是否有位移; 注意边模与底模黏合处,其缝隙的结构胶是否均匀涂抹,钢筋不可有大面积的腐蚀和锈斑。
5) 当构件截面尺寸大于500 mm×500 mm,制作时采用分层连续浇筑(如图5 所示) 、振捣,间歇时间不超过混凝土初凝时间(混凝土非流动、未初凝) ,每次浇筑400 mm,总数不超过3 次; 浇筑时间间隔以温度为主,5 ℃~15 ℃,间隔1 h 左右,15 ℃以上,间隔0.5 h 左右;浇筑时分层下料,每层厚度为振动棒有效振动长度;经常观察模板、钢筋、螺栓、预埋预留等有无移动情况。采用插入式振捣器,插入的间距不大于振捣器作用部分长度的1.25 倍,振动棒插入间距500 mm ~700 mm,不可漏振;振捣棒插入下层3 cm ~5 cm。尽量避免碰撞预埋件、预埋螺栓,放置预埋件位移。最后用抹子压光抹平,在初凝前二次收面闭合收缩裂缝。

图5 装配式预制柱混凝土分层浇筑
3.6 材料要求
为达到预制柱的各项指标,对材料有如下要求:1) 符合设计要求的构件模具;2) 符合设计要求的灌浆套筒以及与之配套的灌浆料;3) 符合构件要求的钢筋、混凝土等原材。
3.7 质量控制
1) 已完成浇筑、振捣、找平的预制柱,进行蒸汽养护,且养护时间不得低于8 h; 满足养护时间后即可拆卸边模,后续仍需覆膜和浇水且进行常规养护,常规保湿养护不得少于7 d。
2) 预制柱蒸汽养护结束后即可拆除两侧和端部模板,在同条件混凝土试块强度达到设计强度75%以上方可拆除底模和起吊转运至堆场,待同条件混凝土试块强度达到设计强度以上时方可按规定程序出厂。
3) 按型号分类,平铺存放,间距保持一致,到堆场后,覆膜、盖棉、洒水养护,洒水间隔为2 h/次,作业面积为100%。
3.8 效益分析
效益分析见表1。
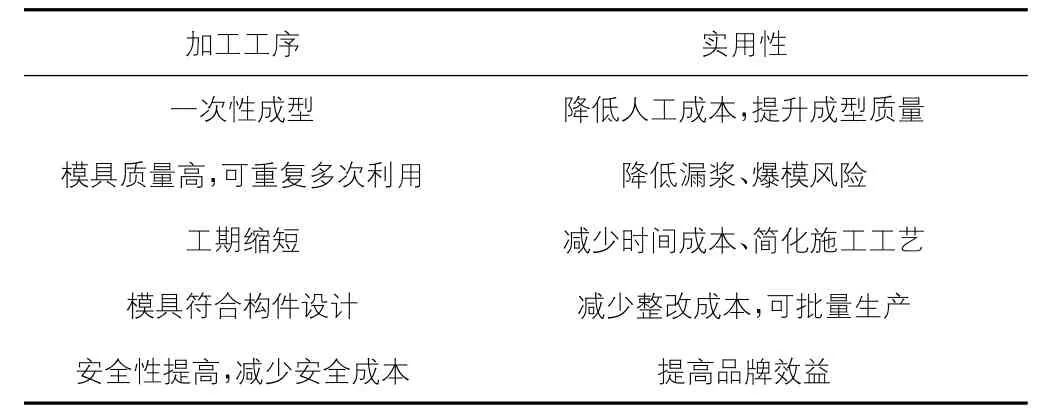
表1 技术经济效益分析表
预制柱模具设计及生产应用是针对混凝土预制柱生产制作的工艺方法,相对于传统的现场制作,精简了加工工艺,提高了加工效率和加工精度,确保了预制柱成型质量(如图6 所示) ,杜绝了机械伤害的发生,极大减少了后期整改费用,受到了建设单位、监理单位、施工单位及同行的一致好评[3]。

图6 预制柱成型效果
3.9 应用实例
1) 应用实例一:山西建筑产业现代化晋中园区二期4 号综合楼A 楼为装配式建筑框架结构,地下1 层、地上9 层,地上建筑面积12 650 m2,其中设计2 层~9 层采用预制柱,其规格种类为25 种,总数为144 根,总量约为390 m3(如图7 所示) 。

图7 装配式建筑框架结构应用实例一
2) 应用实例二:山西建投晋南建筑产业有限公司办公楼装配式框架结构,总建筑面积13 042.79 m2,2 层~4 层装配整体式框架结构应用预制柱94 根,该预制柱通过工厂深化设计,采用定制钢模生产(如图8 所示)[4]。

图8 装配式混凝土预制柱应用实例二
4 结语
装配式建筑框架结构预制柱的现场安装质量是工程的重点也是难点,而安装的难易很大程度上取决于预制柱成型质量,预制柱外伸钢筋位置的准确性,预制柱灌浆套筒位置的准确性,故而装配式混凝土预制柱工厂化生产的工法研究非常必要,对于工法应用的可靠性验证也很关键,公司在这方面做的一些工作和形成的经验成果,必将有益于行业的进步,有助于推动装配式建筑的发展。
猜你喜欢
建材发展导向(2022年12期)2022-08-19
智能建筑与工程机械(2022年2期)2022-06-29
电子乐园·上旬刊(2022年5期)2022-04-09
建材发展导向(2021年9期)2021-07-16
装备维修技术(2021年20期)2021-03-29
中国水运(2020年7期)2020-11-06
上海建材(2020年3期)2020-09-25
智能建筑与工程机械(2019年1期)2019-09-10
幼儿教育·教育教学版(2016年5期)2016-09-30
珠江水运(2015年15期)2016-02-21
