催化氧化+分子筛流动床系统在高浓度有机废气中的应用
2022-06-23 08:32张红伟
环境科学导刊 2022年3期
张红伟
(维珂瑞[北京]环境科技有限公司,北京 100012)
关键字:催化氧化炉;分子筛流动床;有机废气;高浓度;低排放
0 引言
医药行业在我国一直是环境污染大户,由于其废气成分复杂、污染危害严重、废气排放呈现不规律性等特征,因此开发适应性强的废气处理系统在制药工业废气治理领域中显得尤为关键。
近年来,催化氧化与吸附脱附装置备受废气治理行业的青睐。催化氧化装置(CO)是将废气中的有机污染物如苯类、酮类、酯类、酚类、醛类、醇类、醚类、烃类等进行催化氧化,分解为CO2和H2O等小分子化合物。催化氧化处理装置均设有余热回收模块,预热后续进入的有机废气,从而节省废气升温的能源消耗。吸附脱附装置主要有活性炭与分子筛,有研究指出[1]沸石分子筛单位传质长度的平均传质速率是活性炭的1.42~4.66倍,虽然相同吸附、脱附温度下,活性炭的工作容量要大于沸石分子筛,但沸石分子筛的优势是,在210℃可几乎完全脱附彻底,且浓缩倍率可达到48倍以上,连续吸附、脱附对沸石分子筛影响不大,更加适合连续吸附、脱附的工作。分子筛吸附脱附利用吸附—高温脱附浓缩—冷却再吸附,三项连续的变温吸附、脱附的程序化过程,使得低浓度有机废气浓缩为高浓度的废气,该技术主要是降低了后续处理装置的投资成本。介于以上两设备的优势,分子筛吸附脱附+催化氧化工艺应用较为广泛,现有研究[2]也阐明低浓度有机废气净化处理易采用分子筛吸附脱附与催化氧化连用技术,此工艺技术也已成熟,并且具有很高的实用性。但现有技术并没有提及适用于高浓度(≮10g/m3)、低排放标准(20mg/m3)的废气处理技术。
基于以上的认识与现有技术针对高浓度有机废气处理存在的缺陷,本文给出一种催化氧化+分子筛流动床处理高浓度有机废气处理的最佳处理技术,为高浓度有机废气的处理提供高效、节能、低投资的处理方案。
1 工艺说明
催化氧化+分子筛流动床系统应用于北京某制药厂,整套处理系统用于包衣车间高浓度有机废气的处理,治理宗旨是高浓度、低排放,满足北京市挥发性有机物的排放标准(医药行业),即20mg/m3。
投入建设的催化氧化+分子筛流动床系统如图1所示,包括废气源、催化氧化系统(含CO炉与氧化风机)、分子筛流动床系统(含分子筛流动床系统包括分子筛流动床、吸附风机、脱附风机、冷却风机、加热器)、水冷却器预处理系统(含降温与除湿两个单元)、检测仪表、控制系统,CO炉设计处理能力7000Nm3/h。本系统设有CO炉高温出气(≮150℃)回用管路,充分利用高温气的热量,一部分回流至CO炉进口,减少CO装置的热负荷;一部分用于分子筛脱附,降低脱附过程的电能耗量;高温气体的回流,也减少后端水冷器和分子筛流动床的设备投资,本系统实际应用价值较高。此外,根据CO炉氧化分解产生大量水,出气温度与湿度较高,会造成分子筛吸附丙酮能力下降,因此水冷却器具备的降温除湿的特点保证了分子筛装置的吸附率,是不可或缺的一个处理模块。CO炉与分子筛流动床联用的工艺,拓展了催化氧化炉与分子筛装置传统的应用范畴和领域,尤其适用于处理高浓度有机废气,在提高处理效率的同时,降低投资成本和运行费用。
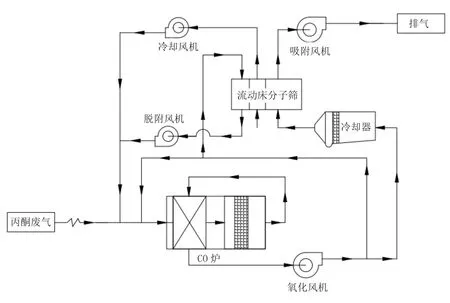
图1 催化氧化+分子筛流动床系统
2 应用效果分析
催化氧化+分子筛流动床处理系统于2017年8月完成安装调试工作,在系统设备调试、试运行的同时,进行了一系列数据采集与分析。
2.1 运行关键参数
(1)进气成分:丙酮;
(2)进气温度:≤30℃;
(3)进气湿度:≤80%;
(4)进气浓度:<1/4 爆炸下限;
(5)CO炉的最高效、最节能的处理温度为350℃;
(6)CO炉空速综合考虑设备成本、较高处理效率等问题,选用12000Nm3/h;
(7)吸附进气:≤40℃;
(8)脱附温度:180~220℃。
2.2 CO炉单独处理与联合处理的去除效率分析
CO炉进气浓度为6g/m3,处理能力保持在7000Nm3/h,整机系统在没有预热的条件下进行,CO炉单独处理与联合处理的去除效率曲线如图2所示。基于CO炉处理丙酮废气的97%去除效果,当进入CO炉的丙酮废气高达6g/m3时,出气浓度为180~210mg/m3,满足不了20mg/m3的低浓度排放标准,运行结果也证实了这一点,CO炉单体设备处理效率稳定后基本保持在97%~98%内。此外,图中亦可见,CO+分子筛流动床系统随着运行时间的加长,炉膛与分子筛脱附温度不断上升,经过60min后整套系统去除效率达99.8%以上,出气浓度完全低于20mg/m3,达到高浓度进气、低浓度排气的预期效果。随后随着时间的加长,去除效率无较大波动,可见,本系统处理过程较为稳定。
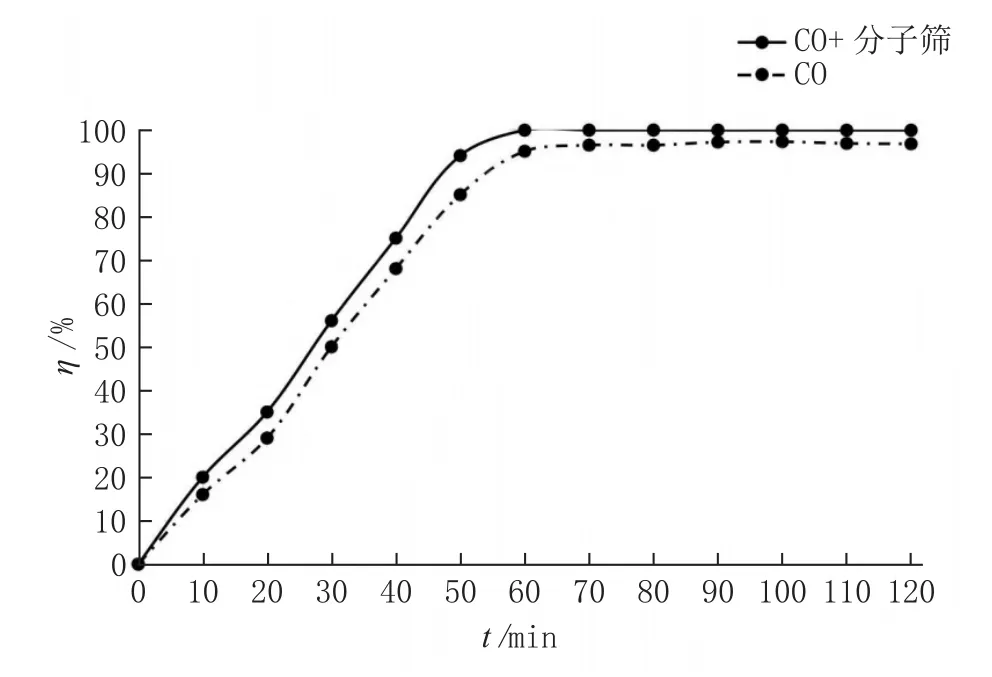
图2 CO炉单独处理与联合处理的去除效率曲线
2.3 系统入口不同废气浓度对去除效率影响的分析
介于制药厂包衣车间废气具有浓度高且波动大的特点,在系统调试过程中,遵循逐渐增长的梯度式浓度变化,取7个浓度变化,最终达到CO炉的处理浓度上限值7~8g/m3时停止,分析CO炉进气浓度是否会影响系统的处理效率,CO炉进气浓度与处理效率的关系曲线见图3。由图中可看出,当CO催化氧化炉入口丙酮废气浓度在2~8g/m3之间呈线性变化时,废气源浓度最高几乎达至15g/m3,系统废气在氧化分解和吸附后的去除效率随入口废气浓度升高而变化的幅度非常之小,系统去除效率基本保持在99.8%以上,结果说明,本系统处理效果几乎不受进气浓度的影响,体现了系统的高效性、稳定性与可靠性。
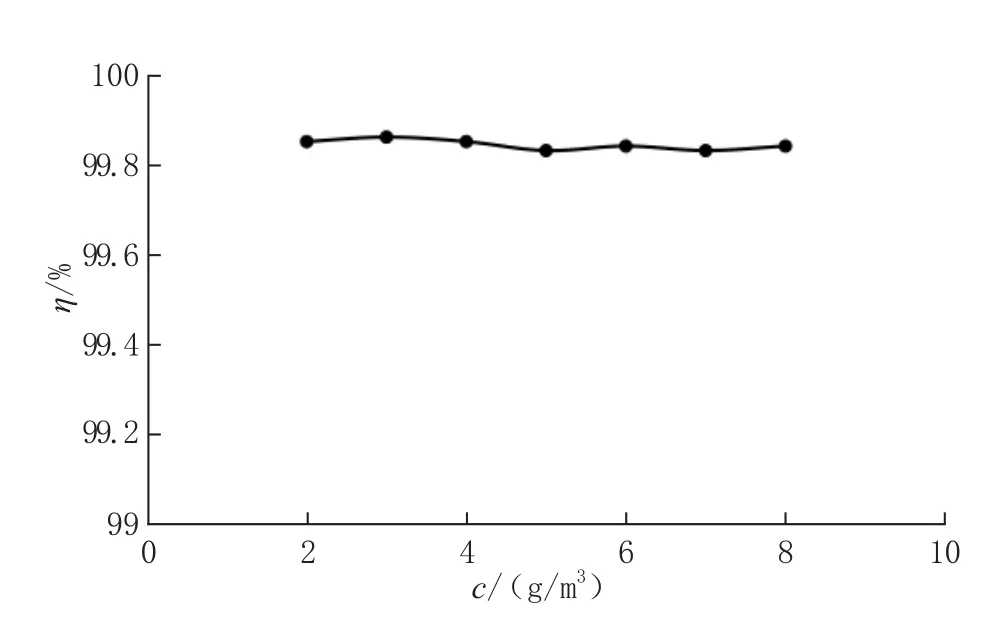
图3 CO炉进气浓度与处理效率的关系曲线
3 工程应用情况
催化氧化+分子筛流动床系统应用于包衣车间高浓度丙酮废气的处理。系统处理能力保持在7000Nm3/h,正常运行参数内,不同工况下系统去除效率见表1。由表可知,在处理系统正式运行过程截取的三组处理数据,均体现系统的高效性、稳定性与可靠性,且整套系统从竣工验收至今一直用于生产,运行状况良好,处理效果优越,完全满足初始设计时的宗旨,即高浓度进气、低浓度排放。
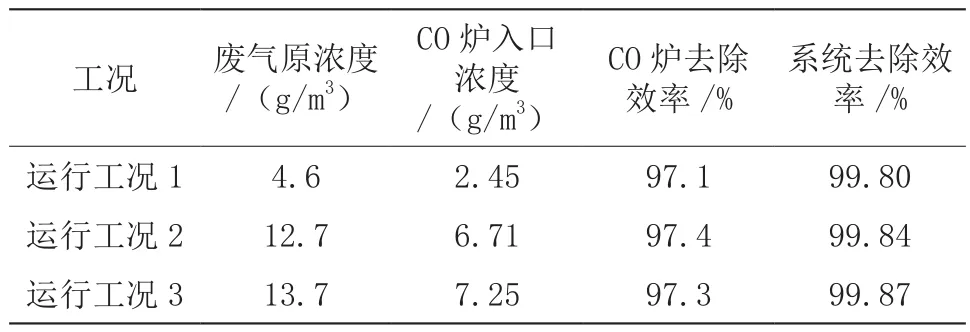
表1 催化氧化+分子筛流动床系统不同工况下运行的去除效率
本文给出的前端设置CO炉,后端联用分子筛流动床装置,在满足排放标准的同时,使得所有设备均发挥最大处理作用,也充分利用热量回用、最大可能减小后端设备处理能力的设计优势,为高浓度进气、低浓度排气的工况条件提供合理、有效、低成本的处理方式,为废气治理行业提供参考价值。
4 结论
(1)CO炉单体设备处理效率基本保持在97%~98%内;CO+分子筛流动床系统去除效率达99.8%以上,出气浓度完全低于20mg/m3。
(2)当CO催化氧化炉入口丙酮废气浓度在2~8g/m3呈线性变化时,废气源浓度最高几乎达至15g/m3,系统废气在氧化分解和吸附后的去除效率随入口废气浓度升高而变化的幅度非常之小,系统去除效率基本保持在99.8%以上,体现了系统的高效性、稳定性与可靠性。
(3)催化氧化+分子筛流动床系统可有效应用于高浓度有机废气的治理,实现低浓度排放的要求。
猜你喜欢
科学导报(2022年32期)2022-06-09
有色金属(矿山部分)(2021年4期)2021-08-30
昆明医科大学学报(2021年4期)2021-07-23
中华养生保健(2020年9期)2021-01-18
分析化学(2019年3期)2019-03-30
安徽化工(2018年2期)2018-05-22
绿色科技(2017年8期)2017-05-22
中国科技纵横(2017年7期)2017-05-16
绿色科技(2017年2期)2017-03-23
WTO经济导刊(2014年7期)2016-03-22