
智慧路灯用冷弯异型钢管成型工艺
2022-06-23 02:45李庆斌
焊管 2022年6期
0 前 言
智慧路灯是近几年出现的新型产品, 它采用“多杆合一” 的方式, 可将5G 微基站、 道路红绿灯、 指示牌、 天网监控、 电子警察等功能集成到智慧路灯灯杆上, 成为智慧城市数据采集交互的节点, 为建设“大联动微治理” 提供良好的载体平台; 同时可以作为遍布城市的智能服务终端, 为市民提供更加便捷的城市服务, 从而实现传统市政建设与新基建的完美融合。 由于其具备良好的竞争优势与发展潜力, 加之受智慧城市与5G 的政策支持, 近年来发展迅速, 已渐渐形成千亿级的市场规模, 发展前景可观
。
截至目前, 智慧路灯仍采用传统工艺进行生产, 其核心部件包括多功能杆、 边缘计算控制器及系统平台, 其中多功能杆是智慧路灯的基础,也是实现智慧路灯各预设目标的有力支撑, 这就对智慧路灯杆体, 即多功能杆的生产工艺提出了极大的挑战, 同时智慧路灯上负载设备众多, 精度要求较高, 进而对杆体的加工提出了更高的要求。 经过长期市场调查及国内各生产工艺优劣对比, 最终选定以冷弯异型钢为多功能杆的承载主体。 冷弯异型钢管是一种经济断面型材,能满足多功能杆中各种功能的要求, 而且冷弯异型钢管具有截面模量大、 抗扭和抗冲击性能好、 稳定性好的特点, 加上现在的材质可选择范围大, 以及具有拉伸、 弯曲变形等深加工的优势。 因此研究智慧路灯用冷弯异型钢管的成型工艺, 对开展智慧路灯智能制造项目, 提升产品技术性能优势, 促进智慧城市更好发展都具有十分重要的意义。
智慧路灯灯杆集成了智慧路灯与异型钢管的特点, 不仅可充当灯杆, 也可承担5G 网络功能, 同时也比较美观。 本研究针对双凹槽系列异型管, 研究了其成型工艺。
2011年,合肥在中国休闲城市排行榜上位居第12位,在中部六省省会城市中排名最靠前,被誉为“最具创意休闲城市”[2],合肥在制定“十二五”旅游规划时提出打造合肥之夜的构想[3],近几年,合肥经济腾飞,2011年GDP达3 636.61亿元,同比增长15.4%,人均GDP超过7 000美元[4],城市居民生活水平有了极大提高,因此,合肥夜间旅游发展具有雄厚的经济基础及市场需求。夜间旅游的兴起与发展,对于城市旅游产业的发展而言有重要意义。
1 异型钢管在智慧路灯中的使用优势
1.1 结构优势
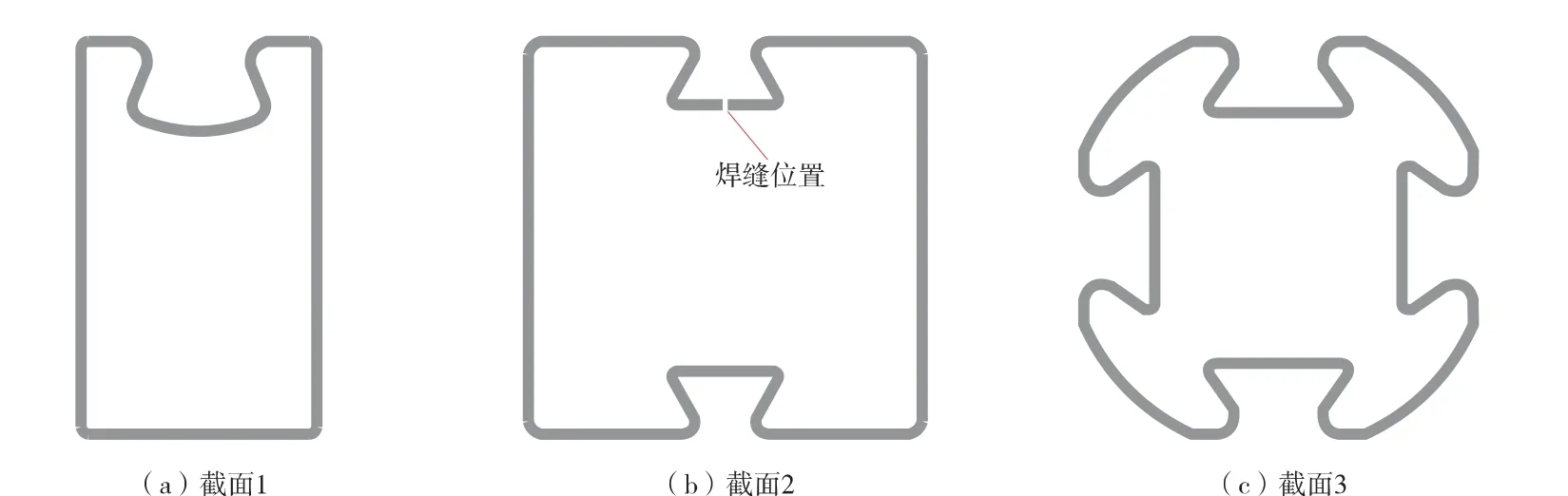
由于智慧路灯中融入了多种功能, 所以其灯杆中容纳的线路及电器元件较为复杂, 组成部分也远远多于其他普通路灯。 采用冷弯异型钢管由于其多样化的截面形状, 可以更有效的划分灯杆中的线路、 元件, 进行区域模块管理, 方便后期使用中对特殊区域的线路维护及状态分析。 所以冷弯异型钢管可以根据灯杆的功能要求, 设计成各种复杂的截面(如图1 所示), 既能满足功能要求, 又能提高美观度。 相对于传统的圆形灯杆, 更具有多变性和创造性, 更能体现出智慧路灯的创新性和科技感。 而且随着路灯结构的改进, 还会有更多新颖的、 截面复杂的冷弯型材应用其中。
1.2 价格优势
在智慧路灯灯杆原材料价格不断攀升的背景下, 本研究利用现有的智能柔性高精特钢制造系统
, 以钢带/卷板为原料, 通过高频焊接和冷弯成型方法, 生产所需规格的多功能杆, 可实现从钢卷到多功能杆件的全自动化连续生产。 与目前行业常用加工工艺相比, 每小时产能提升80%, 单件产品成本降低35%, 具有高效率、 低成本优势。
2 成型工艺设计
2.1 技术要求
冷弯型材是通过冷弯成型的方式将钢板辊弯成各式各样的产品, 通过改变不同部位的曲率半径逐渐进行形变加工, 这个过程中每轧制道次或每对成型辊仅对变形材料施加有限的弯曲变形, 所以轧制道次的数量主要取决于材料的抗弯性能和型材截面所要求的弯曲程度。 材料的抗弯性能越好, 弯曲角度越大, 则所需轧制道次越多, 此外它还与型材的宽度、 成型机架间距
、 型材所要求的尺寸精度等因素有关。
2.2 成型工艺
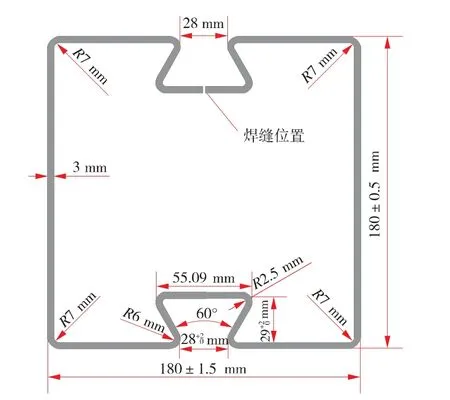
根据项目要求, 设计灯杆用异型钢管具体尺寸及公差如图2 所示, 材料为Q345B、 Q420、QSTE500, 其化学成分和力学性能均符合GB/T 1591—2018 《低合金高强度结构钢》 的要求。 具体要求是: ①截面尺寸公差要求不超过0.5 mm;②产品的表面光滑, 无明显压印、 折痕; ③焊缝位置只能在如图2 所示的位置; ④产品弯曲度公差每米不超过2 mm, 全长不超过0.2%;⑤产品扭曲度公差每米不超过1 mm, 全长不超过0.15%; ⑥产品平面度公差不超过0.4 mm;⑦其他要求均须符合GB/T 6728—2017 《结构用冷弯空心型钢》 的要求。
2.3 血清CA153对乳腺肿瘤的诊断结果与病理诊断结果对比 血清CA153对乳腺肿瘤诊断的敏感度、特异度、准确率、阳性预测值、阴性预测值分别为37.5%(15/40)、92.5%(37/40)、65.0%(52/80)、83.3%(15/18)、59.7%(37/62)。见表4。
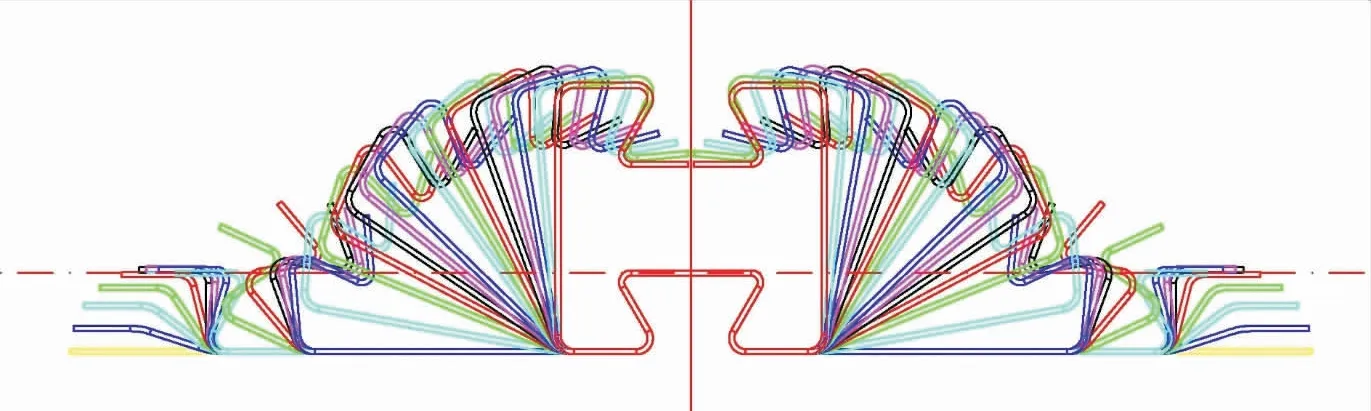
双凹槽灯杆完整成型过程如图6 所示。 在双凹槽异型钢管成型过程中最重要的是确保左右对称, 以及采用合理的仰角焊接
(如图7 所示)。仰角焊接能够确保异型管坯焊接面在挤压辊孔型横向挤压力和上压力作用下不发生下凹、 错位等现象, 其作用包括: ①保证焊缝强度; ②从工艺层面消除了焊接面下凹的可能性; ③有利于去除外焊筋。
2.3 轧辊道次设计
本次遥感解译滑坡8处,经野外调查,滑坡类型主要为岩质滑坡,滑坡形态多呈半圆形。解译正确7处,解译正确率为87.5%。
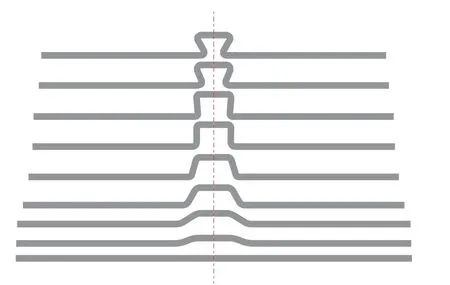
本套机组成型部分设计28 个轧制道次, 中间根据变形需要穿插安装立辊辅佐变形, 其中第1 道次为咬入辊, 可以提供钢带形变的初始动力
; 2~9 道次用于成型第一个燕尾槽, 先在钢带上轧出第一个燕尾槽的预设折点, 再经后续若干道次逐步改变曲率半径, 扩大弯曲程度
;最后缓慢挤压两侧水平部分钢带, 逐步缩小下侧两折点
的间距来实现燕尾槽的成型, 1~9 道次燕尾槽成型过程如图3 所示。 此部分重点为控制好钢带进入机组变形后中心线恒定不变, 否则将会出现预设折点被后续成型辊碾轧覆盖
或偏移的现象, 导致燕尾槽变形或倾斜。
从前,在土家族居住的黄水山上,有一个姓陶的医生。他家有个园子专种药草,他用这些药草给人治病。由于医术高明,远近都有人来请他去治病。陶医生出门的时候多,就请了一个姓黄的帮工来经管园子。
第10~17 道次用于双凹槽异型钢管第二个凹槽的初步成型。 在这部分成型过程中, 通过对第一个燕尾槽施加约束, 限制已成型的第一燕尾槽处于中间位置不变; 钢带两端则需要根据最终产品的尺寸定位型材各边的长度, 通过调整伺服电机
来调整两边轧辊的间距, 确保第二个燕尾槽预先成型到合理的角度和位置, 如图4 所示。

第18~28 道次用于型材的闭合及第二个凹槽的最终成型, 先折出两侧的上短边, 再利用上辊控制下短边长度, 通过下辊在钢带两侧提供方向对称、 大小相等的作用力使型材的长边逐道次合拢并趋向闭合, 如图5 所示。

灯杆用双凹槽异型钢管生产工艺流程: 原料钢卷→上料→开卷→直头→矫平→剪切对焊→成型→高频焊接→在线涡流探伤→定径→飞锯切断→输送辊道→打标→自动码垛→辊道台架→收集
。 本研究中由于两个燕尾槽无法采用先变圆后变异型
的工艺, 故采用折弯成型再焊接的工艺, 即计算每段曲 (直) 线的长度, 提前分配好材料总量, 并折弯关键点, 然后将每段曲 (直) 线弯折固定角度至成型, 而后焊接、 定型
。
根据图2 中的具体尺寸, 经计算得出α≈8.5°;采用仰角焊接后, 两焊接平面在焊接处形成一个尖角, 堆积在尖角处的外焊筋形成一个高点
,去除外焊筋的刀刃可以根据需要决定去除外焊筋的深浅, 同时不会对其他部位产生影响。
仰角焊接受焊接面长度a, 管胚厚度t, 焊接余量Δ
B 等因素制约, 其中仰角α 由焊接余量和焊接面长度共同决定
:

目前,从电动汽车报废的动力电池主要有两种处理方式,一种是梯级利用,另一种是拆解回收,如图3所示。梯级利用是将电池的使用寿命延长,当动力电池的容量降到初始容量的80%时,不再满足电动汽车的使用标准,但仍可在其他场合应用,如储能系统、电动工具等。当电池性能进一步下降到初始容量的50%以下,无法继续使用,则对电池进行拆解,回收电极材料。
3 工艺优点及调试
3.1 工艺优点
在轧辊的设计上充分考虑产品规格的特点,采用整体轧辊方式, 一套轧辊可覆盖所有规格的型钢产品, 轧辊共用率高; 成型方式受力合理,辊耗小, 机组能耗小。 在成型区域轧辊与带钢局部接触, 减少了接触面积, 相对减小了带钢和轧辊的摩擦, 辊耗减少, 机组成型能耗也相应减小
。
为了生产各种系列的异型钢管, 减少换辊次数, 提高效率, 故而采用快换工作台形式。 本机组共有两套成型定径机架, 一套使用, 一套备用, 分别安装在各自的台面上, 备用机架可提前安装好下一生产规格的模具。 备用快换工作台包括成型部分和定径部分的水平机架和立辊机架。更换产品规格时将备用机架用天车吊到工作台基座上, 上紧固定螺栓并连接传动轴(传动轴为快速拆卸形式), 更换机架停机时间不超过2 h。这种快速换模形式经过多次使用验证, 可完美处理冷却水回流问题, 同时可随时清理生产过程中脱落的氧化皮和灰尘。
3.2 带宽不符问题及解决方法
在轧辊安装调试中, 发现按其他产品钢带计算公式计算所得带宽较宽, 致使异型钢管在焊接成型后焊接部位凸出平面, 经过定型轧辊最终定型时, 虽然可轧平凸出部分, 但仍然导致燕尾槽开口张开, 尺寸大于设计图, 不能满足实际生产。
充分考虑焊接损耗、 成型收缩及折弯延伸等方面的影响, 采用新公式进行带宽计算。 以假设中性层的方式重新计算钢带宽度, 弧长部分采用公式 (3) 计算, 其中R 为弯角部分内侧半径,θ 为弯角相邻两条直边夹角; 而直边部分则用公式(4) 求出。 计算钢带宽度时还需要考虑定径、成型时的收缩和焊接时的损耗, 最终得出带宽D的计算公式(5)。 实际生产应用表明, 该带宽计算结果符合使用要求。

4 结束语
本研究中的冷弯双凹槽异型钢管经设计调试, 最终以28 个轧制道次生产出符合要求的产品, 兼具美观、 稳定、 经济等优势, 具备大批量生产、 模式化生产能力, 可成功应用于诸多智慧路灯建设项目, 推动智慧城市建设, 有良好的经济效益和社会效益。
[1] 金燕云,虞小林,邹志革. 基于路灯的智慧城市信息化建设[J]. 电力信息化,2012,10(2):6-9.
[2] 刑金良. 建筑结构用新型冷弯型钢的生产[J]. 焊管,1996(1):41-42.
[3] 魏敏. 汽车密封条钢带滚压成型轮组设计及工艺参数优化研究[D]. 南宁:广西大学,2017.
[4] 中国钢结构协会冷弯型钢分会. 冷弯型钢生产教程[M].北京:冶金工艺出版社,2014:103-117.
[5] 艾正青,刘继英. 复杂闭口截面冷弯型钢的成型及焊接工艺设计[J]. 焊管,2008(6):54-56.
[6] 刘全坤.材料成形基本原理[M].北京: 机械工业出版社,2010.
[7] 韩飞,刘继英,艾正青,等. 辊弯成型技术理论及应用研究现状[J]. 塑性工程学报,2010,17(5):53-60.
[8] 赵艳红. 冷弯型钢成型轧辊的设计方法[J]. 山西机械,2003(2):30-32.
[9] 马立东,刘才,邵涛,等. 基于网络的冷弯型钢智能CAD系统研究与开发[J]. 焊管,2009,32(10):26-29.
[10] 刘继英. 冷弯成型CAD/CAM 的一体化技术[J]. 北方工业大学学报,1996(3):16-23.
[11] 孙树华. 封闭冷弯型钢成形及剪切研究[D]. 哈尔滨:哈尔滨工业大学,2004.
[12] 小奈弘,刘继英. 冷弯成型技术[M]. 北京:化学工 业出版社,2008.
[13] 曹国富,曹笈. 高频直缝焊管理论与实践[M]. 北京:冶金工业出版社,2016.
[14] 李登超. 冷弯型钢及焊管生产技术[M]. 北京:化学工业出版社,2011.
[15] 陈秀岭. 金属型材冷辊轧成形工艺研究[D]. 秦皇岛:燕山大学,2005.
猜你喜欢
科技信息·学术版(2021年18期)2021-10-25
中国建筑金属结构(2019年4期)2019-05-15
中国建筑金属结构(2019年4期)2019-05-15
诗潮(2019年1期)2019-01-25
科技与企业(2015年15期)2015-10-21
新高考·高二数学(2014年7期)2014-09-18
环球时报(2009-11-25)2009-11-25
中国新技术新产品(2009年12期)2009-07-29
新媒体研究(2009年23期)2009-07-01
