
榆林市体育场清水混凝土预制看台施工技术*
2022-06-18 03:11:44崔晓龙万岳峰
施工技术(中英文) 2022年10期
崔晓龙,姜 斌,高 伟,万岳峰,王 蓉,梅 源
(1.陕西建工第九建设集团有限公司,陕西 榆林 719000;2.西安建筑科技大学土木工程学院,陕西 西安 710055)
0 引言
随着现代工业技术的迅猛发展,装配式建筑日益普及,在国家提倡装配化施工的政策推动下,预制装配率呈稳步上升趋势。如今,我国大多数体育场均采用预制看台板施工技术,例如国家体育场、深圳大运中心体育场、西安奥体中心等[1-3]。与现浇结构相比,预制看台施工效率高、施工质量易控制、外形美观。
关于大型场馆预制看台板的设计,马小玲[4]采用装配式组合结构看台板,利用BIM技术辅助设计,确保设计的合理性;王晋等[5]从深化设计、现场组织等方面成功解决体育场预制看台板的安装问题;李亚娟[6]采用电气专业一体化设计,优化了整体结构清水效果。
目前预制构件的深化设计大多采用BIM可视化技术,以提高预制水平。孙晓虎等[7]按正交法设计清水混凝土施工配合比,配制出耐久性优良的高性能清水混凝土;王巍巍等[8]分析了清水混凝土看台预制过程中常见的质量问题,并提出相应的质量管理措施;孟宪宏等[9]设计专用预埋件,并运用到看台板吊装中,提高了安装效率;闫瑞国等[10]解决了弧形看台的吊装拼缝质量问题。
预制看台施工全过程中,清水混凝土生产、看台板吊装等关键技术为施工控制重点。本文以榆林市体育场工程为例,阐述清水混凝土预制看台的施工全过程,对其关键技术进行总结,旨在为类似工程提供借鉴。
1 工程概况
1.1 项目概况
榆林市体育中心(体育场)工程项目位于榆林市西南新区,主体结构为钢筋混凝土框架结构,屋盖为钢桁架结构联合铝镁锰金属屋面,总建筑面积75 900m2,其中地上50 400m2。建筑高度为23.2m(室外地坪至主要使用房间顶面),看台棚顶最高为50m,为陕北地区典型的大体量公共建筑。
体育场看台分为高、低两区域,整体采用清水混凝土预制施工工艺,由看台板和踏步板组成。预制清水混凝土看台板共2 687块,其中U形看台板52块,单体重0.87~7.67t;L形看台板2 334块,单体重0.64~3.46t;平板形看台板297块,单体重0.31~2.14t;T形看台板4块,单体重3.15t。踏步板1 564块,单体重0.12~0.90t。看台板类型如图1所示。
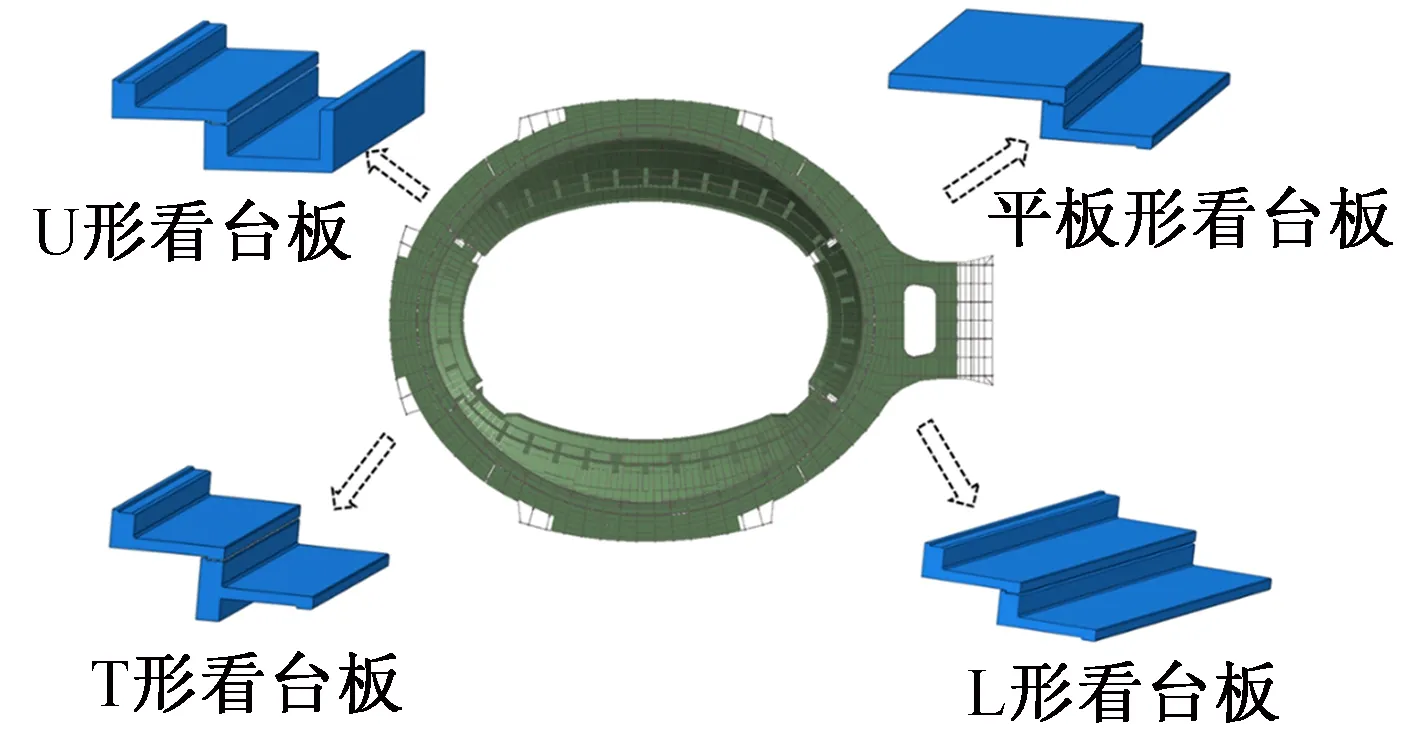
图1 看台板类型
1.2 施工重难点分析
1)体育场面积大,构件类型多,且构件尺寸多变,无法大规模批量生产。
2)构件生产安装时处于冬季,需考虑低温下混凝土预制构件的生产养护与存放问题,对清水混凝土在低温下的抗裂性能要求较高。
3)现场安装体量大,在构件尺寸不一的情况下,预制构件现场排版难度较大,需提高安装精度,保证看台整体安装效果。
4)预制看台板安装过程中穿插主体钢构件安装、装饰装修等工序,为防止对预制看台板造成损坏,安装后的成品保护至关重要。
2 预制看台板生产工艺
为保证构件施工质量,提高施工生产效率,本工程看台板采用清水混凝土工厂预制、现场装配的施工工艺。构件主要分为看台板和踏步板2类,看台板包括U形、L形、平板形、T形4类,构件规格尺寸不一,最大长度为9.0m,最大宽度为1.8m。清水混凝土预制看台板制作工艺流程如图2所示。

图2 清水混凝土预制看台板制作工艺流程
3 预制构件模板体系设计
3.1 模板体系设计
由于清水混凝土可直接作为结构的外装饰表面,结构尺寸精细度与外观质量加工效果的关键工序为模板设计。
1)为保证清水混凝土的装饰效果,一般按反打工艺的要求进行,即将看台板倒置。
2)安装后外露构件较多,应尽量使预制看台板的大部分外露面与模板接触,留置只需抹面处理的成型面,从而提高工作效率,最大限度地保证混凝土的外观效果。
3)清水混凝土模板设计在满足常规构件的刚度要求下,还应保证模板连接处和端头处的连接精细度及密封程度,确保模板接缝处不漏水,从而保证预制构件制作的清水效果,同时要求模板安装时所有接缝粘贴5mm厚双面胶条。
4)由于三角钢条自身刚度小,焊接质量难以保证。因此,倒角位置采用钢板铣边,这种方式倒角成型效果好,且能有效防止漏浆。
5)由于看台板结构形式不固定,设计时须考虑模板通用性以降低成本。
6)体育场涉及的看台板规格不一,为节约模板资源,使模板可周转使用,工厂预制时先生产最大规格尺寸模板,再逐渐改制成小尺寸模板,可移动部件采用螺栓连接。该种改制方法应保证构件的组装与拆卸方便。
7)清水混凝土构件的边角在预制时最易出现缺陷。为防止施工和使用过程中出现磨损,且保证边角的清水效果,边棱部位的阳角倒10mm×10mm、45°直角,阴角倒半径为20mm的圆角。典型构件模板设计如图3所示。

图3 典型构件模板结构设计
3.2 模板加工
清水混凝土外观质量对模板质量要求较高,要求模板有较好的表面平整度、光滑度及较高的精度且接缝严密,三折板等外形复杂部分采用特制的工具式模板保证成型和观感质量。
为保证施工工期,同时减少资源浪费,主要考虑深化设计、生产工期和生产经济性,尽量控制模板的加工类型和数量,提高模板的周转率和改制率。
4 清水混凝土看台板制作
4.1 钢筋、预埋件加工与制作
1)钢筋 为保证钢筋骨架的精确度,钢筋批量绑扎前,应先绑扎各类构件的钢筋各1榀,待复核钢筋规格、下料尺寸等均符合图纸要求后开始批量加工。钢筋绑扎材料选用20~22号无锈绑扎钢丝,钢丝头不得朝外。为保证清水混凝土的施工效果,钢筋垫块采用塑料垫块,颜色与清水混凝土接近。看台板钢筋如图4所示。

图4 看台板钢筋
2)预埋件 预制看台中的预埋件主要用于构件吊装和结构安装。施工时,应重点检查预埋件外观和T形接头强度,进行成品抽检和拉伸试验。
4.2 清水混凝土浇筑与养护
4.2.1清水混凝土制备
根据JGJ 169—2009《清水混凝土应用技术规程》,原材料的选用对清水混凝土的制备效果十分重要。制备时采用P·O42.5R水泥,根据清水混凝土的质量要求,控制砂石材料的质量,保证细度模数为2.4~2.6,并按批次实时抽检。同时选用高品质一级粉煤灰作为掺合料、聚羧酸高效减水剂作为外加剂。
看台板属于小型薄壁构件,为保证清水混凝土的表观质量,确定混凝土坍落度为80~120mm。从一侧向另一侧浇筑混凝土,对于立式T形看台板采用分层浇筑,分层厚度为30cm。混凝土振捣时在侧模安装附着式振捣器,配合插入式振捣器振捣成型,保证混凝土振捣密实,且达到清水饰面效果。
4.2.2清水混凝土养护
为保证混凝土的清水饰面效果,一般采用蒸汽养护。养护时在模板两端布置蒸汽管道,使蒸汽在构件周围均匀循环。
养护分为静停、升温、恒温和降温4个阶段,看台板养护控制时间为(1+3+6+4)h,且应控制蒸汽的升温速度和最高温度。为避免构件出现温度裂缝,构件出模时的温度与大气温度间的温差应≤20℃。
4.3 清水混凝土构件拆模、翻转、临时堆放
1)构件拆模 构件在混凝土强度达到35MPa时出模,拆模前去除支撑、紧固件及所有固定预埋件的螺栓,堆放拆除的模板时应避免挤压变形。
2)构件翻转 由于工程反打工艺生产看台板,起吊后需翻转,将看台板置于软物上缓慢翻转,对于截面复杂、跨度较大的板,宜采用翻转台或其他辅助平台。
3)临时堆放 成品构件堆放时应选择合理的堆放方式,相同型号的看台板可堆垛码放,每垛不得超过4块,最底部构件下设置混凝土垫块,其余板间设置10cm木方垫块,如图5所示。为防止板被污染,在木方垫块与板的外表面刷隔离材料。

图5 构件存放
5 预制看台板安装
5.1 安装工艺流程
预制看台板从每层第1排开始,分区分段逐排向场外方向安装。安装工艺流程为:施工准备→测量放线→结构基层处理→支座安放→看台起吊→连接孔灌浆→安装就位→构件找正→质量检查。
5.2 看台板吊装
5.2.1吊装方案
根据预制看台板自重、起重机回转半径,选用满足工况要求的汽车式起重机吊装,主吊点采用1对长4m的φ30钢丝绳,随后用3t倒链在构件中间找平衡。
5.2.2看台板安装工艺
看台板安装主要包括结构基层处理和安装就位。安装前先根据测量的中心线、标高线和锚固螺栓中线等复核看台板定位;然后对混凝土阶梯进行预处理,底部先洒水湿润再设置20mm厚M20砂浆找平层,对找平层压实并抹光;在找平层上部支设180mm×120mm×20mm橡胶垫块作为看台板支座,起缓冲作用。
看台板在工厂内生产时预留260mm高连接插销孔,插销也预埋在看台板上。将预留插销孔洞内的杂物、污水清理干净后,先在插销孔中填满按配合比拌好的C60灌浆料,再将看台板吊起缓慢落下,插销对准灌浆孔插入就位与找正。灌浆料应随拌随用,以防凝固。
看台板水平吊起就位后,若混凝土阶梯支座存在高差,则使用薄钢板调整,板边用10mm厚橡胶块均匀支垫在前排看台上。当同一排看台板吊装安装完毕后,测量整体位置误差并统一调整,确保构件位置准确、板缝均匀。
安装好第1排看台板后,其他排只需根据前排进行调整安装,每安装3~5排,进行一次整体位置测量,保证看台板位置尺寸在误差范围内。
看台板分层安装完成后,板缝用密封胶封闭,打胶前用毛刷清理干净板缝灰尘,若边角有破损,应先修补。横向板缝宽12mm,打胶厚度为4~6mm;纵向板缝宽20mm,打胶厚度为7~10mm。看台板安装节点如图6所示。
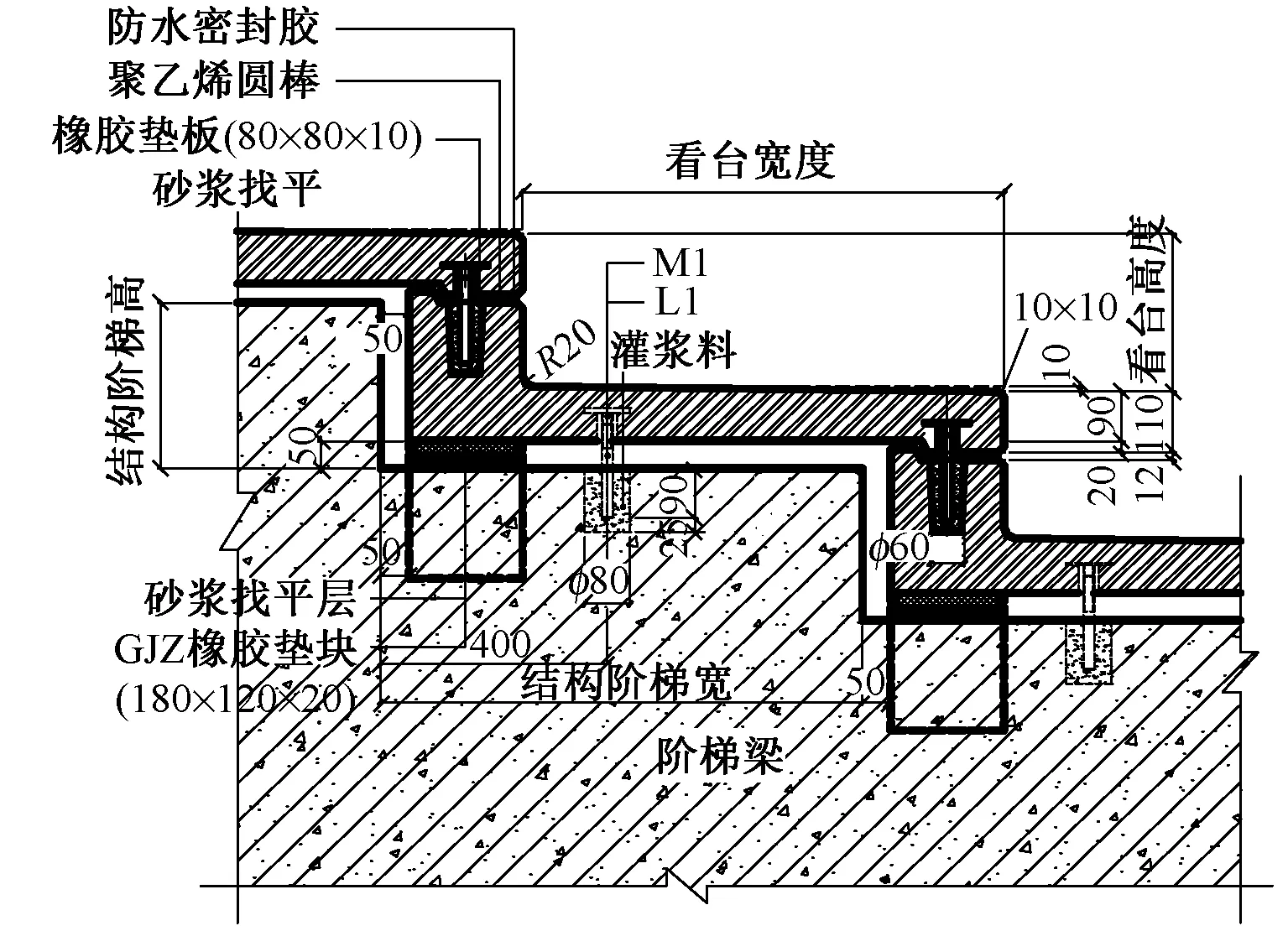
图6 看台板安装节点
5.2.3成品保护
为保证清水混凝土装饰效果,成品保护十分重要。构件在工厂加工完未出厂时,大多露天堆垛码放,而裸露的混凝土遭受雨水、紫外线等自然侵蚀后,会影响天然的颜色与质感。为避免这种情况发生,一般采用塑料薄膜进行覆盖。当构件进入场内安装时,首先在构件表面刷2~3遍清水混凝土保护剂,该保护剂能有效阻断外界不利物质对混凝土的侵蚀,同时还不破坏构件的饰面效果,可极大地延缓混凝土的使用寿命。此外,由于现场施工时各工序具有交叉性,还需在看台上满铺木胶板,防止钢结构施工及装饰施工时焊渣、油漆等污染构件板面。
6 结语
本文依托榆林市体育中心(体育场)工程项目,对清水混凝土预制看台施工全过程进行了论述,得出以下结论。
1)清水混凝土构件模板是保证其质量和外观效果的关键,应对模板体系进行特殊设计以适应不同规格和尺寸的看台板。
2)清水混凝土的浇筑养护、构件的拆模翻转等采用工厂预制,能极大地提高生产质量,保证生产效率。
3)通过现场吊装、安装节点特殊处理等关键工艺,解决了安装过程中的质量问题,同时提高了预制看台的成型效果。
猜你喜欢
小读者·阅世界(2023年7期)2023-08-13 16:08:20
公民与法治(2022年12期)2023-01-07 09:18:22
初中生学习指导·提升版(2022年5期)2022-05-17 23:29:09
小学生必读(中年级版)(2022年9期)2022-02-16 09:53:02
石油化工建设(2018年2期)2018-07-11 01:24:56
特别健康(2018年2期)2018-06-29 06:13:54
石油化工建设(2017年5期)2018-01-26 07:07:03
金秋(2016年24期)2016-05-03 18:15:20
山东青年(2016年3期)2016-02-28 14:25:46
石油化工建设(2015年4期)2015-12-01 04:17:02
