
湿法膨化和编织工艺用玻璃纤维直接纱的研究
2022-06-07 00:47:24费其锋宋长久章建忠廖晚凤钟洪强张志坚
玻璃纤维 2022年2期
费其锋,宋长久,章建忠,李 明,廖晚凤,钟洪强,李 辉,张志坚*
(巨石集团有限公司,桐乡 314500)
0 前言
玻璃纤维膨体纱属于空气变形纱的一种[1],其工艺是利用气流流体学的动能转换原理,将玻璃纤维通入特殊装置,在高压空气的作用下,使丝束长度收缩、单丝分离、滑移、弯曲、缠绕,从而产生大量丝圈。玻璃纤维膨体纱兼具连续纤维的高强度和短纤维的蓬松性[2-4],是一种耐高温、低导热系数、耐腐蚀、高容空量、高过滤效率、对人体无害的一种新型材料,在热防护领域发挥重要的作用[5]。
玻璃纤维膨体纱在热防护领域的作用原理是通过膨体纱空隙中的空气或充入惰性气体来实现优异的隔热效果。由此可见,玻璃纤维膨体纱的孔隙率越高,气体分布越均匀,绝热效果越好[6-8]。由于玻璃纤维膨体纱的孔隙率与膨化率成正相关,因此必须要求玻璃纤维单丝分散性好。行业内传统玻璃纤维产品为了使含水率≤0.1%,必须经过烘制成膜环节,并使玻璃纤维纱形成一定的集束性,来满足传统缠绕、拉挤、编织、膨化等成型工艺的使用要求。由于浸润剂成膜后对玻璃纤维单丝之间产生一定黏连效果,影响膨化过程中单丝分离,导致膨化率和孔隙率不高。如果此类产品不经烘制成膜,含水率往往高达9%以上,一方面过高的水分会减弱喷嘴中的高压气流,降低膨化率;另一方面,此类不经烘制成膜的玻璃纤维产品耐磨性较差,导致膨化过程中产生大量毛羽堵塞喷嘴,无法正常生产。
本文介绍了通过采用自主知识产权的专利技术,开发出一种新型高含水率玻璃纤维直接纱702产品,不经烘制成膜,含水率≤7%,具有膨化率高、低毛羽、易织造等特性,满足湿法膨化和编织工艺的使用要求,并成功投入市场。
1 实验部分
1.1 原材料
浸润剂:702,巨石集团有限公司;
浸润剂:386T,巨石集团有限公司;
玻璃纤维:702,巨石集团有限公司;
玻璃纤维:386T,巨石集团有限公司;
玻璃纤维:A,市场同类产品。
1.2 仪器和设备
毛羽测试仪:自制;
纱团硬度测试仪:自制;
电子天平:BS2202S,赛多利斯;
膨化机:DS90E,迪策舍尔。
1.3 玻璃纤维直接纱样品的制备
按照702、386T的浸润剂配方及配置工艺要求分别配置稳定的浸润剂,在拉丝成形过程中对玻璃纤维原丝表面进行均匀涂覆,并按各产品的生产工艺要求分别制备702和386T产品,玻璃纤维A选用市售产品,共3种玻璃纤维直接纱样品作为试验材料。
1.4 膨化成型和膨体纱样品的制备
膨化成型工艺可简单概括为,将粗纱引入膨化机中,在压缩空气气流作用下将粗纱打散膨化,然后再将膨化后的粗纱重新绕成纱团的过程。具体生产工艺如下:
喷嘴型号:98P;
膨化线速:300 m/min;
空气压力:0.6 MPa;
膨化工艺过程见图1。
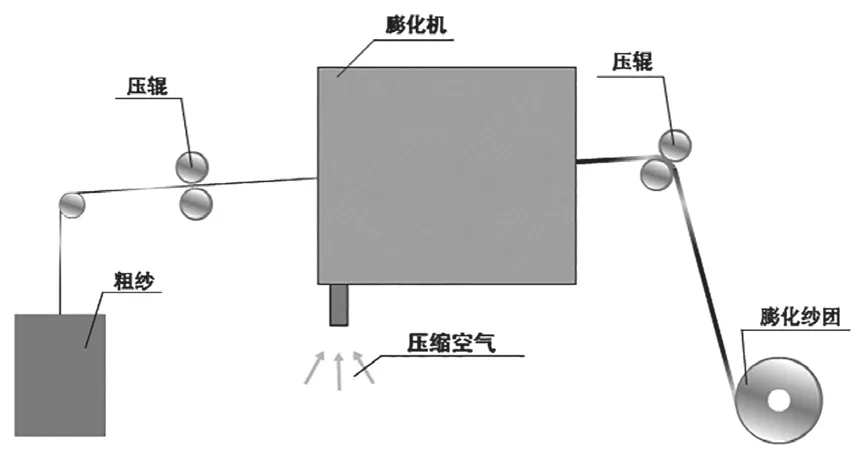
图1 膨化工艺过程示意图
1.5 性能测试
玻璃纤维含水率的测试:按GB/T9914.1-2013标准《增强制品试验方法 第1部分:含水率的测定》测试;
玻璃纤维膨化率的测试:采用线密度差值比的方法,即:膨化率(%)=(膨化后的线密度T2-膨化前的线密度T1)/膨化前的线密度T1×100%[9];
毛羽性能测试:通过毛羽测试仪对样品纱线自身的毛羽以及经过毛羽测试仪测试过程中所产生的毛羽进行收集,并对所测试的纱团进行称重。毛羽量的计算方法:
毛羽量(mg/kg)=毛羽的重量(mg)/所测试纱团的重量(kg)[10]。
纱团硬度测试:左手抵住玻璃纤维纱团一侧,右手持纱团硬度仪并将测针垂直对准纱团另一侧中心处的纱线交叉处,匀速用力按压直至测针全部压入到玻璃纤维纱团内得到力值N(牛顿),纱团硬度值H=N/26.18×3.873。其中,H为纱团硬度;N为硬度计测得的力值,单位牛顿;26.18和3.873是在硬度计的测针锥度为60°、有效长度为5 mm时的换算系数。
2 结果与讨论
2.1 玻璃纤维含水率测试分析
对3种玻璃纤维直接纱样品分别进行含水率测试,结果如表1所示:

表1 含水率对比测试结果
从表1中的数据对比分析,可以看出经过烘干后的386T以及A产品的含水率均<0.1%,而702产品通过在生产过程中减少喷雾冷却水以及浸润剂中的水分的引入量,在不经烘制的前提下,实现了含水率≤7%,满足湿法膨化工艺对纱线含水率的要求。
2.2 玻璃纤维毛羽性能测试评价
表面经过702浸润剂处理的玻璃纤维纱线在湿纱状态下手感滑爽、柔韧,耐弯折性好。对此,本文对3种玻璃纤维直接纱样品的毛羽性能进行了对比测试,具体如表2和图2所示。

表2 毛羽性能对比测试结果
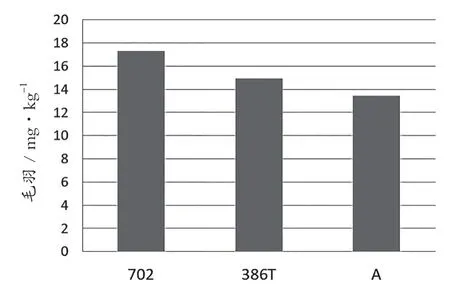
图2 毛羽性能对比示意图
从表2中的数据对比分析,可以看出烘干后的386T、A产品的毛羽均较少,说明浸润剂烘干成膜后对玻璃纤维起到了一定的保护作用,提高了纤维的耐磨性能。而未经烘干成膜的702产品同样表现出了优异的耐磨性能,毛羽测试结果甚至接近于烘干成膜的386T、A产品,这主要是由于702产品浸润剂中选用了适量的具有湿润滑效果的润滑剂组分以及在未烘干成膜状态下能够在玻纤表面铺展均匀并起到保护作用的成膜剂,赋予纱线在高含水率条件下具有柔软、滑爽、耐磨等性能,确保客户使用的顺畅性和生产效率。
2.3 玻璃纤维膨化率的测试
在相同工艺条件下分别对6组样品进行膨化,并对样品膨化后的膨化率进行对比测试分析,结果见表3和图3。

表3 不同产品膨化率对比
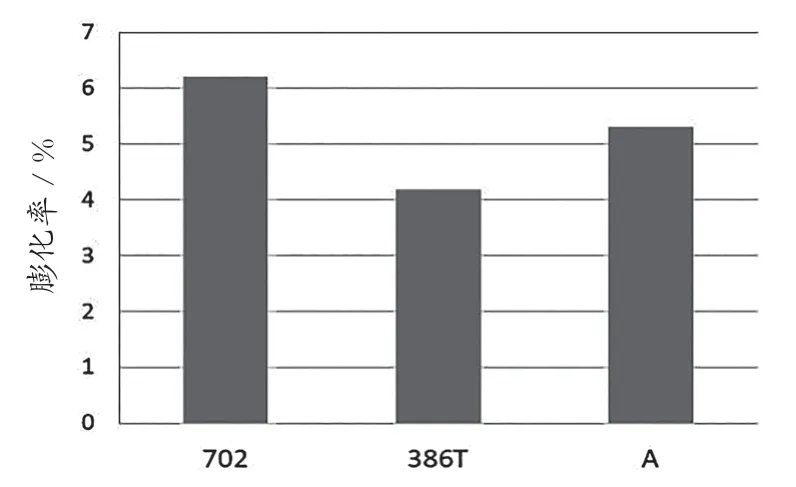
图3 膨化率对比示意图
通过表3和图3分析,702产品的纱线膨化率明显高于其他产品。分析原因,主要是由于702产品的表面处理剂未经烘制成膜,因此纤维之间几乎不存在黏连,并且含水率控制在7%以内,满足湿法膨化工艺的最佳使用条件。相比之下,经过烘干成膜的386T和A产品由于纤维之间通过浸润剂产生粘结性较强,因此膨化率均不及702,可见浸润剂成膜后的粘结性对玻璃纤维的膨化率有较大的影响。
2.4 玻璃纤维纱团硬度测试评价
一款新产品在投入市场前,除了性能必须满足客户的使用要求之外,还需满足包装运输要求。如果纱团偏软,在运输过程中极易导致托盘倾斜、纱团严重变形等问题发生,影响客户正常使用。纱团硬度是衡量玻璃纤维直接纱产品能否满足包装运输要求的重要评价指标,本文采用巨石集团有限公司自制的纱团硬度仪对3种玻璃纤维直接纱样品分别进行纱团硬度测试,结果如表4和图4所示:

表4 纱团硬度对比测试结果
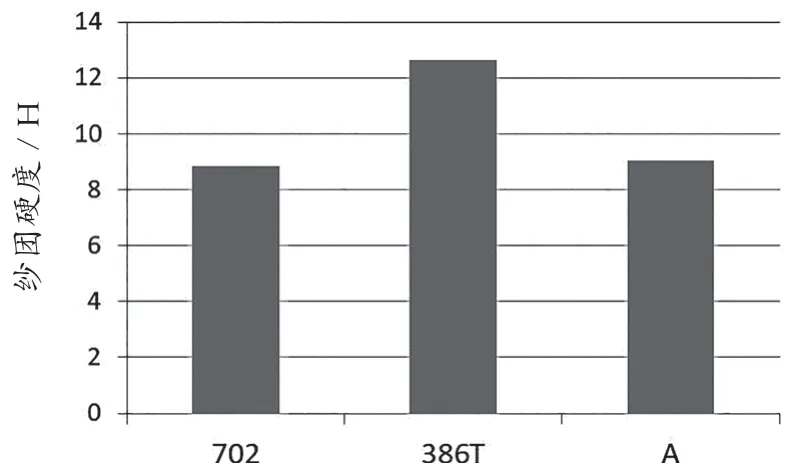
图4 纱团硬度对比示意图
根据生产经验,纱团硬度需要达到7H以上才能满足包装运输要求,而未经烘干的直接纱湿基纱团往往非常软。通过图4可以看出,386T和A产品纱团硬度均达到了9H以上,分析原因主要是由于经过烘干成膜后,纱团内部层与层之间的纱线交叠处产生一定的黏连,起到了良好的纱团内部结构支撑作用。相比之下,702产品虽然未经烘制成膜,但在拉丝过程中通过增加拉丝张力并选用了新的卷绕比来提高纱团密度而实现纱团硬度的增加,成功将纱团硬度做到接近9H,满足了包装运输的设计要求。
3 结论
(1)通过对比测试3种玻璃纤维样品的含水率、膨化率和毛羽性能,说明702产品综合性能最好,在不经烘制、高含水率的状态下兼具耐磨性好和膨化率高等特点,满足湿法膨化和编织工艺的使用要求。
(2)通过3种玻璃纤维样品纱团硬度的测试对比,702产品纱团硬度达到8H以上,能够满足包装运输的要求。
(3)目前702产品已批量投入市场,在使用工艺顺畅性、膨化率等方面获得热防护领域和保温材料领域客户的一致好评。
猜你喜欢
纺织学报(2022年9期)2022-09-22 14:29:16
纺织标准与质量(2022年2期)2022-07-12 06:12:34
林业机械与木工设备(2022年5期)2022-05-27 09:28:56
现代农业科技(2022年1期)2022-01-17 07:17:32
核科学与工程(2021年4期)2022-01-12 06:29:32
中国粉体技术(2021年1期)2021-01-04 02:19:18
长江科学院院报(2018年12期)2018-12-19 09:52:02
钻井液与完井液(2018年5期)2018-02-13 01:06:52
纺织学报(2017年8期)2017-09-03 10:00:23
纺织器材(2017年2期)2017-04-06 02:20:38
