
接触器辅触点在送料系统中的应用
2022-05-30 15:45:58邓纯柳
中小企业管理与科技·上旬刊 2022年5期
邓纯柳


【摘 要】在皮带送料自动控制系统中,工程电气人员通过将传统接触器辅助触点接入自动控制系统,并配合其他外部线路和内部程序对系统进行优化,能够使传统接触器辅助触点信号达到“一点多用”“多向扩展”的目的。对此类信号的研究与应用,有利于企业挖潜降耗、节约成本,其线路简化、维护方便,优化后的控制方式更能保障企业的安全生产。论文从送料系统中三相交流接触器的控制方法、信号定义,接触器控制的可靠性及改进措施,及其配套电器元件和相应程序等方面论述了接触器辅助点在送料系统中的综合应用效果。
【关键词】接触器;辅助触点;自动控制;程序优化
【中图分类号】TP273【文献标志码】A【文章编号】1673-1069(2022)05-0126-03
1 引言
当前,现代企业的自动化程度不断提高,数控、变频器、伺服机等精细化程控设备比比皆是。但是,使用接触器控制电动机三相动力源的设备依然占绝大多。接触器的控制结构简单、价格低廉、维护方便,适合控制要求不高、生产工艺较为粗放的工厂设备,以及受一定条件制约,暂时无法技改的老旧设备。特别是交流接触器配合异步电动机应用广泛,在各类送料系统的皮带机控制中,更是以三相交流接触器控制为主。本文主要以接触器辅助触点在皮带送料系统中的应用为例,研究接触器辅助触点在现代自动化生产中应用的重要意义。
本文程序实例截图通过西门子TIA Portal V15.1结合仿真软件进行调试和说明,程序编写方式仅供参考。
2 控制方法及信号定义
2.1 控制接触器的接线方法
在送料系统中,控制皮带机三相交流接触器一般仅需使用一个PLC数字量输出点,该输出点为“1”时,接触器吸合;输出点为“0”时,接触器释放(见图1)。
图1的两套原理图分别针对两种最具代表性的数字量输出模块的接线方法。方法1适合数字量输出点不带电源的模块;方法2适合数字量输出点自带电源的模块。
同时,可以使用两个PLC数字量输出点,分别控制交流接触器的吸合与释放,每次控制时输出点和所在隔离继电器只需要短时间得电。如果通过软启动器控制,一般使用两个输出点分别控制的方法[1]。
这两种方法都需要配合隔离继电器实现,图1中的KA1、KA2就是隔离继电器,其不但可以发挥保护和隔离两路电气元件(主要是PLC模块)的作用,更重要的是它可以利用PLC输出的小功率信号控制三相交流主接触器的大功率线圈(见图2)。
2.2 接触器辅助触点反馈到PLC的接线方法
除了控制交流接触器的吸合与释放,还需要在交流接触器的辅助触点上接一个反馈信号到自动控制系统(PLC)的数字量输入模块,该辅助触点一般使用常开触点,具体如图2所示(两种接线方法的区别同图1)。将接触器辅助触点接入控制系统的意义是控制程序检测到该设备接触器反馈信号为“1”时,表示该设备接触器处于吸合状态,若主回路三相电源已送电,该设备在线路完整且功能正常的情况下,电动机已经工作;自动控制系统检测到该反馈信号为“0”时,表示该设备接触器处于释放状态,电动机停止工作。通常,人们将交流接触器辅助常开触点接到自控系统数字量输入点的信号称为“接触器反馈”或“皮带运行信号”。
3 信号的可靠性及改进措施
在自动控制系统中,皮带机运行的反馈信号是皮带三相交流主接触器吸合后的反馈,它比PLC输出的令主接触器动作的信号,更能反映出皮带机启动后的电气线路的状态。虽然从这个反馈信号并不能直接确定皮带机已经启动,并正常运行,但可以通过控制回路的一些接线技巧、附加触点和判断程序,增强接触器反馈信号的可靠性,以获得更为肯定、准确的信号[2]。
①在条件允许的情况下,同一个主接触器上并联两个或两个以上的常开触点作为接触器反馈信号,再接入PLC数字量输入模块,减少因常开触点接触不良产生的误判,以获得更为准确的信号。
②将控制回路的电源进线从三相主回路断路器(空气开关)的前端改到后端,可以避免因主回路三相断路器没有合闸,或因故障产生分断后,接触器依然可以正常吸合动作的缺陷。
③使用带有辅助触点的三相主回路断路器,将其辅助点接入PLC数字量输入模块作为三相主回路已上电的联锁保护信号,或将其辅助常开点接入主接触器的控制回路,在断路器分断的同时,断开控制回路。
④通过将电机保护控制器或热继电器等保护器动作的信号(常开)接到PLC数字量输入模块,在保护设备动作时,及时切断该皮带的输出信号。
4 实际生产中的应用
4.1 输出指示信号
在自动控制系统中,采集的接触器反馈信号最常用于人机界面(HMI)的显示,这在人机界面(HMI)软件或触摸屏软件上均容易实现,同时,可以利用这个反馈信号,直接或间接让PLC的数字量输出模块控制电控箱、操作箱等设备上的指示灯、报警器或其他装置,用于指示或报警[3]。输出指示信号的通道应采取就近原则。在最终输出的逻辑关系前,可以加入其他条件,对指示信号的输出进行过滤和判断。
4.2 上下联锁关系
在料场控制系统中,最终物料流送达的目标设备应最先启动,然后依次启动物料流的源头控制设备,最后完成整个系统全部设备的联锁启动。在送料自动控制系统中,皮带的上下级联锁可以使用PLC输出信号,也可以使用PLC输入信号,但基于安全和设备的总体规律而言,建议只使用皮带运行的反馈信号,即PLC输入信号。因生产和环保的需要,在料场中,可能引入一些除尘环保设备,这些设备需要随皮带的启动而开启,在皮带停机后延时一段时间关闭,这些都需要依靠皮带接触器反馈信号实现自动控制。
4.3 接触器故障
由PLC数字量输出模块的对应点到皮带主接触器的动作,是一个较为单纯的控制回路,但是PLC发出输出信号后,接触器能否正常吸合,为皮带电动机三相供電,是自动控制程序需要明确的。如果PLC发出输出信号后,并没有在很短的时间内(一般为毫秒级)收到接触器反馈信号,我们就能判断接触器控制回路出现了“故障”[4]。
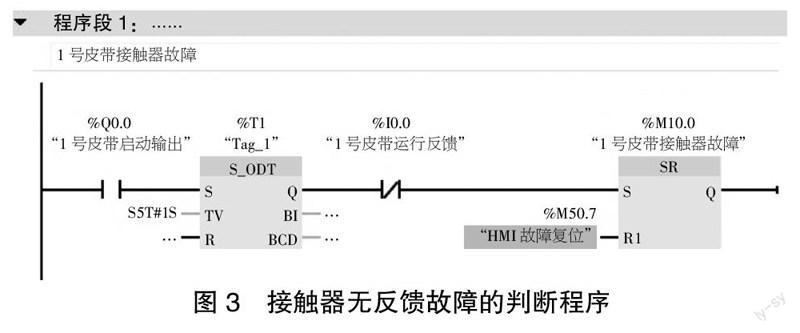
①接触器故障在程序中的判定。接触器故障全称为接触器无反馈故障,是接触器在应该吸合时,PLC没有收到吸合反馈信号而判定的故障。该故障可以根据图3所示的程序判断。
②根据图3可知,程序断定的逻辑思路是:PLC输出1号皮带启动指令Q0.0后,一般在1 s内,接触器控制回路正常时,接触器应该迅速、可靠吸合,如果在1 s时间内PLC没有接收到1号皮带接触器的运行反馈信号,即接触器辅助常开触点吸合的信号,程序通过SR触发器使M10.0标志置“1”。
③在M10.0标志,即1号皮带接触器故障被置“1”后,需要该标志触发皮带综合故障(中间标志),用以断开皮带启动的输出程序,也可直接使用该点断开皮带启动的输出程序。该方法在实际应用中是非常重要的,对于其他由接触器控制的设备来说也是通用的。但对于皮带自动控制系统联机顺序启动或停机,该故障反映的不只是断开本身的输出信号,同时断开了上游皮带(源头设备),这是该项应用在送料系统联锁关系中的重要体现。
④自动控制程序在接通皮带接触器故障后,应第一时间通过HMI以醒目的方式反馈给主控人员,让主控人员确实了解当前故障,并具备报警记录。主控通知检修人员对控制系统的相关设备进行检查、维护。需要再次投入运行之前,通过HMI上的“故障复位”按钮,对皮带接触器故障进行复位,该复位按钮在HMI上应有操作记录。
⑤故障复位后,可进行试机。在试机时,若没有听到接触吸合的声音,可检查相应的PLC数字量输出通道到接触器线圈的回路,以及接触器元件本体。若听到接触器吸合,1 s后又断开,可检查接触器反馈触点,及反馈信号到PLC数字量输入通道的回路是否正常。整个故障的检查、判断和处理是比较方便、简易的。
4.4 配合其他设备的使用
在送料自动控制系统中,对设备特别是对皮带机的保护非常重要,因为皮带机普遍存在体积大,隐患多,维护成本高、难度大等问题,所以其保护开关种类繁多,例如,纵向撕裂开关、皮带速度打滑检测器等,需要在皮带正常运转后发出信号,所以我们需要使用皮带接触器运行反馈信号,联合该皮带的打滑开关判断皮带是否打滑,或者是否存在异常(见图4)。
①图4所示的程序中提及的2号皮带打滑开关(I4.0)的现场装置,安装在皮带尾轮表面的下方,通过直接与皮带表面产生滚动摩擦,带动打滑开关滚轮旋转,在达到一定转速后,打滑开关内部触点动作,常开触点闭合。
②在图4程序中,2号皮带启动后,运行反馈I0.1置“1”,启动开始的几秒内2号皮带打滑开关即I4.0,因打滑开关滚轮未达到设定转速,所以并不能立即分断。通过10 s延时,2号皮带结束启动过程,达到额定转速,打滑开关应正常动作,程序中的I4.0由“1”变为“0”,所以并不会产生2号皮带打滑(M10.3)的故障报警。反之,在皮带运行过程中,胶带面无法达到一定的传送速度,在持续10 s后,将发出“打滑报警”。相关人员可以根据现场皮带输送机的大小、工况及传送的物料等,修改延时时间,以达到最佳的控制和保护效果。
③图5中的程序是上文提到的皮带运行反馈联锁除尘设备的示例。在1号皮带现场安装1号除尘设备,根据环保工艺要求,在除尘设备自动控制时,与1号皮带同时启动;在1号皮带停机后,由于粉尘不会立即沉降,所以需要延时0.5 min再关闭除尘设备。在程序中除尘设备也可以由上位机的HMI远程手动控制,灵活方便。
5 结语
皮带输送机使用三相异步电动机的接触器控制,线路简明、成本低廉、故障率低、维护方便、应用广泛,所以充分利用接触器控制中的运行反馈信号,结合可编程控制器的优点,研究、应用和完善皮带等设备的联锁控制、故障预警和设备保护具有重要意义,这也是企业中利用现有技术设备优化控制系统、提升安全生产管理水平的典范。
【参考文献】
【1】武鹏飞.基于PLC的物料机械手送料控制系统设计与应用[J].机械管理开发,2018,33(1):88-89.
【2】刘满禄,汪双,张静,等.无力传感器的机械手爪力控制研究[J].传感器与微系统,2019,38(10):36-39+43.
【3】刘树鑫,宋健,刘洋,等.交流接触器触头系统运动分析及故障诊断研究[J].电工技术学报,2021,36(S2):477-486.
【4】楊云鹏.流水线自动抓送料机械手控制系统设计[J].自动化技术与应用,2021,40(7):33-36.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:10
装备制造技术(2021年4期)2021-08-05 07:39:12
电子制作(2019年7期)2019-04-25 13:17:20
电子测试(2018年6期)2018-05-09 07:31:47
电工技术学报(2017年15期)2017-08-31 19:02:23
铁道通信信号(2016年12期)2016-06-01 12:11:58
海峡科技与产业(2016年3期)2016-05-17 04:32:11
发明与创新(2015年30期)2015-02-27 10:39:50
电测与仪表(2014年15期)2014-04-04 12:05:18
电测与仪表(2014年8期)2014-04-04 09:19:36
