
隔离开关旋转柱基座拐臂断裂失效分析
2022-05-30 14:36:54张兆钰张素慧杨佩旭赵朝友
电力安全技术 2022年4期
张兆钰,蒋 菲,张素慧,杨佩旭,赵朝友
(1.国网甘肃省电力公司电力科学研究院,甘肃 兰州 730070;2.甘肃电力科学研究院技术中心有限公司,甘肃 兰州 730070)
0 引言
通过对近几年电网金属部件失效事故的调查,分析归纳出金属部件材料缺陷的四大原因,即材质成分、力学性能、显微组织和夹杂类缺陷[1-2]。设备带病进入电网运行及缺乏有效技术监督,给电网安全运行带来了隐患。隔离开关是电力系统中使用量最大、应用范围最广的高压电器设备,长期以来隔离开关故障频发,如隔离开关接线座断裂、抱箍断裂、连杆断裂、万向节头断裂[3-9]。
1 事故概述
在某330 kV 变电站合刀闸过程中,发生了隔离开关旋转柱基座法兰盘传动拐臂断裂故障,隔离开关合闸不到位。经现场检修人员对旋转支柱基座拐臂及传动部位检查,地刀与主刀机械闭锁状态正常,无卡滞。该隔离开关型号为ZCW1-363W/GG。因此,对旋转支柱基座拐臂及传动部位开展进一步检查分析。
2 断裂拐臂检验检测
2.1 宏观检查
对隔离开关旋转柱基座进行断口复原并进行宏观检查,基座表面可见明显的灰尘分布不均情况。靠近拐臂侧痕迹较浅,远离拐臂侧痕迹较深,说明基座与支柱绝缘子之间不同部位间隙不等,靠近拐臂侧螺栓紧固力矩大于远离拐臂侧,这可能导致基座受力不均匀及上端支柱绝缘子倾斜。
拐臂断面在轴销端部螺栓未松动的情况下无法用手取下,处于卡死状态。观察轴销表面及拐臂断面内壁,两头呈明显的摩擦受力条带,颜色较深,局部区域存在磨损痕迹,中间部位覆有外部灰尘等污染物,说明刀闸在动作时,拐臂孔内壁与轴销仅在局部区域接触传递作用力。
如图1 所示,拐臂断裂面金属光泽度明亮,断口附近材料无形变,未发现有任何锈蚀及陈旧性损伤开口区域,断口较窄处呈现脆性断口特征,较宽断口处产生裂纹源,并从内向外逐步扩展,最终导致拐臂断裂失效。拐臂存有磨削损伤区域是因为支柱绝缘子法兰与基座连接螺栓受力不均,导致其重心存在倾斜,在轴销与拐臂处产生较大的垂直应力。

图1 拐臂断裂面
2.2 硬度检测
对拐臂B 侧断面表面进行打磨,露出金属光泽,选取4 点进行布氏硬度检测,如表1 所示。硬度检测结果符合标准GB/T 1173—2013《铸造铝合金》中不小于65HBW 的要求。
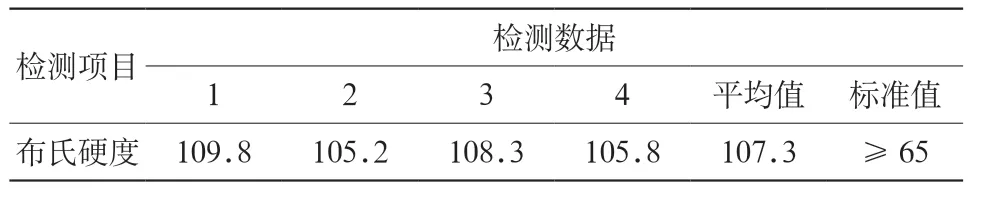
表1 拐臂布氏硬度 HBW
2.3 材质分析
使用型号为ARL4460 的光电直读光谱分析仪对拐臂B 侧断面表面及基体进行光谱材质成分分析,结果见表2。根据检测结果,对照GB/T 1173—2013《铸造铝合金》表1 表2 所示铸造铝合金化学成分,拐臂材质与牌号ZL104 相对应,且Ti+Zr 元素含量为0.2025 %,大于0.15 %,不符合标准要求。拐臂设计牌号为法国标准AS7G03 Y33-I(216-2),对应国标牌号为ZL101,与实际牌号不符。
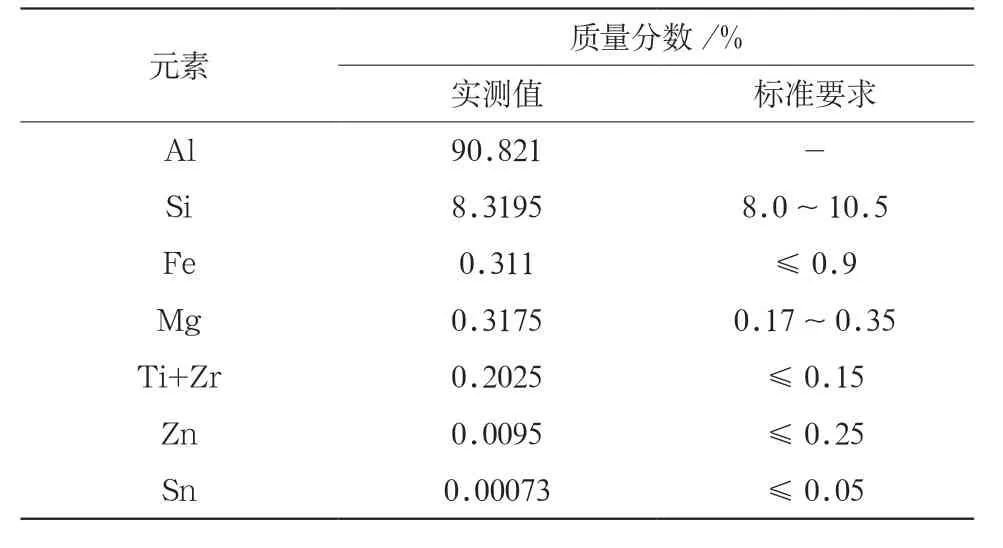
表2 光谱材质成分分析
2.4 X 射线检测
使用型号为ERESCO65MF4 型射线机及DXR250U-W 检测器的X 射线成像系统对基座铸件整体进行射线检测,可见部分区域存在疏松情况。根据标准GB/T 11346—2018《铝合金铸件射线照相检测 缺陷分级》附录A.5,将此处疏松缺陷评定为2 级,符合标准GB/T 9438—2013《铝合金铸件》表3 中按2 级验收的规定。
2.5 金相组织分析
将拐臂B 侧断面靠近法兰盘处截取金相镶嵌样,采用NaOH 水溶液进行浸蚀,分别观察抛光态与浸蚀状态下的微观组织,未见异常。
2.6 扫描电镜分析
观察该断裂基座拐臂A 侧断口窄侧与宽侧扫描电镜微观形貌,发现断口中存在较多形状不规则的微小孔洞,在宽侧部分孔洞中存在夹杂物质,不排除为样品在拆卸及运送过程中受到了污染。窄侧和宽侧断口微观形貌相似,断面上可观察到细小的二次微裂纹,方向不一,部分存在分枝现象。
3 综合分析
设备硬度、金相组织未见异常,材质分析结果中元素Ti+Zr 超过铸造铝合金杂质元素允许含量,且与设计牌号不符。两种牌号材料在金属型铸造及合金状态为铸态的情况下,力学性能相近。
通过对断面微观分析、X 射线检测验证,断口局部区域存在微小孔洞、疏松等缺陷,以上铸造缺陷在一定程度上会导致材料力学性能下降。
因此,此次支柱瓷瓶基座拐臂断裂主要原因为拐臂孔与轴销连接处受力过大,且轴销与拐臂孔配合不紧密,造成拐臂内壁上下边缘局部区域应力过大,形成应力集中点;在此次机构操作过程中,拐臂孔内壁应力集中部位产生裂纹源,并扩展至拐臂孔外边缘进而造成断裂失效。
从基座底部尘土沉积状况来看,支柱绝缘子法兰一圈紧固螺栓受力不均匀,拐臂侧结合较紧密,另一侧则相对存在一定的间隙,导致在开关操作过程中,支柱绝缘子重心向拐臂侧倾斜,造成动、静触头配合位置出现偏差,致使传动机构及拐臂受力加大,是促成拐臂发生断裂的次要原因。
4 结束语
通过对失效隔离开关底座的分析,需从下面四个方向开展后续运维,确保设备安全可靠运行。
(1) 进一步加强铸造设备的制造质量检验,确保设备材料性能符合标准要求。
(2) 开展同型号设备排查。利用力矩扳手检查基座与法兰的连接螺栓受力是否均匀有效,利用塞尺检查基座与法兰的结合紧密度,根据检查结果,对螺栓连接进行适当调整,确保设备连接符合标准要求。
(3) 检修时,检查拐臂与轴销连接处是否受力均匀,拐臂内壁不能有锈蚀、裂纹等缺陷,并添加润滑剂,避免在运行及操作过程中产生应力集中的现象。
(4) 利用停电机会将存在问题的基座更换为改进型号的产品。
猜你喜欢
金属加工(热加工)(2022年9期)2022-09-20 06:16:16
水电站机电技术(2021年12期)2021-12-21 03:12:50
防爆电机(2021年2期)2021-06-09 08:14:48
防爆电机(2020年6期)2020-12-14 07:17:04
模具制造(2019年7期)2019-09-25 07:30:00
船舶标准化工程师(2019年4期)2019-07-24 07:21:16
数字通信世界(2019年3期)2019-04-19 12:42:14
数学小灵通(1-2年级)(2018年9期)2018-11-19 03:30:54
中国铸造装备与技术(2017年6期)2018-01-22 01:50:01
凿岩机械气动工具(2017年1期)2017-05-17 06:19:50
