膜电极制备工艺对质子交换膜燃料电池性能的影响
2022-05-20 07:40李兵,章超
滁州学院学报 2022年2期
李 兵,章 超
能源作为社会和全球经济发展不可或缺的动力来源,改革开放后,我国汽车工业的爆发式发展,尤其是我国汽车保有量的急剧增长,汽车工业对化石能源需求急速提高。目前化石能源作为能源使用的重要部分在当今社会起着举足轻重的作用,随着人类社会的飞速发展,日渐枯竭的化石能源及化石能源使用引起的环境问题已经成为全球关注的焦点,清洁可再生能源逐渐成为人类社会健康发展的新宠儿,为此我国已经庄严承诺在2030年前实现碳达峰,在2060年前实现碳中和。为了实现绿色发展的美好愿景和解决能源枯竭的问题,氢能因具有可再生、存储量大、燃料来源广泛等特点被人类寄予厚望,也是代替传统化石能源的最佳选择。PEMFC是通过其内部发生的电化学反应输出绿色电能的能源设备,不需要经过燃料燃烧,具有清洁无污染、高效、比功率高、低温启动迅速等优点。美国时代周刊将PEMFC评选为21世纪即将改变人类生活的十大高科技之首,目前国内外纷纷加大了对PEMFC的研究力度,很多使用燃料电池作为动力源的产品也纷纷亮相;我国在燃料电池的稳定性、输出性能和启动性能等方面研究成绩斐然,也获得了国际科研学者的一致赞同。
PEMFC的组成部件是电极、质子交换膜和正负极板,电极主要由承载催化剂的催化层(CL)和扩散反应物的气体扩散层(GDL)组成,分为阴极和阳极,质子交换膜也就是电化学法反应的电解质,正负极板主要由流场板组成。阳极气体氢气(H2)通过阳极流道入口流入,经过疏松多孔GDL到达阳极侧CL,在阳极侧CL的催化作用下电离为氢离子和电子,氢离子透过电解质到达电池阴极侧,但是电子不能透过电解质到达阴极侧,电子先集中到阳极集流层,然后经过外部负载电路才能到达阴极侧,在经过阴极集流层和GDL到达阴极CL,在催化剂的催化作用下和阴极气体氧气(O2)以及氢离子(H+)发生电化学反应后生成热量和水[1];阳极气体H2被氧化成H+,阴极区域氧化剂O2被还原;电化学反应电离产生的电子在经过外部负载电路定向移动便形成了电流。整个电化学反应过程如方程(1)(2)(3)所示[2]:
阳极(H2)反应:2H2→ 4H++4e-
(1)
阴极(O2)反应:O2+4H++4e-→ 2H2O+热量
(2)
总反应:2H2+O2→2H2O+电能+热量
(3)
膜电极(MEA)作为燃料电池的核心部件,是电化学反应的场所,是阴阳电极和质子交换膜组合而成,直接影响着电池的性能和寿命。MEA的性能不仅与材料有关,而且与膜电极的结构密切相关,因此可以通过改变制备膜电极的热压温度和热压压力来优化制备工艺,达到提高电池性能的目的。杨慧芳[3]用Nafion117膜制备膜电极进行实验时得出了热压温度为125℃、热压压力为6Mpa、热压时间为140s时电池性能较好的结论;王倩倩[4]等认为增加气体扩散层(GDL)的孔隙率,有助于参加电化学反应的气体提高扩散效果,过大的孔隙率会导致导电性降低;降低孔隙率,可以提升导电性能,但是会抑制反应气体的扩散;除此以外,良好的孔隙率提升反应气体和电流密度分布的均匀性。从已有的研究成果可以看到,利用膜负载法的制备模式能进一步降低铂载量,也有利于催化层与膜之间的结合,有效地降低PEMFC的成本和提高其使用性能,该技术逐渐成为今后MEA制备的发展趋势,在此趋势下,通过优化其热压工艺提高性能就显得尤为重要。本文在以上文献的基础之上,先通过改变MEA制备压力和制备温度,并结合不同的阴极加湿温度和电池工作温度,探讨MEA的最佳制备压力和制备温度以及PEMFC的改善工作条件。
1 实验部分
1.1 实验材料
1.2 实验装置
燃料电池电池单体测试台架FX201-20;恒温恒压热熔机TS-C40DX-HC;可编程直流电子负载FT6302A;气体流量计MCV-2SLPM-D/5M。
1.3 实验条件
阳极氢气气压0.5Mpa,气体流量0.04L/min,阴极空气气压0.4Mpa,气体流量0.1L/min,氮气气压0.5Mpa ,气体流量0.042L/min,燃料电池废气气压为大气压[5]。PEMFC性能测试示意图如图1所示。
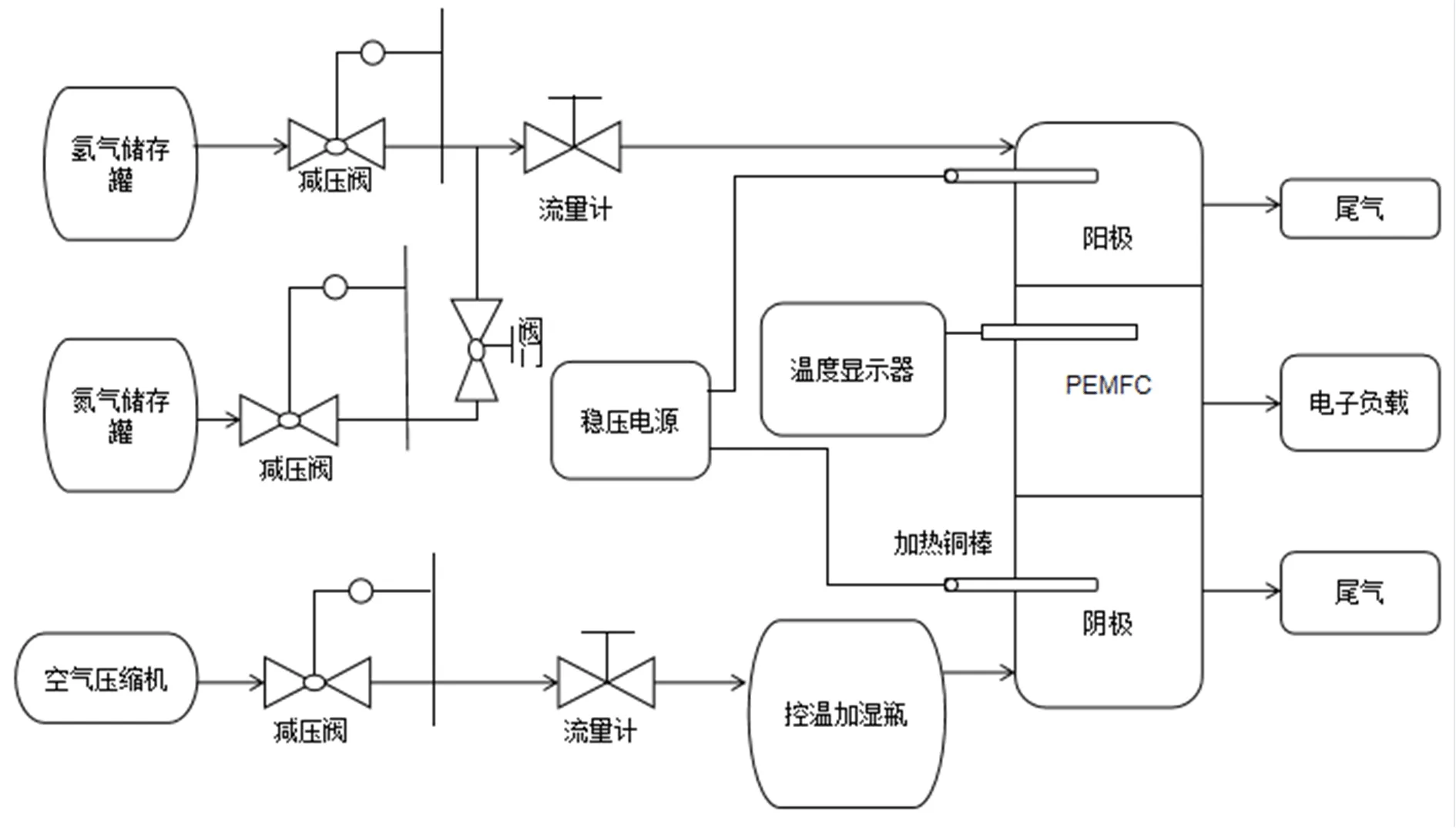
图1 PEMFC性能测试示意图
1.4 实验步骤
先使用热熔机热压6种不同规格MEA:135℃/0.25Mpa、135℃/0.15Mpa、135℃/0.10Mpa、135℃/0.07Mpa、125℃/0.15Mpa、115℃/0.15Mpa;
(1)选择135℃/0.15Mpa的MEA装入电池内部,组装螺栓扭矩为1.0Nm,在测试前先通氮气排出空气和灰尘,组装后需要对电池进行变流强制活化放电,以提高MEA性能;
(2)设置阴极空气加湿温度为30℃,通过加热铜棒将电池温度分别设置为30℃、40℃、50℃,通过电子负载间隔30秒分别记录电池电流和电压数值。
(3)用不同规格的MEA进行实验测试,按照上述实验步骤重复实验。
2 实验数据与分析
2.1 放电活化对膜电极的影响
为提升MEA中催化剂的利用效果,一般情况下都需要对MEA进行放电活化预处理;MEA三种活化工艺即恒流自然活化、恒流强制活化和变流强制活化[6]。使用135℃/0.15Mpa的MEA进行变流强制活化,放电电压恒定为0.65V进行放电活化,活化过程中,电流发生改变,电压恒定,图2为活化时间为0min、10min、20min、30min的电池极化曲线。
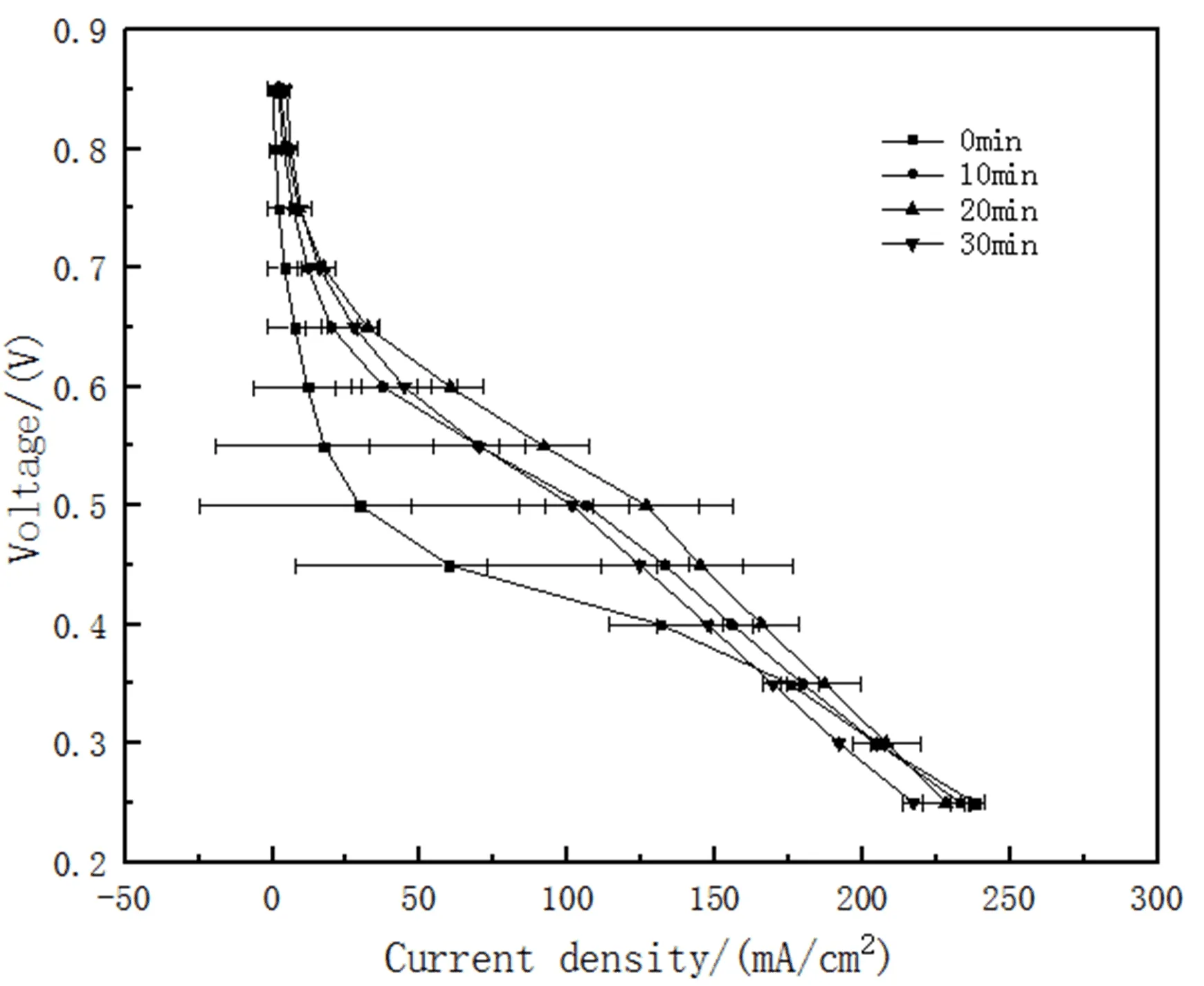
图2 活化时间的极化曲线(电池常温)
从图2整体来看,经过放电活化的电池极化曲线比没有进行放电活化的电池极化曲线更好,但并不是活化时间越长越好,从图可知,当活化时间为30min的电池性能比活化时间为20min的电池性能差,而活化时间为20min的电池性能比活化时间为10min的电池性能好,活化时间为20min的电池性能最优。分析原因是没有进行活化的电池由于导电率过低,导致欧姆极化,这进一步说明质子交换膜在电化学反应过程中出现了缺水的现象,阻碍了电化学反应的进行;经过适当活化后,电化学反应的电阻率显著下降,参与电化学反应电极的有效面积大大增加,进而提升催化剂的利用率,表现为电池性能显著提高[7]。当活化时间为10min,从图2可知,欧姆极化呈线性关联,表明质子交换膜含有较多水分且对质子有固定的传递阻力;当活化进行20min后,进一步湿润了电池内部的质子交换膜,促进电池的欧姆电阻降低,也可以起到清除催化剂表面灰尘的作用,催化剂的利用率和活性均提高[8];活化时间为30min后,电池内部能量损失和活化极化增加,导致电池性能衰减。
2.2 热压压力对MEA的影响
热压压力是热压法制备MEA的常用方法,在热压过程中,施加一个适当的、恒定的热压压力,可以降低MEA的接触电阻,改善MEA的接触效果,最终形成电极—膜—电极“三合一”组件[9]。热压成型的压力极其重要,压力过大,可能会导致碳纸变形,影响部分气体的传输;压力过小,可能使质子交换膜与碳纸接触不充分,使接触电阻增大,甚至可能导致组件分离。实验在135℃的热压温度和3min热压时间下,选用不同的热压压力制备MEA,通过测试其性能选择最合适的热压压力。图3和图4分别是在0.25Mpa、0.15Mpa、0.10Mpa、0.07Mpa热压压力下制备的MEA的极化曲线和峰值功率密度曲线,实验条件是电池工作温度为常温和氢气、空气常温且不加湿。

图3 不同热压压力下的极化曲线(电池常温)
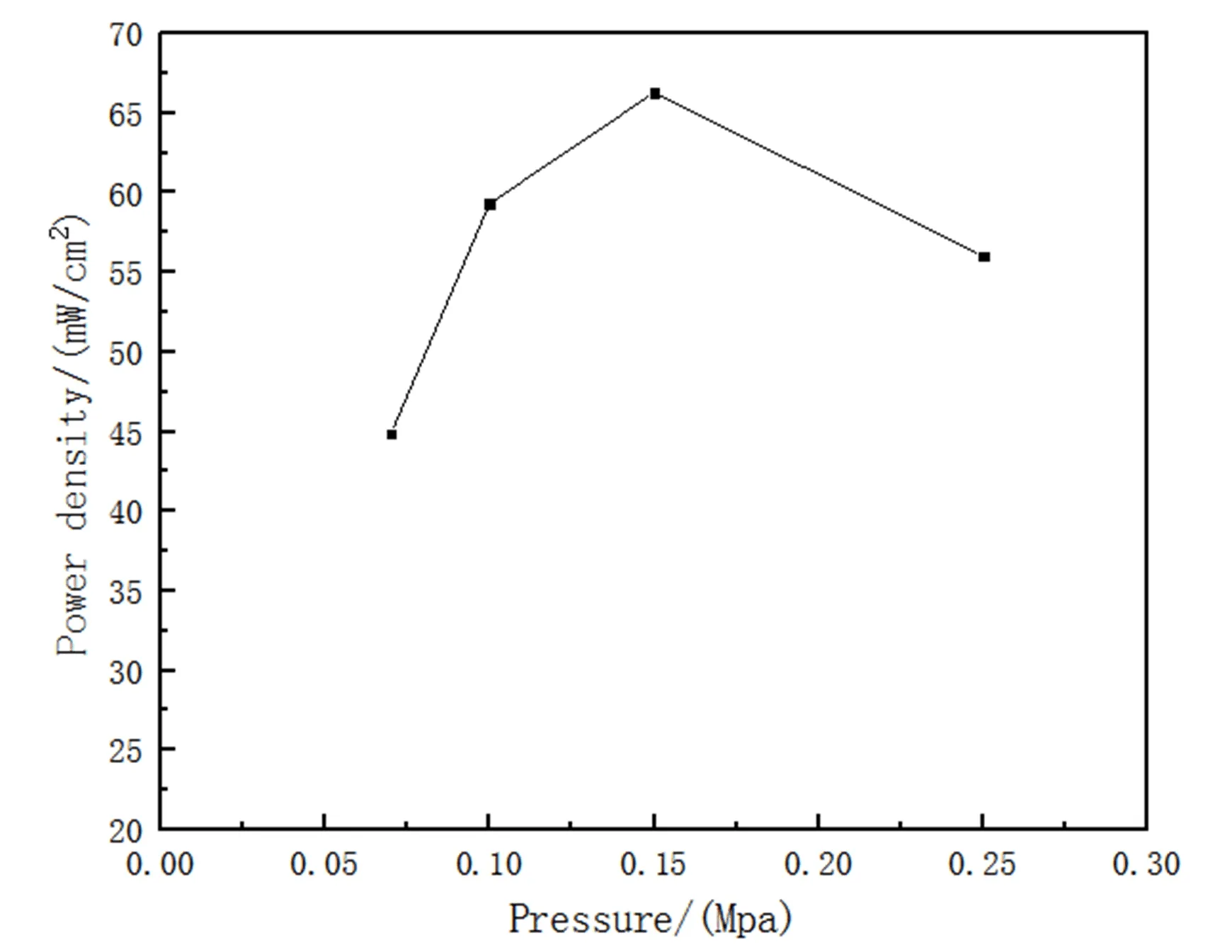
图4 不同热压压力下的峰值功率密度曲线
由图可知,电流较小时,热压压力对MEA性能影响比较小,随着电流密度增加,热压压力对MEA性能影响程度加大。当热压压力低于0.15Mpa时,热压压力越低,膜电极的性能越差;当热压压力高于0.15Mpa时,MEA的性能也开始降低;热压压力为0.15Mpa时,MEA峰值功率密度最大,为66.5mW/cm2,当热压的压力太小或者太大时,电池的峰值功率密度均会下降。出现这种结果的原因是:当热压压力太大时,GDL和CL原本疏松多孔的结构就会被破坏,使气流和水的通道堵塞,电子迁移变得困难,也会导致电池出现较为严重的浓差极化,使电池性能衰减;当热压压力太小时,质子交换膜和GDL、CL三者之间的结合程度不够,会影响到整个电化学反应的充分进行,电池性能自然就会受到限制。
2.2.1 热压压力为0.25Mpa时MEA的性能
在对MEA适当活化的前提下,可以利用改变电池的加湿度和电池工作温度等操作参数来改善其性能,实验通过改变电池工作温度和对阴极空气加湿来提高电池的性能。实验测试了空气加湿温度为30℃、40℃、50℃时,电池温度为30℃、40℃、50℃时的极化曲线,图5为热压压力为0.25Mpa膜电极在不同温度与湿度下的极化曲线。
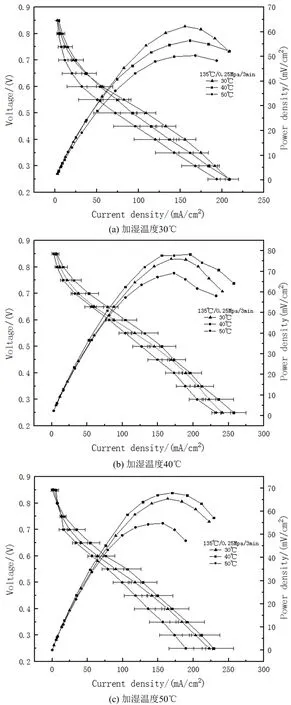
图5 0.25Mpa膜电极极化曲线
由图可知,当工作温度为40℃和空气加湿温度为40℃时电池性能最好,原因是空气加湿温度为40℃,随气体进入电池内部的水分恰好使质子交换膜达到了水平衡,具有良好的导电率,所以性能最佳;空气加湿温度为30℃时,水分随气体进入较少,质子交换膜含湿度较低,质子传导阻力增大,所以膜电极性能会变得很差;空气加湿温度为50℃时,质子交换膜的水含量比较多,影响了膜电极的水平衡态,在膜电极阴极表面出现了小水珠,造成了阴极水淹,导致膜电极性能下降;当电池工作为30℃时温度较低,电池反应存在着明显的极化,而且欧姆阻抗也比较大,所以性能稍差,随着温度的升高,欧姆阻抗下降,而且电化学反应速率和质子传导速率加快,故电池性能会有所提升,但是当温度继续上升就会因温度过高导致质子交换膜脱水,引起膜的导电性能的变差,使电池性能下降[10]。
2.2.2 热压压力为0.15Mpa时MEA的性能
对0.15Mpa的膜电极进行测试,实验测试了空气加湿温度为30℃、40℃、50℃时,电池温度为30℃、40℃、50℃时的极化曲线,图6为热压压力为0.15Mpa膜电极在不同湿度与工作温度下的极化曲线。

图6 0.15Mpa膜电极极化曲线
由图可知,热压压力为0.15Mpa的膜电极在相同操作条件下的性能明显高于0.25Mpa的膜电极,主要原因是0.15Mpa的热压压力较为适宜,制备的膜电极接触电阻较小,所以性能有所提升;电池性能在空气加湿温度为30℃和50℃时提升的较为明显,当加湿温度为30℃时,膜电极相比于0.25Mpa的膜电极电化学反应速率加快,反应生成的水有效缓解了质子交换膜因缺水现象而导致的质子传导率下降的问题,所以性能提升较为明显;当加湿温度为50℃时,因为膜电极有快速反应可以消耗更多的水分,避免电池阴极出现水淹,所以性能提升也较为明显;加湿温度为40℃时,电池性能比加湿温度30℃好,比加湿温度50℃略差,是因为质子交换膜含水量不足导致的;当工作温度为40℃时有较低的欧姆阻抗,而且电化学反应速率和质子传导速率比较快,最适合电池工作,电池性能最佳。
2.2.3 热压压力为0.07Mpa时MEA的性能
对0.07Mpa的膜电极进行测试,实验测试了空气加湿温度为30℃、40℃、50℃时,电池温度为30℃、40℃、50℃时的极化曲线,图7为热压压力为0.07Mpa膜电极在不同湿度与工作温度下的极化曲线。由于0.10Mpa的MEA的性能趋势跟0.07Mpa相同,此处只给出0.07Mpa的实验结果。
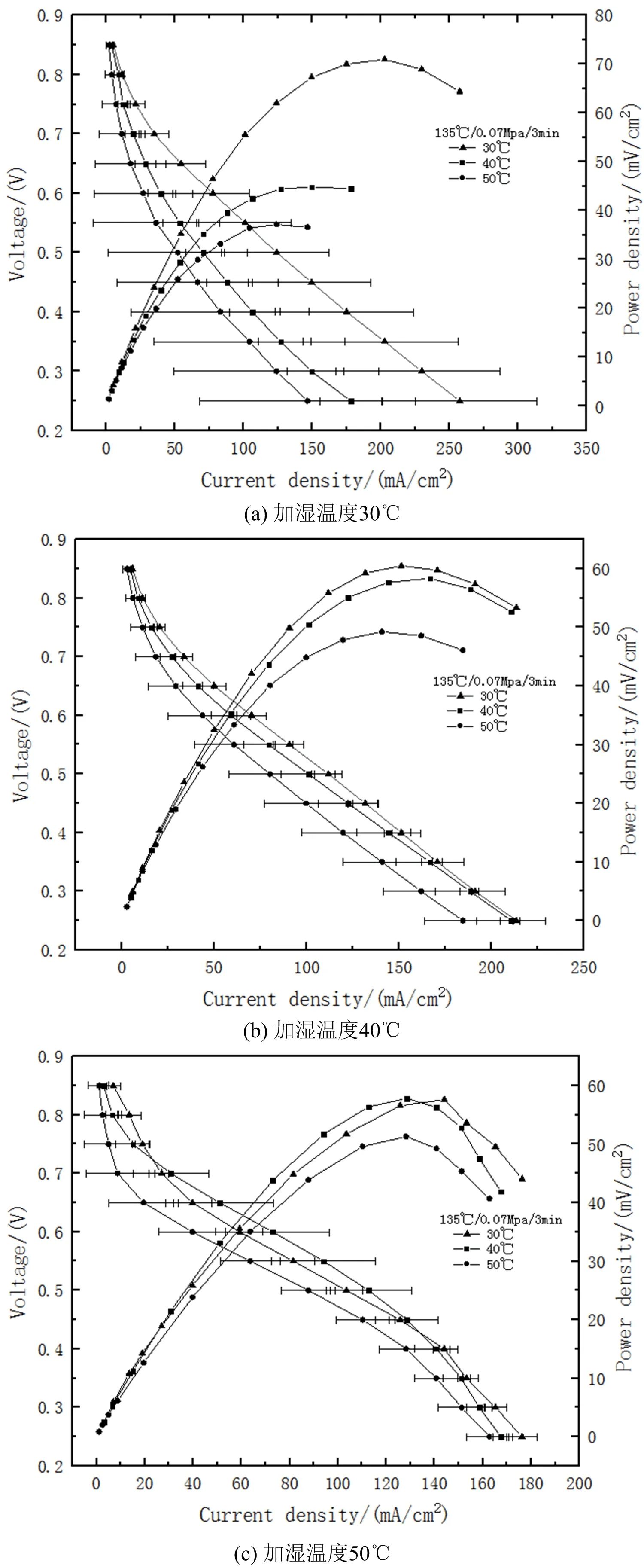
图7 0.07Mpa膜电极极化曲线
由图可知,热压压力为0.07MPa的膜电极在相同的操作条件下比0.15MPa和0.25MPa的膜电极低,膜电极在加湿温度为30℃时性能达到最佳,且都是随着电池工作温度上升性能在逐渐下降,原因是热压压力过低,GDL、CL和质子交换膜之间接触不充分,接触电阻比较大,电化学反应速率比较慢,空气加湿温度过高时极容易造成电极水淹,所以空气加湿温度为30℃时电池性能最佳;当电池温度低于加湿温度时,电池的性能随温度的升高而提高,这主要是因为交换电流密度会随电池工作温度的提高而增加;当电池温度超过加湿温度时,电流密度迅速降低,这说明了膜脱水以及活性催化剂表层减少[11]。
2.3 热压温度对MEA的影响
膜电极需要一定的温度才可以热压成型,而热压的温度会影响碳纸的导电层和催化剂层的结合特性从而影响电池性能[12]。目前大多数膜电极的热压温度一般都在110℃到140℃范围内,这个温度正是质子交换膜玻璃态的转换温度,温度太低不能使膜电极热压紧缩,造成膜电极的CL与质子交换膜结合不好,接触电阻变大,MEA组件也容易相互分离,MEA性能下降;温度太高会导致质子交换膜严重失水,降低了质子传导率,MEA性能也会下降[13]。实验在此温度范围内选取了115℃、125℃、135℃三个温度,研究热压温度对膜电极性能的影响,热压压力为0.15Mpa、热压时间为3min。图8是热压温度为115℃、125℃、135℃的电池的极化曲线。
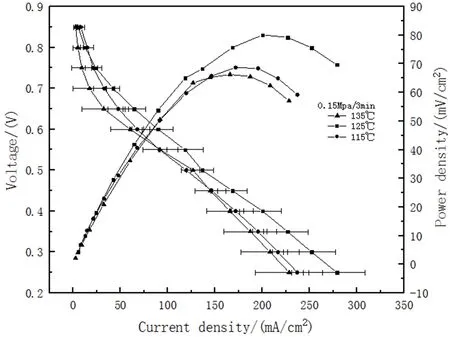
图8 不同热压温度电池极化曲线
由图可知,热压温度为125℃时电池的性能最好,热压温度为115℃和135℃的电池性能下降。原因是质子交换膜和电极在不同热压温度下结合程度不同,热压主要就是为了增加催化剂和质子交换膜之间的结合,进一步提高膜与催化剂层之间的有效反应面积,扩大了MEA的电化学反应的场所。热压温度为135℃时,质子交换膜完全变成玻璃态,膜容易与催化剂完全粘在一起,从而导致CL与碳纸呈分离状态,使质子、气体的传递阻力和界面电阻增大[10];热压温度为125℃时,质子交换膜恰好达到玻璃态,CL与质子交换膜接触非常紧密,界面电阻和气体、质子传质阻力非常小,MEA的性能比较好;热压温度为115℃,质子交换膜无法完成玻璃态转化,催化层和质子交换膜的接触较为疏松,催化层与膜的接触阻力很大,MEA性能会变差[10]。
2.3.1 热压温度125℃对MEA的影响
实验对热压压力为0.15Mpa、热压温度是125℃、热压时间为3min的MEA的性能进行了实验测试并获得极化曲线。图9为热压温度为125℃膜电极在不同操作条件下的极化曲线,表1为热压温度为125℃膜电极在不同操作条件下的峰值功率密度值。

表1 热压温度125℃膜电极峰值功率密度值

图9 热压温度125℃膜电极极化曲线
由图表可知,热压温度为125℃时,膜电极在空气加湿温度50℃时性能最好,空气加湿40℃时稍差,空气加湿30℃时性能最差,当空气加湿温度为40℃或50℃时,电池的工作温度为40℃时,电池性能均能达到最优,其峰值功率密度达到91.92 mW/cm2。其原因是该膜电极性能较好,发生电化学反应时需要更多的水给膜加湿以保证足够的电导率,当空气加湿温度为40℃或50℃情况下,水分随反应气体进入膜电极的量较多,可以满足电池在较高的温度下工作时水分的蒸发,故当电池工作温度为40℃性能达到最好,温度再升高后性能反而有所下降。
2.3.2 热压温度115℃对MEA的影响
实验对热压压力为0.15Mpa、热压温度为115℃、热压时间为3min的MEA的性能进行了实验测试并获得极化曲线。图10为热压温度为115℃膜电极在不同操作条件下的极化曲线。
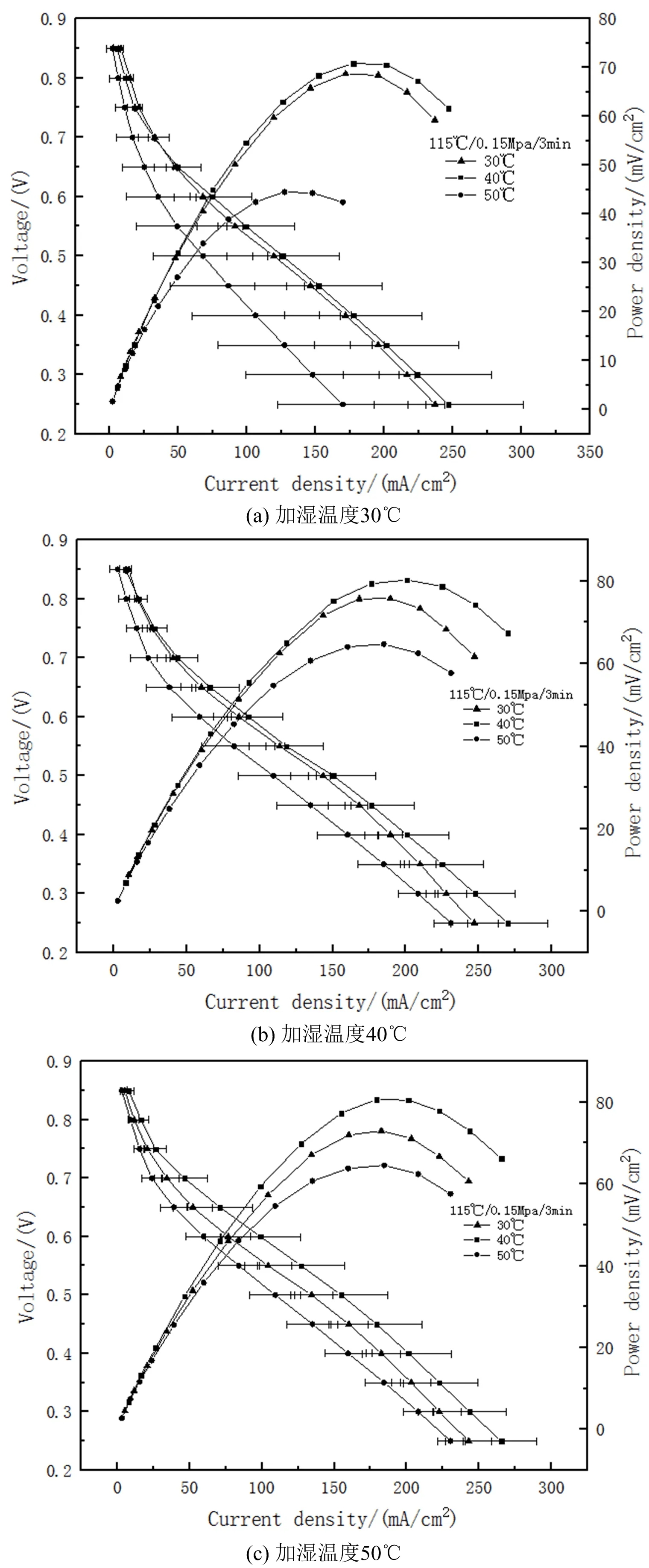
图10 热压温度115℃膜电极极化曲线
由图可知,热压温度为115℃时,对应温湿度下的电池性能要比热压温度125℃时低,这是因为热压温度太低,质子交换膜没有完全转换成玻璃态,与催化层接触阻力过大,导致膜电极性能下降[11]。当空气加湿温度为40℃和50℃时,电池性能相差无几,空气加湿温度达到50℃时的电池性能略优于40℃,空气加湿温度为30℃时性能较差,当电池工作温度为40℃时性能最佳。原因是当电池工作温度为40℃、空气加湿温度为50℃时,膜电极恰好处于水平衡,性能最佳,改变温湿度后破坏了水平衡,故性能有所下降。
3 结论
(1)通过变电流活化的方法对常温下PEMFC的膜电极的活化过程进行研究,发现膜电极在0.65V下工作20min后,电池极化曲线在活化极化区域、浓差极化区域以及欧姆极化区域均有较大提高,欧姆极化区接近线性,此时性能达到最佳。
(2)通过对不同热压参数下制备膜电极性能的比较得到制备膜电极的最佳热压条件是:热压压力为0.15Mpa,热压温度为125℃,热压时间为3min。
(3)通过测试空气在有无加湿情况下的膜电极的性能,发现在有空气加湿的情况下膜电极性能更好,且通过比较膜电极在不同温湿度下的性能,得出最佳热压条件下制备的膜电极的最佳工作条件是空气加湿温度为50℃、电池工作温度为40℃。
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
国际放射医学核医学杂志(2020年4期)2020-07-27
制造技术与机床(2019年8期)2019-09-03
模具制造(2019年3期)2019-06-06
汽车科技(2018年3期)2018-09-04
化工设计通讯(2017年2期)2017-05-02
制造业自动化(2017年2期)2017-03-20
教育教学论坛(2017年7期)2017-03-07
西北工业大学学报(2015年4期)2016-01-19
太空探索(2014年6期)2014-07-10