
喷涂机器人LCC快速换色系统的故障解决
2022-05-10 04:54王洪江一汽大众汽车有限公司成都分公司四川成都610100
上海涂料 2022年2期
王洪江 (一汽-大众汽车有限公司成都分公司,四川成都 610100)
0 引言
在车身自动喷涂工艺中,DURR喷涂机器人的LCC快速换色系统可同时满足多种颜色的快速切换和自动冲洗,相比传统的多种颜色喷涂系统,具有设备集成化程度更高、工作效率更快、换色清洗溶剂使用量更少的优点,但对于设备维护人员来说,系统结构更加精密,控制方式更加复杂,在处理系统故障时需要花费大量时间,进而影响生产节拍。下面对使用中最常见的滑块移行超时故障(LCC ALAN1 Timeout target position reached)进行了深入分析,根据系统中相关元件的工作原理,出现故障时会表现出不同的运行状态,通过观察现场的状态现象可以快速锁定故障区域。另外,针对故障区域的检查和处理过程,结合现场经验也进行了流程化梳理,便于系统移行超时故障的快速解决,减少停台时间。
1 系统结构
1.1 控制系统
LCC快速换色控制系统使用了FESTO公司的相关设备,主要由线性驱动控制器SPC200、轴接口AIF、路径测量单元MTS以及比例方向控制阀MPYE组成。线性驱动控制器包含有电源卡、诊断卡以及通讯卡,其中电源卡负责提供DC24V直流电,并与轴接口之间采用canbus总线进行通讯,诊断卡利用自带的RS232接口可外接电脑进行诊断和调试,通讯卡通过profibus总线连接至机器人系统。轴接口负责读取路径测量单元的信号并将其传递给线性驱动控制器,同时将从线性驱动控制器接收到的纠正值以模拟模式传递给比例方向控制阀。在路径测量单元中,通过转换器将电气信号提供给测量杆,测量杆根据移动装置上磁铁位置返回磁场信号,并被转换器所接收。系统根据从信号生成到反射信号到达的这段时间,就可以计算出移动装置的位置。比例方向控制阀接收轴接口发出的0~10 V模拟电压信号,根据执行机构的动作需求控制阀的开度,输出定量的压缩空气。如图1所示,当执行机构停止运动时,比例方向控制阀处于中位,此时机械侧处于关闭状态,但控制侧仍有5 V的电位信号输入,保持关闭状态;当执行机构以最快速度运动时,比例方向控制阀根据控制侧的PI调节,打开一侧气源充气,同时另一侧等量排气。因此,比例方向控制阀的中位状态由控制信号和机械弹簧共同作用,当断电时,只能靠机械弹簧保持在中位。
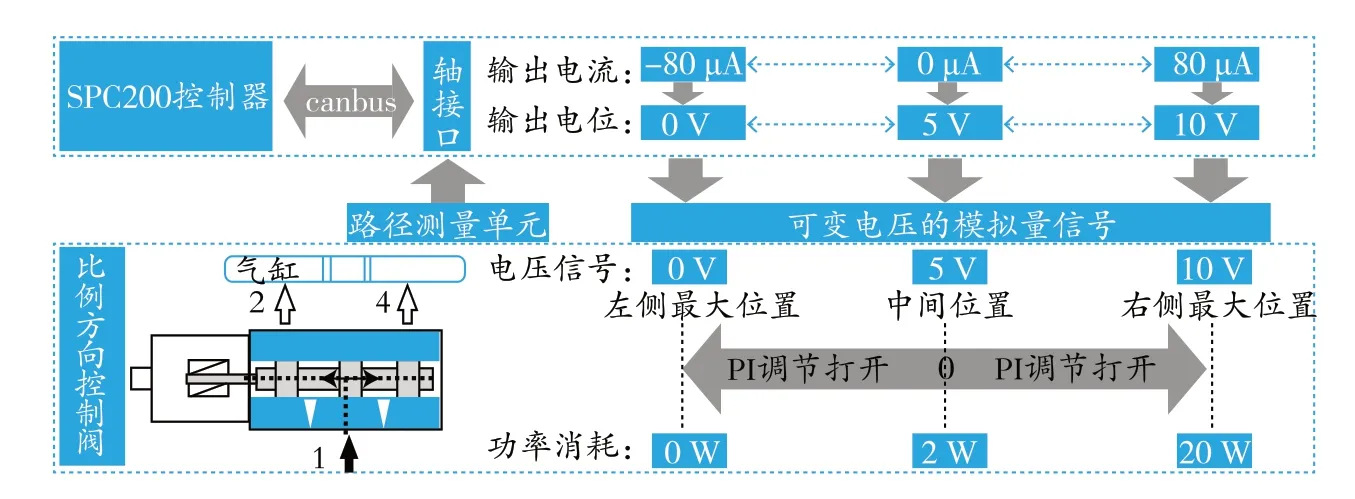
图1 比例方向控制阀的控制过程Figure 1 Control process of proportional direction control valve
1.2 执行系统
执行系统由LCC移行气缸系统、滑块锁止气缸系统组成。LCC移行气缸根据比例方向控制阀的充排气量可实现执行系统在换色前的精准到位,滑块锁止气缸用于移行系统到位后的完全锁止,防止发生漏漆。因此,执行机构在换色移行前必须处于解锁状态,确保滑块定位销完全脱离导轨,否则会发生机械卡顿。由于锁止气缸结构的特殊性,出现内部活塞磨损时会导致定位销无法完全脱离。如图2所示,在使用中锁止气缸有3种状态:在关闭气源时,锁止气缸因内部弹簧机械力自动锁止滑块,即F弹>F摩擦;在打开气源并操作锁止时,锁止气缸在内部弹簧机械力之外,还增加了锁止压力,即F锁+F弹>F摩擦,确保滑块锁止的密封性;在打开气源并操作解锁时,解锁压力克服弹簧机械力推动气缸打开,即F解>F摩擦+F弹,由于弹簧弹力与机械形变呈正比关系,当摩擦力增大到一定程度后,锁止气缸会在解锁的过程中发生来回摇摆的现象。综上所述,判断锁止气缸是否正常的条件有2个:一是在初始状态时气缸能够完成贴合动作;二是在解锁状态时气缸有无摇摆现象。
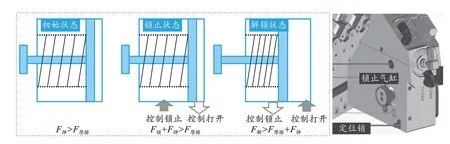
图2 锁止气缸的受力分析Figure 2 Force analysis of locking cylinder
2 故障处理
LCC换色系统使用相对稳定,其控制系统技术成熟,最常见的故障有2种:一种是因断电等原因引起的参考位丢失,这种情况按照顺序操作重新校零即可恢复正常:(1)首先关闭移行气缸气源,将滑块手动移至0号位置;(2)关闭锁止气缸气源,滑块自动锁在0号位置上;(3)打开移行气缸气源,在目视化权限满足的条件下操作示教器,手动触发参考位;(4)参考位给定成功后执行LCC学习程序,换色系统自动循环执行每个位置的贴合与脱开,全部成功后系统即可使用。另一种故障是因机械磨损等原因引起的滑块移行超时,由于此故障涉及设备区域多,处理过程相对复杂,下面分别从滑块操作时、滑块运行时及滑块定位时这3种不同情况下的现象入手,梳理并总结3种故障类型及处理流程。
2.1 机械连接故障
在出现滑块移行超时故障时,首先采用的最直接简便的方法就是在手动条件下操作滑块移动,并观察故障现象。在无其他报警的情况下,如果手动操作时滑块仍禁止不动,说明出现机械卡死,应立即按图3所示的部位和流程展开检查。如果现场气源供应均正常,先手动推动滑块并检查移行气缸手动阀的状态,再检查坦克链内有无干涉物以及驱动支架连接螺丝有无松动。需要注意的是,在移行气缸手动阀开启的状态下,滑块受比例方向控制阀的作用手动不可推动,只有在关闭移行气缸手动阀后才可以检查移行干涉点。以上几点都是机械部分容易出现的问题点,按照流程排查完毕后机械系统问题基本可以快速排除。
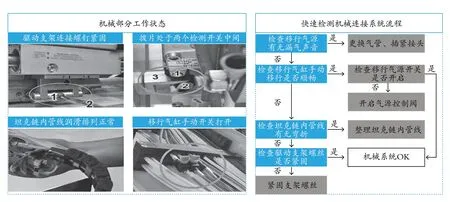
图3 机械连接部分故障处理流程Figure 3 Troubleshooting process of mechanical connection part
2.2 锁紧系统故障
在手动操作移行过程中,如果出现滑块来回摆动或卡顿的现象,这种情况的故障优先检查滑块自身的锁紧系统。从两方面可以快速判断锁紧系统的工作状态:首先在解锁状态下,检查滑块定位销有无脱离导轨,若无脱离,可检查解锁供气压力以及控制阀片有无正常开启;若正常脱开,必须观察滑块在锁止方向有无来回窜动现象,以及操作锁止后滑块能否贴合紧密,这两点中有任一点不满足,都说明锁止气缸内部存在磨损或润滑不良,必须进行更换。由于锁止气缸安装在滑块内部,其动作现象不易被观察,经多次操作验证,只要出现上述两种现象,就会在滑块移行过程中出现卡顿。在按照流程排查供气控制阀片以及锁止气缸故障后,锁紧系统的问题可以快速排除。
2.3 控制单元故障
如果滑块可以手动移行操作,并且移行过程中没有出现卡顿或摆动现象,这时必须关注滑块在到位锁止时的定位位置是否准确。若出现偏差,问题点基本可锁定在控制系统中。首先要对比例方向控制阀进行状态确认,如内部有严重漏气现象需立即更换。由于比例方向控制阀是模拟量控制元件,并带有比例积分调节功能,极易受到外界电气干扰产生误差输出或损坏,因此还要检查其控制线缆和接地线的连接状态。以上状态均确认后可执行一次校正及学习步骤,检查比例方向控制阀的工作稳定性。若学习不成功,可更换比例方向控制阀。在滑块移行超时故障中,控制系统的问题基本可以通过更换比例方向控制阀来解决,通过上述流程可快速准确地排除控制系统的问题。锁紧系统和控制系统故障处理流程如图4所示。
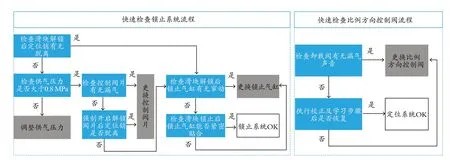
图4 锁紧系统和控制单元故障处理流程Figure 4 Troubleshooting process of locking system and control unit
3 结语
在汽车涂装过程中LCC快速换色控制系统滑块移行超时的故障经常出现,但是报警涉及的工作环境复杂,关联设备众多,如果没有进行系统的分析和相关经验累积,会导致处理效率低下,影响生产节拍的同时还会造成喷涂质量缺陷。通过对滑块移行超时故障的现象分析以及处理流程的总结,可将故障引起的平均停台时间由2 h/次降低至30 min/次以内,在保证车身质量的同时提高了工作效率。
猜你喜欢
化工设计通讯(2021年9期)2021-01-08
应用能源技术(2020年9期)2020-12-14
摄影之友(影像视觉)(2019年3期)2019-03-30
求学·理科版(2017年10期)2017-12-19
婚姻与家庭·性情读本(2017年1期)2017-02-16
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
中学生数理化·高一版(2008年4期)2008-11-15
