基于ERP信息管理的智能化焊接生产线物料配送控制系统设计
2022-05-06 12:45樊志鹏王伟譞
现代工业经济和信息化 2022年2期
张 强,樊志鹏,王伟譞
(中车大连电力牵引研发中心有限公司,辽宁 大连 116000)
引言
近年来,我国社会经济不断发展,给汽车销量带来巨大的创新,汽车生产企业产能需求得到逐渐提高,给汽车制造生产线提出更大的挑战。焊接生产线作为汽车制造生产线当中的重要环节,是提高产能与质量的重要方式,同时还能有效满足消费者消费理念与需求,提升汽车销售业绩。除此之外,汽车制造业作为制造业当中的主要行业,如何实行智能化、自动化制造对于汽车行业具有非常重要的作用。
1 智能化焊接生产线的可行性分析
1.1 输送方式研究
车辆焊接生产线作为生产的主要传输系统,是为了确保能有效完成pallet传输工作,便于维修人员进行后期维护,能有效降低机器故障率。该生产线主要利用GEOpallet与高速滚床传输原理,合理调整了车间和车身底板之间的传输途径和效率。根据pallet工作位置不同性,将其有效输送到目标位置,让车体在焊接过程当中,能提高输送效率和生产效率,现阶段企业将滚床分为三种常见类型。其中第一类滚床具有升降功能,能对pallet进行精准定位,通常应用于后轮罩滚边工位、VISION工位、CEO工位;第二类滚床不具备升降功能,通常利用编码尺为基础,来有效实施pallet定位功能,应用于机器人loading工位、补焊工位、机器人涂胶工位等;第三类滚床与第二类滚床性质相似,同样不具有任何升降功能,但能合理控制pallet启动、停止等功能,一般被应用于人工检测工位、idle工位、空中pallet等生产线方面。
1.2 可编程控制器系统
当出现一些特殊要求时,企业可合理使用rockwell公司所生产的自动化控制系统。根据企业实际需求,来设计高效率的控制系统,再利用DeviceNet总线的方式来实现数据通信,DeviceNet总线控制网络如图1所示。
这种系统正常使用AB品牌的PLC,在应用于该类型工位时,可根据满足企业实际要求,来编辑高效率程序结构,对故障维护、安全防护、物料传输等方面设计详细的程序设置,将生产信息的详细情况显示在HMI上,有利于保证运行状态。
1.2.1 硬件设计
硬件设计包含范围较广,如位置编码器板卡、动态制动电阻、PF755变频器、SEW高速比电器等。硬件设计的内部接线结构如下页图2所示。
1.2.2 电路接线设计
电机编码器主要是通过控制信号来连接变频器,而变频器是控制输出电流系数来进一步了解电机运行基本情况,从而有效控制电机闸门的关闭与开启。
1.2.3 程序编写
在程序编写时,工作人员设计编码器数字范围,将准确值定义在0~5 100内,当pallet前进时,编码器编号会出现0~5 100的数字,这种特殊的编码方式被称为count up。如果编码器数字是由5100-0这种顺序变化,可使用count Down方式,提高编码效率。为了提高交接效率,有效解决前后滚床同时动作问题,可在编码设备设置对前后滚床不相关计数值[1]。
1.2.4 安全防护
在焊接车间内,具有大量的操作人员、机器人、输送设备交互行为,为了提高人员和设备安全性,要合理调整控制系统。由于控制系统内存在很多安全设备,如安全地毯、急停按钮、安全门锁和激光区域扫描器等[2],一旦那件设备出现问题,都会给工作人员安全造成严重威胁。因此要选择合适的SIL3.PLe安全等级,利用DeviceNet网络与Ethernet网络传输信号与安全信号,将常规设备与安全控制相融合,提高系统整体安全性,确保机操作人员安全。
1.2.5 功能设计
针对焊接生产线ERP信息管理要求,本文设计的生产线不仅具有基本的焊接配料组装功能,还有生产监控管理、人力调配、物料管理三个主要功能。各功能实现主要通过生产线主体、软件、电气控制三者相互配合。其中生产线主体主要由物料传送装置和机器人及视觉检测环节构成,电气控制部分主要以三菱PLC为核心,软件部分包含用户端、生产端和管理端,监控装置有PC机和人机界面。而生产监控是对生产过程的管理,在单元生产线上对生产操作的质量进行评价,并及时将产品质量情况传输到管理终端,再让管理人员根据规定对各生产线进行维护管理。同时,生产监控功能通常是由多个设备合作进行,尤其是机器视觉系统,当机器人完成焊接工作后,再让传送带将工件传送到生产线末端的机器视觉处供图像系统进行分析判断并将质量信息上传至PLC中,由PLC指示机器人下一步操作,这些数据也将由PLC处理后在管理端中显示,供管理人员对生产线工况进行分析和管理。
1.3 工装切换方案
现阶段我国逐渐在尝试突破传统思路,设计多样化工装及时切换程序,人们将这种结构称作OPENGATE,可给SDY工厂5+1个车型带来专业数据,其主要是为工装GATE带来丰富的来车信息,等到所有工作车辆达到指定位置后,再利用工装完成车辆焊接任务[3]。通过智能化方式实施GATE存储是整个过程的关键点,同时对生产线进度提出了较高的要求,不能存在卡滞现象(如表1所示)。
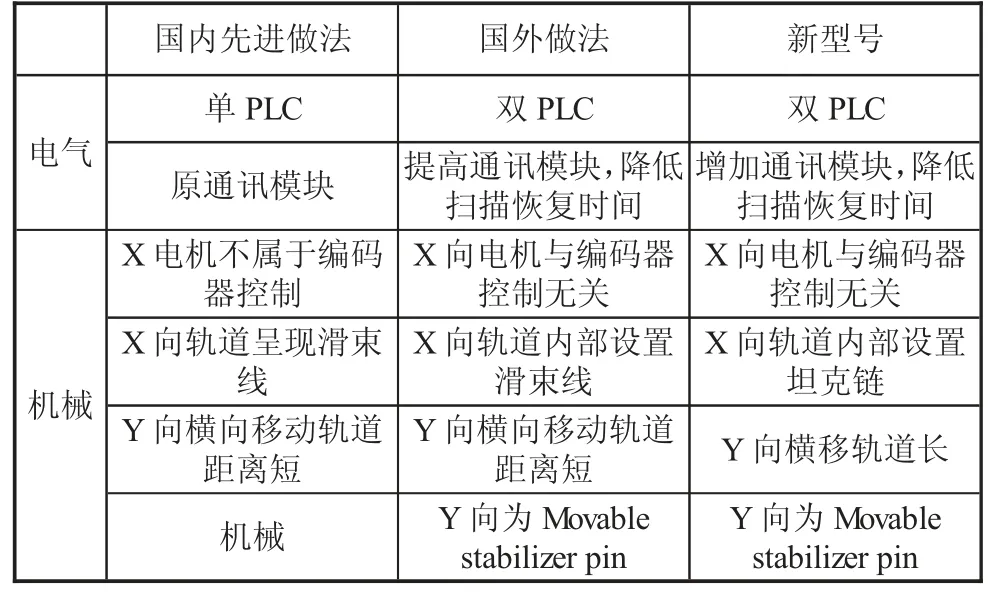
表1 总拼工位设计对比
1.3.1 工装底座和GATE定位
中央地板是为了将总成按照规定要求进行固定,还能应用于总拼工位尺寸调整,在这些方面都具有非常重要的意义。
1.3.2 导轨底座布局
底座布置一般会安装在混凝脚板上,这种地脚板正常会使用固定OPENGATE的标准组件来构成,为了提高荷载均匀性,会在地板与地脚板间会增设环氧树脂,在利用固定的化学螺栓与地脚螺栓进行固定[4]。
1.3.3 Y向移动轨道组件
移动轨道组件内含有多样化部件,而导轨与齿条作为其中最重要环节,一般要使用螺栓固定在焊接部件,且在支架下安装轴承滚轮,这种滚轮通常在固定C型导轨上滑动。而防旋转组件是由两个立式气缸组成,这两个气缸能够在移动当中,提高系统刚度[5]。
2 结语
我国目前正处于快速发展阶段,人们对于需求质量提出更高的要求,车辆的品质受到很多人士关注,作为制造业当中的重要组成部门,汽车制造智能化是未来发展的必然趋势。想要彻底实现汽车制造智能化,就需要丰富的科技技术,不能忽视设计阶段的智能化问题,只能将所有程序合理智能化,才能真正意义上实现智能化设计。
猜你喜欢
网络安全与数据管理(2022年1期)2022-08-29
汽车工艺师(2021年7期)2021-07-30
哈尔滨轴承(2021年1期)2021-07-21
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
家庭影院技术(2020年4期)2020-05-21
模具制造(2019年4期)2019-06-24
制造技术与机床(2017年7期)2018-01-19
杭州(2015年9期)2015-12-21
探测与控制学报(2015年4期)2015-12-15