
焊接参数对镀锌低碳钢板点焊接头抗剪切力的影响
2022-05-06 06:31:52王丙旭施泽平GaryBarber冯祖德
电焊机 2022年4期
王丙旭,张 宇,施泽平,Gary C.Barber,冯祖德
1.浙江理工大学 机械与自动控制学院,浙江 杭州 310018 2.奥克兰大学 汽车摩擦学中心,罗彻斯特 48309,美国3.慧能焊接设备有限公司,广东 东莞 523000
0 前言
镀锌是一种重要的钢铁防腐方法,通过对钢板表面进行热镀锌处理,形成致密的保护层可有效提高其抗腐蚀能力[1-5]。镀锌钢板广泛应用于汽车车体、轮船隔舱板和电气设备外壳等,通常采用电阻点焊连接[6-8]。在电阻点焊过程中,工艺参数如焊接电流、焊接时间和电极压力等对焊接接头质量有着重要影响,而接头质量很大程度上决定了焊件的服役性能,一旦工艺参数不合理,很容易出现凹陷、裂纹和变形大等缺陷。
潘小强等[9]研究了焊接时间对低碳钢点焊接头微观组织和抗剪切力的影响规律,结果表明熔核区内的马氏体尺寸随焊接时间的延长逐渐增大,硬度下降,焊件的抗剪切力先增大后减小。王鹏博等[10]研究了镀锌CP780复相钢的点焊电流工艺窗口以及焊接接头的微观组织和力学性能,发现焊接电流窗口为6.0~8.0 kA,最大焊接电流下点焊接头的最大剪切力和正拉力分别为21.8 kN、10.56 kN,相比最小焊接电流分别提高了51.8%和38.0%。周磊磊等[11]研究了热镀锌DP780钢板电阻点焊性能并优化了焊接工艺参数,结果表明热镀锌DP780钢板的点焊性能良好,但焊接工艺窗口较窄,点焊接头组织为马氏体和铁素体,塑性较差。当前大多数研究针对焊接电流或焊接时间对点焊接头组织和性能开展了相关研究,并没有综合分析各个焊接工艺参数对点焊接头的影响程度。
文中以热浸镀锌Q235低碳钢板为研究对象,基于正交试验法重点研究焊接电流、焊接时间和电极压力对点焊接头抗剪切力的影响规律,并分析了最佳焊接工艺参数下点焊接头的微观组织、硬度分布和抗剪切力,为热浸镀锌低碳钢板的实际应用提供数据支持。
1 试验材料及方法
1.1 试验材料
试验材料为热浸镀锌Q235低碳钢板,尺寸为120 mm(长)×35 mm(宽)×1 mm(厚),其化学成分如表1所示。镀锌层厚度约为8µm。母材微观组织为铁素体和少量珠光体,如图1所示。

表1 低碳钢Q235化学成分(质量分数,%)Table 1 Chemical composition of low carbon steel(wt.%)
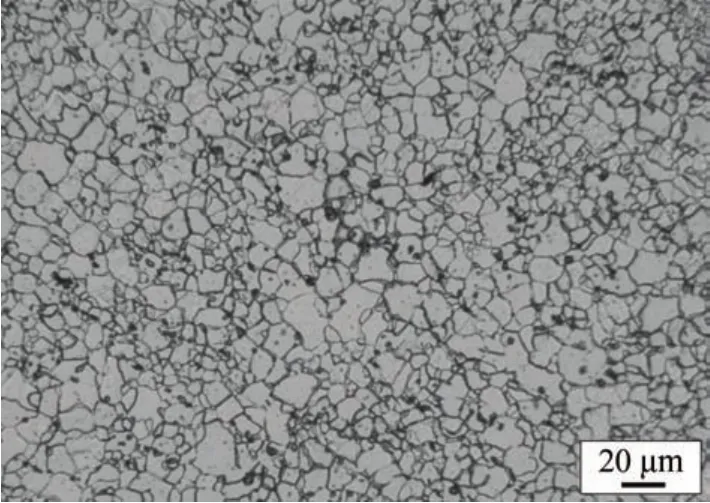
图1 低碳钢的显微组织Fig.1 Microstructure of low carbon steel
1.2 试验设备
电阻点焊设备为MD-40中频逆变点焊机,电极为直径6 mm的铬锆铜平头电极,如图2所示。两个镀锌低碳钢板的搭接面尺寸为30 mm×35 mm,点焊位置为重叠部分的中心处,如图3所示。通过线切割从焊件上切取金相试样,打磨、抛光、腐蚀后,使用VM3000I倒置金相显微镜观察点焊接头熔核区、热影响区和母材区的微观组织;使用XHV-1000TCCD型维氏硬度计测量点焊接头硬度分布,载荷为0.98 N,时间10 s;使用MINCEE 30 kN双臂拉力试验机测量点焊接头的抗剪切力,位移速度5 mm/min,测得抗剪切力-位移曲线如图4所示。
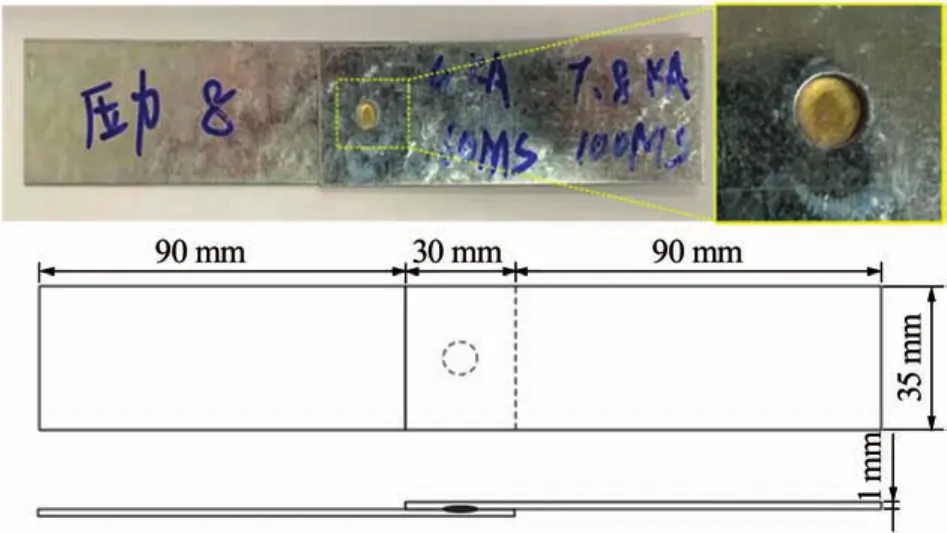
图3 电阻点焊镀锌低碳钢板试样尺寸Fig.3 Dimension of resistance spot-welded galvanized low carbon steel sheets
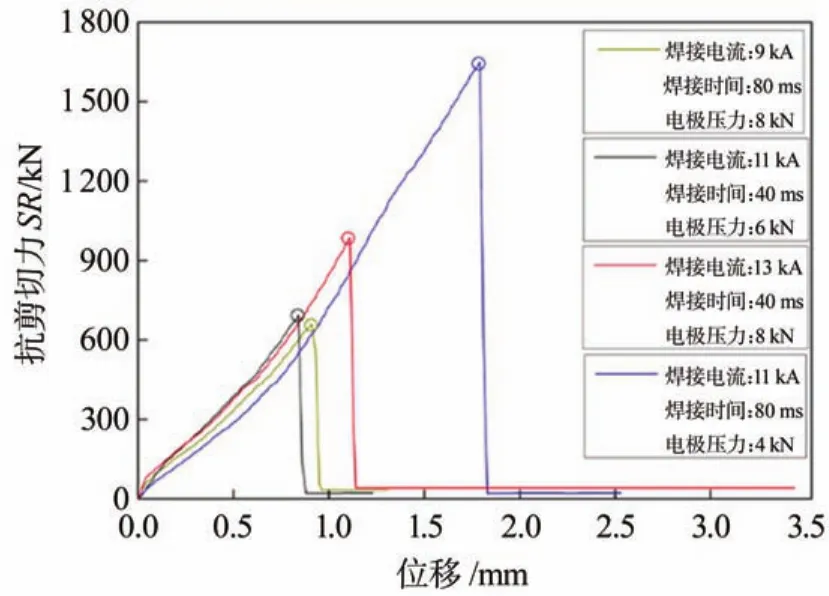
图4 抗剪切力-位移曲线Fig.4 Shearing strength-displacement curve
1.3 正交试验
采用三因素三水平设计正交试验方案,影响镀锌低碳钢板点焊接头抗剪切力的主要因素为焊接电流、焊接时间和电极压力,每个因素设置三个水平,具体如表2所示。
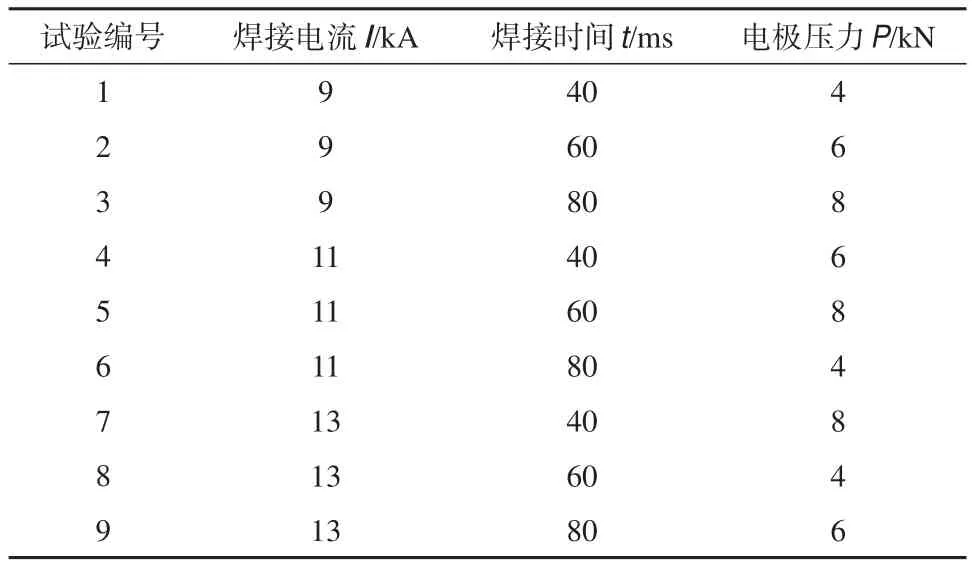
表2 三因素三水平正交试验Table 2 Orthogonal tests with three factors and three levels
2 结果与讨论
2.1 正交试验
正交试验结果如表3所示。1~7组热浸镀锌钢板试样的抗剪切力较低,失效模式均为界面断裂,如图5a所示,这多是焊接工艺参数设置不当造成熔核较小且熔核内缺陷较多,促使断裂发生在界面处。8组、9组镀锌低碳钢板试样的抗剪切力均超过7 kN,失效模式为典型的纽扣断裂,如图5b所示,这是由于熔核区和热影响区的强度和塑性较母材区差异较大,在剪切力作用下,热影响区与母材区发生不同程度的塑性变形,形成应力集中,从而造成裂纹的萌生和扩展。相比于界面断裂试样,纽扣断裂试样的抗剪切力更高,与贺地求[12]、郑森[13]等人的研究结果一致。
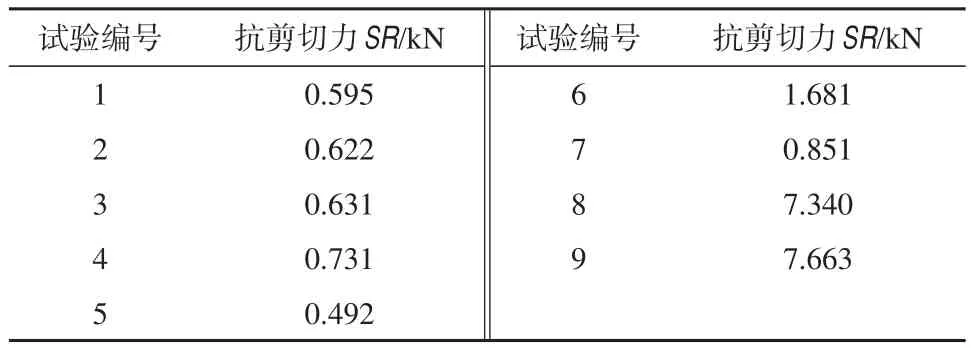
表3 正交试验结果Table 3 Results of orthogonal tests
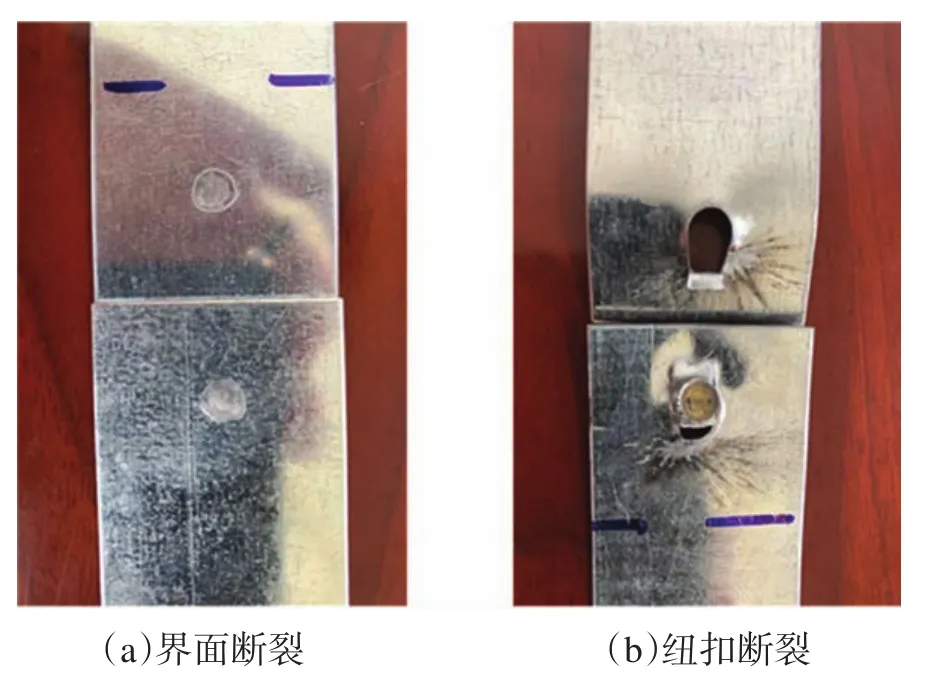
图5 电阻点焊镀锌低碳钢板试样剪切失效模式Fig.5 Failure mode of resistance spot-welded galvanized low carbon steel sheets
对正交试验结果进行极值分析。Kj1、Kj2、Kj3分别表示不同因素三个水平下抗剪切力之和,分别表示不同因素三个水平下抗剪切力的平均值,R表示对应的极差,按照式(1)进行计算

R值越大说明该因素对结果的影响越大。极值分析结果如表4所示,可以看出,焊接电流对点焊接头抗剪切力的影响最大,对焊接时间和电极压力的影响较小且基本相近。根据绘制抗剪切力相对因素水平的变化趋势,如图6所示,发现点焊接头具有最高抗剪切力时的工艺参数为焊接电流13 kA、焊接时间80 ms、电极压力4 kN。采用Minitab软件对正交试验结果进行方差分析,结果如表5所示,其中F值越大表示该因素对结果的影响越大,发现焊接电流对焊接接头抗剪切力具有显著影响,与极值分析结果一致。
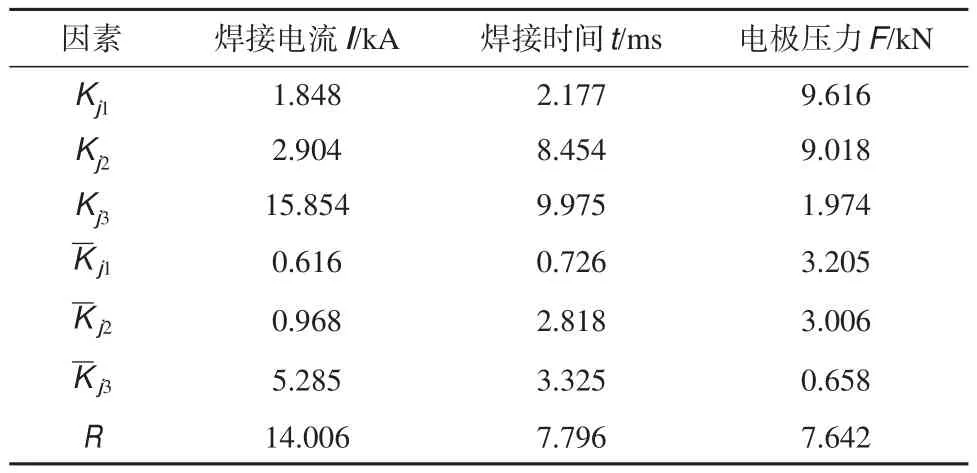
表4 正交试验极值分析Table 4 Range analysis of orthogonal tests
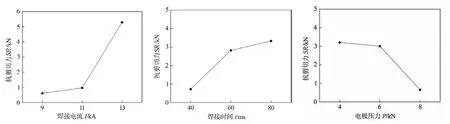
图6 抗剪切力对因素水平变化趋势Fig.6 Trend of shearing strength with factors and levels
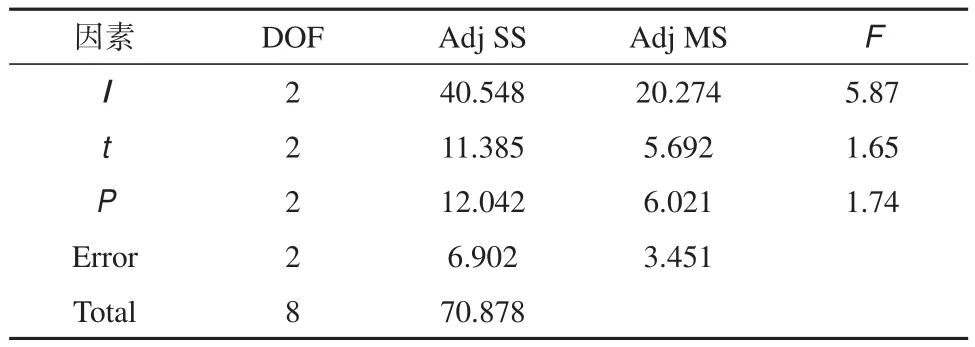
表5 正交试验方差分析Table 5 Variance analysis of orthogonal tests
为了验证正交试验结果,采用最佳焊接工艺参数制备镀锌低碳钢板点焊试样,测得点焊接头的抗剪切力为8.637 kN,高于正交试验中的9组试样,如图7所示。
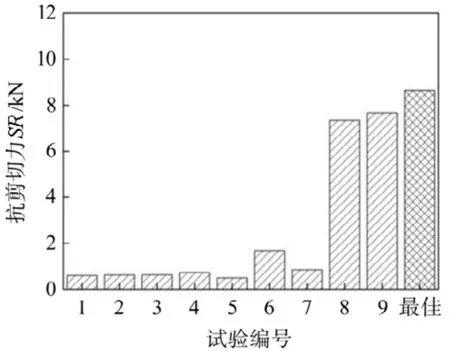
图7 不同焊接工艺参数下镀锌低碳钢板点焊接头抗剪切力Fig.7 Shearing strength of resistance spot-welded joints of galvanized low carbon steel sheets under various welding parameters
2.2 最佳焊接参数下的接头微观组织
最佳焊接工艺参数下获得的镀锌低碳钢板点焊接头微观全貌如图8所示,由熔合区、热影响区及母材区组成,其中熔合区呈椭圆形,浅色区为母材区,二者之间存在热影响区。熔合区内母材在电阻热的作用下温度逐渐升高直至完全熔化,凝固形核后晶粒呈有方向性的柱状晶结构生长,其方向垂直于熔合线(液-固相面),由于冷却速度较快,奥氏体转变为粗大的板条状马氏体组织。热影响区所受电阻热远低于熔合区,故其组织只发生部分相变,同时存在马氏体及铁素体,由于温度较低,晶粒较为细小且分布均匀,如图9所示。
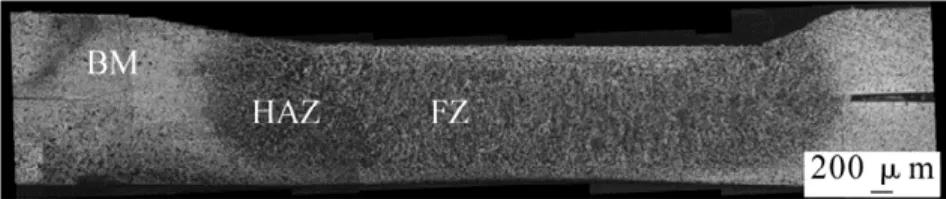
图8 最佳焊接工艺参数下镀锌低碳钢板点焊接头微观全貌Fig.8 Micro view of resistance spot-welded joint of galvanized low carbon steel sheets under optimal welding parameters
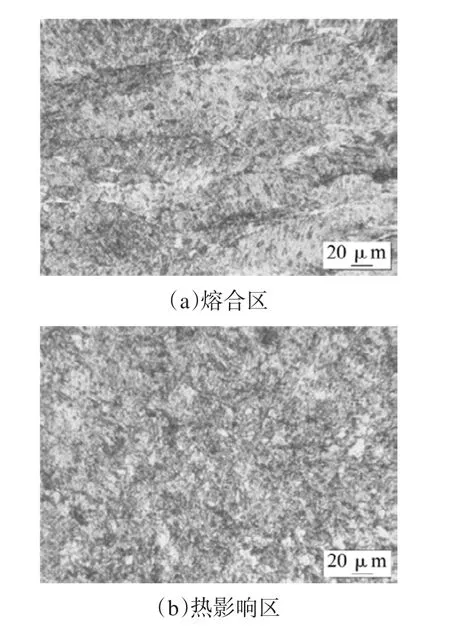
图9 最佳工艺参数下镀锌低碳钢板点焊接头微观组织Fig.9 Microstructure of resistance spot-welded joint of galvanized low carbon steel sheets under optimal welding parameters
2.3 最佳焊接工艺参数下的接头显微硬度分布
最佳焊接工艺参数下镀锌低碳钢板点焊接头显微硬度分布如图10所示。从母材区至熔合区硬度逐渐上升。熔合区内为板条状马氏体,硬度约为320 HV;母材区内以铁素体为主,硬度较低,约为102 HV;热影响区由于同时存在马氏体和铁素体,硬度介于熔合区和母材区之间,且越靠近熔合区,马氏体含量越高,硬度越高。
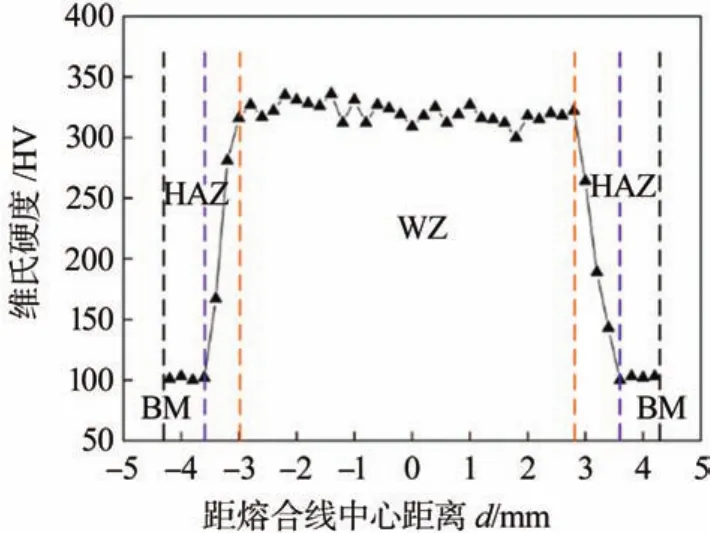
图10 最佳工艺参数下镀锌低碳钢板点焊接头显微硬度分布Fig.10 Vickers hardness distribution of resistance spot-welded joint of galvanized low carbon steel sheets under optimal welding parameters
4 结论
(1)正交试验中,纽扣断裂试样的抗剪切力高于界面断裂试样。通过对结果的极值和方差分析,发现焊接电流对点焊接头抗剪切力影响最大,焊接时间和电极压力影响较小,最佳焊接工艺参数是焊接电流13 kA、焊接时间80 ms和电极压力4 kN。工艺验证试验结果与预测的最佳焊接工艺参数相吻合,点焊接头的抗剪切力为8.637 kN,高于正交试验中的9组试样,但焊接参数对低碳钢点焊接头性能的影响机理仍需进一步研究。
(2)采用最佳焊接工艺参数制备的镀锌低碳钢板焊接试样的抗剪切力为8.637 kN,点焊接头熔核区呈椭圆形,内部组织为板条状马氏体,硬度约为320 HV,母材区组织以铁素体为主,硬度约102 HV,热影响区组织为马氏体和铁素体,硬度介于熔合区和母材区之间。
猜你喜欢
汽车实用技术(2022年5期)2022-04-02 10:04:42
新疆钢铁(2021年1期)2021-10-14 08:45:34
金属加工(热加工)(2020年12期)2020-02-06 05:59:12
表面工程与再制造(2019年3期)2019-09-18 01:35:16
电镀与环保(2017年6期)2018-01-30 08:33:37
电镀与环保(2017年2期)2017-05-17 03:42:17
焊接(2016年5期)2016-02-27 13:04:46
上海金属(2015年4期)2015-11-29 01:12:38
焊接(2015年6期)2015-07-18 11:02:24
焊接(2015年8期)2015-07-18 10:59:12
