
高效内驱动式滚切铣刀硬件实现及其优势分析
2022-05-06 07:39李慎旺李中生韩旭来刘纯祥
中国新技术新产品 2022年3期
李慎旺 李中生 韩旭来 刘纯祥 卜 匀
(1.河北省智能装备数字化设计及过程仿真重点实验室,唐山学院,河北 唐山 063000 ;2.天津力神电池股份有限公司,天津 300384)
0 引言
滚切加工所用的滚切刀具、回转刀具上装有圆形刀片,在切削过程中,圆形刀片随着刀体做走刀运动的同时还绕其自身轴线做回转运动,即滚切加工比普通铣削增加了一个圆形刀片绕其自身轴线做回转运动的自由度。
由于增加了一个圆形刀片绕其自身轴线做回转运动的自由度,因此滚切刀具具有斜角切削的特点,同时刀片后刀面的棱带还具有滚压作用,极大地提高了刀具的耐用度,提升了加工生产率和表面质量。
当圆形刀片的转动是由外加动力来驱动时,称为驱动式滚切刀具(Driving rotary tool或DRT);当圆形刀片的转动是由工件和刀片之间的相对运动来驱动时称为自滚切刀具(Self-propelle drotary tool或SPRT)。从现有文献看,还未对驱动式滚切铣削及驱动式滚切铣刀进行深入研究。
1 高效内驱动式滚切铣刀硬件实现
1.1 内驱动式滚切铣刀硬件组成
如图1(a),中心轮架通过轮架螺栓与机床主轴箱连接,铣刀定位心轴位于机床旋转主轴、刀盘的孔中,刀盘通过铣刀定位心轴定心,通过紧固螺钉与机床旋转主轴连接,上盖板通过多根上盖板螺栓与刀盘连接,中心轮架与刀盘之间装有中心轮架内油封,中心轮架与上盖板之间装有中心轮架外油封,直齿圆柱齿轮通过齿轮副与中心轮架连接,直齿圆柱齿轮通过上圆螺母、平键、上圆螺母止动垫紧固于行星轮轴上,行星轮轴通过下轴承、上轴承与行星轮套杯连接,上轴承由上轴承压盖压紧,上轴承压盖由多根上轴承压盖螺钉与行星轮套杯紧固,行星轮套杯通过外侧锥面与刀盘的锥孔配合并由两个下圆螺母紧固于刀盘上,如图1(c),行星轮套杯和刀盘之间装有密封圈,密封圈由孔用弹性档圈与刀盘固定,行星轮轴通过锥齿轮副与旋转刀轴连接,旋转刀轴通过右轴承、左轴承与行星轮套杯连接,右轴承、左轴承分别由对应的右轴承压盖、左轴承压盖压紧,右轴承压盖、左轴承压盖分别由对应的多根右轴承压盖螺栓、左轴承压盖螺钉与行星轮套杯紧固,旋转刀轴和右轴承压盖之间装有油封,圆刀片座通过锥孔与旋转刀轴的外锥面配合,圆刀片位于圆刀片座上通过刀片压板压紧,圆螺母、圆螺母止动垫将圆刀片、圆刀片座、压板与旋转刀轴紧固。
如图1所示,由圆螺母、平键、行星轮轴、上圆螺母止动垫、直齿圆柱齿轮、下圆螺母、行星轮套杯、旋转刀轴、下轴承、上轴承、圆刀片、上轴承压盖螺钉、上轴承压盖、圆刀片座、刀片压板、圆螺母止动垫、圆螺母、油封、右轴承压盖、右轴承压盖螺栓、右轴承、左轴承压盖螺钉、左轴承压盖、左轴承组成四组组件,且四组组件等间距排列于以机床旋转主轴的轴线为回转中心的水平圆周上。
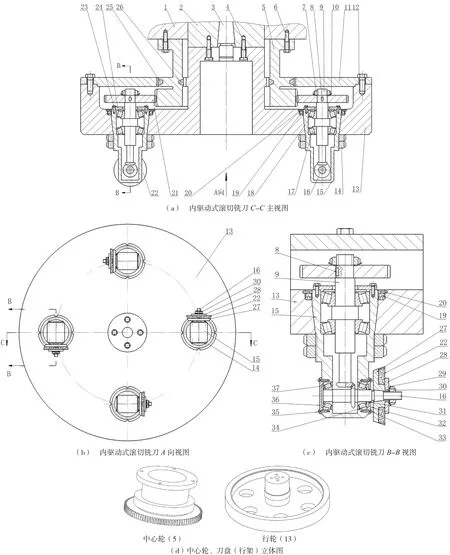
图1 内驱动式滚切铣刀硬件组成
中心轮架下部外侧有一圈直齿轮齿。行星轮轴的下部有一圈锥齿轮齿。行星轮套杯的中部外侧为锥面。旋转刀轴中部有一圈锥齿轮齿。
1.2 内驱动式滚切铣刀切削运动过程
机床旋转主轴的转动带动与其连接的刀盘转动,刀盘上的元件包括上圆螺母、平键、行星轮轴、上圆螺母止动垫、上盖板、上盖板螺栓、下圆螺母、行星轮套杯、旋转刀轴、下轴承、上轴承、密封圈、孔用弹性档圈、直齿圆柱齿轮、圆刀片、上轴承压盖螺钉、上轴承压盖、圆刀片座、刀片压板、圆螺母止动垫、圆螺母、油封、右轴承压盖、右轴承压盖螺栓、右轴承、左轴承压盖螺钉、左轴承压盖、左轴承,均随刀盘绕机床旋转主轴的轴线旋转,而中心轮架是与机床主轴箱连接的,因此中心轮架没有旋转运动,即中心轮架静止,直齿圆柱齿轮与中心轮架通过直齿轮副连接,因此直齿圆柱齿轮和与其固连的行星轮轴除绕机床旋转主轴的轴线旋转外还绕自身轴线旋转,行星轮轴通过锥齿轮副将绕自身轴线的旋转运动传递给旋转刀轴,旋转刀轴和与其固连的圆刀片除绕机床旋转主轴的轴线旋转外还绕自身轴线旋转,圆刀片随刀盘做走刀运动的同时绕自身轴线旋转完成对工件的加工。
密封圈、中心轮架外油封、中心轮架内油封、油封均起密封作用。两个端面相互接触的下圆螺母能够起到摩擦防松的作用,上圆螺母止动垫、圆螺母止动垫起防松作用。
行星轮套杯通过外侧锥面与刀盘的锥孔配合并由两个下圆螺母紧固在刀盘上,靠外侧锥面与锥孔面之间的摩擦力防止行星轮套杯因受外力而绕自身轴线旋转,松开两个下圆螺母,将行星轮套杯向上顶起,行星轮套杯外侧锥面与刀盘的锥孔面分离,沿行星轮套杯自身轴线转动星轮套杯则可调整圆刀片安装角度。安装角度是指圆刀片的轴线以行星轮轴的轴线为轴转动形成的角度。孔用弹性档圈主要防止密封圈在行星轮套杯向上顶起时从刀盘中脱落。中心轮架下部外侧有一圈直齿轮齿,能够保证星轮套杯被向上顶起时直齿圆柱齿轮向上顺利滑动。调整好圆刀片安装角度后,拧紧两个下圆螺母,实现行星轮套杯与刀盘的紧固。即一种难加工材料专用铣刀的圆刀片的安装角度不但调整方便而且可实现任意角度的调整。由于圆形刀片绕自身轴线主动旋转运动的驱动来自机床本身而不是外加的电机驱动,所以将其称为“内驱动式滚切铣刀”。
2 高效内驱动式滚切铣刀优势分析
圆刀片随刀盘做走刀运动的同时绕自身轴线主动旋转,而且圆刀片绕自身轴线主动旋转运动的驱动来自机床本身,所以圆刀片绕自身轴线主动旋转的速度大小与切削速度的大小成比例,其传动比由各齿轮传动副之间的齿数比决定。圆刀片绕自身轴线主动旋转的转向,可通过在直齿圆柱齿轮与中心轮架的齿轮副之间加惰轮来改变。
另一方面圆刀片的前刀面的排屑速度也与切削速度成比例,通过设计各齿轮传动副之间的齿数比并调整安装角度,使切屑在圆刀片前刀面的相对滑动速度降低,甚至降为零,有效地防止刀具前刀面的磨损。圆刀片采用随刀盘做走刀运动同时绕自身轴线旋转的方式完成对工件的加工,使后刀面的磨损量平均到了整个圆周上,从而减少了后刀面的磨损。内驱动式滚切铣刀能有效地降低刀具磨损、提高刀具使用寿命,提高切削速度和加工效率。
如图2 所示,圆形刀片随铣刀刀盘以转速作走刀运动的同时绕自身轴线以转速n旋转完成对工件的加工。圆形刀片切削刃上一点随铣刀刀盘作走刀运动的切削速度大小为(=,为铣刀刀盘回转半径),圆形刀片切削刃上一点绕自身轴线旋转的旋转线速度大小为V(V=nr,为圆刀片半径)。

图2 滚切铣削加工示意图
滚切加工是滚压和普通切削结合的加工方法,圆形刀片在切削过程中连续旋转,使其不仅具有斜角切削的特点,而且刀片后刀面的棱带还具有滚压作用。因此该文根据滚切加工这个特点定义圆形刀片的旋转线速度V与切削速度的比值为滚切速率比,如公式(1)所示。

滚切速率比是表征“滚压”和“切削”的比例关系的一个系数,和铣-铣复合加工方法中的铣-铣切削速率比k相同,滚切速率比也是滚切铣削加工方法中的一个重要的参数,滚切铣削加工方法中的滚切速率比不但具有可观、可测等重要特点,而且还与滚切加工其他参数(如工件表质量参数、刀具后刀面磨损速率、切削力参数)有密切的关系。
图3的加工仿真表明:主切削力F随的增大而减小。
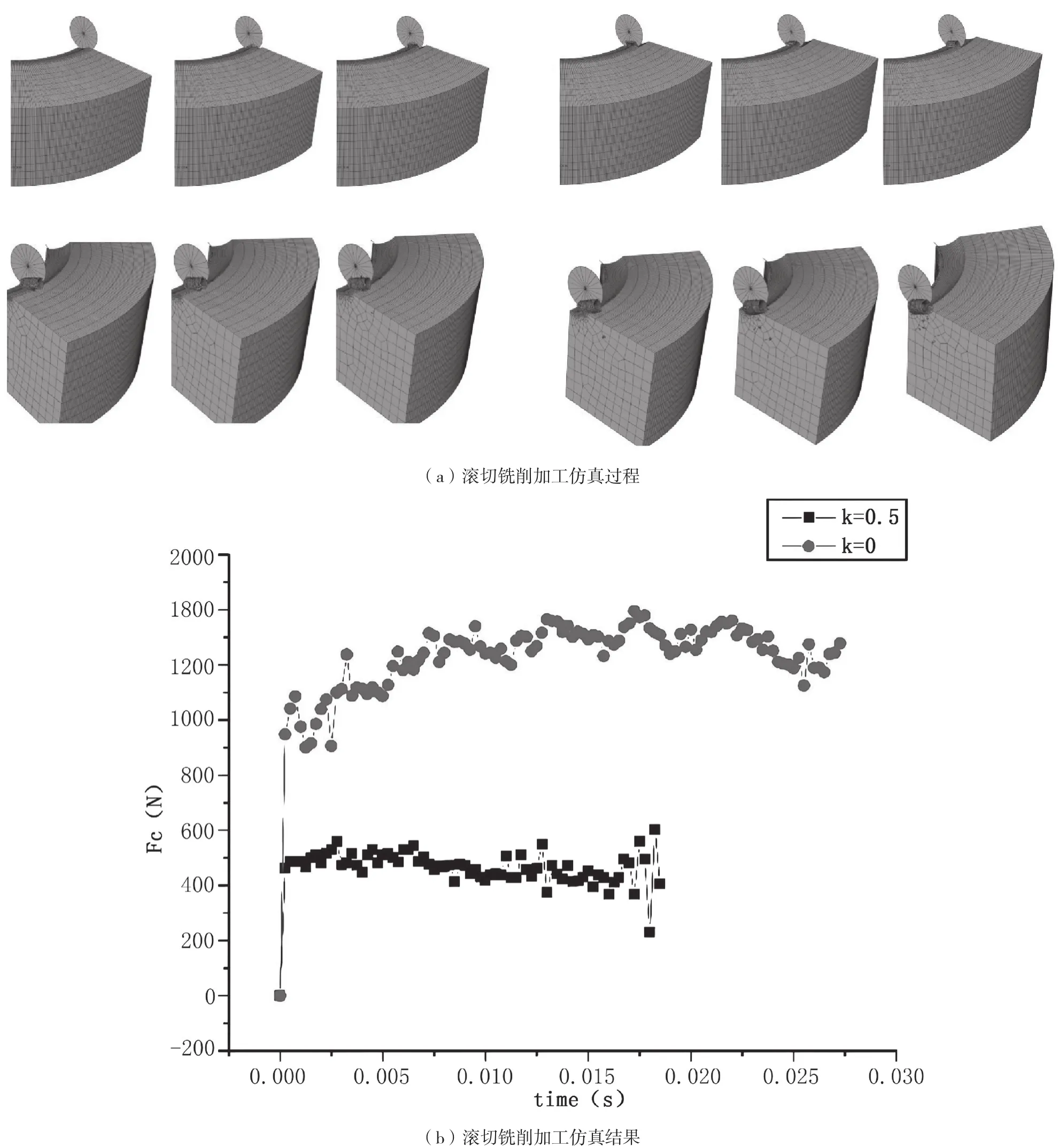
图3 滚切铣削加工仿真
滚切加工圆形刀片上一点的刀具轨迹为周期为2π的变升角的螺旋线(如图2所示),而刀具前刀面的实际工作面为螺旋面,刀具螺旋线的螺距的计算公式如下。

上述特性决定了内驱动式滚切铣刀能有效地降低刀具磨损,延长刀具使用寿命,加快切削速度,提升加工效率。
3 结论
在原有机械加工设备的基础上提高加工的效率是人们一直研究的课题。内驱动式滚切铣刀的基本原理为采用了一个行星轮系结构,中心轮与机床调速轴固连;行架与机床旋转主轴固连;行星轮通过一对锥齿轮副将运动传递到圆刀片。一对锥齿轮副中包括主动锥齿轮和从动锥齿轮。这样圆形刀片随行架(即铣刀刀盘)做走刀运动的同时绕自身轴线旋转完成对工件的加工,此时机床主轴与圆形刀片之间的传动链为“内联系传动链”。内驱动式滚切铣刀的圆形刀片能够在不改动机床、不外加电机驱动的情况下实现随铣刀刀盘做走刀运动的同时绕自身轴线旋转完成对工件的滚切加工运动。圆刀片采用随刀盘做走刀运动同时绕自身轴线旋转的方式完成对工件的加工,使后刀面的磨损量平均到了整个圆周上,从而减少了后刀面的磨损。内驱动式滚切铣刀能有效地减少刀具磨损,延长刀具使用寿命,加快切削速度,提升加工效率。
猜你喜欢
机械工程师(2023年11期)2023-12-09
机械工程与自动化(2022年3期)2022-06-24
中国设备工程(2022年2期)2022-02-10
模具制造(2019年10期)2020-01-06
隧道建设(中英文)(2017年10期)2017-11-07
制造技术与机床(2017年3期)2017-06-23
浙江大学学报(工学版)(2016年11期)2016-06-05
金属加工(冷加工)(2014年21期)2014-12-02
河南科技(2014年23期)2014-02-27
中国工程机械学报(2012年1期)2012-08-15
