天然维生素E油中PAH4连续脱除工艺研究
2022-04-25 08:12关国华武文华曹玉平蒋一鸣周学晋宋莲芳徐逍然史金柱梁广震
中国油脂 2022年4期
关国华,武文华,曹玉平,蒋一鸣,周学晋,宋莲芳, 徐逍然,童 强,史金柱,梁广震
(1.中粮天科生物工程(天津)有限公司,天津 300457; 2.中粮生物科技股份有限公司,安徽 蚌埠 233010)
多环芳烃(PAHs)是一类具有两个或多个苯环互相键结的芳香族有机化合物,是最早发现具有致癌、致畸、致突变作用的有机污染物。PAHs的种类很多,且多数具有致癌性,在目前已知的500种致癌化合物中,有200多种为PAHs及其衍生物[1]。PAHs主要是由碳氢化合物在高温下不完全燃烧产生的,由于其具有较强的亲脂性,因此油料作物中的PAHs会转移到油脂产品中。
天然维生素E是一种混合生育酚,主要由d-α-生育酚、d-β-生育酚、d-γ-生育酚和d-δ-生育酚4种同系物组成,是浅黄色至棕红色的澄清油状液体。天然维生素E油作为抗氧化剂和营养促进剂,越来越多被人们所了解和接受,在欧美等发达国家已成为日常消费品,目前天然维生素E油主要以植物油精炼过程中的脱臭馏出物作为原料进行提取[2-3],经过一系列的精制过程,最终产品中PAHs会不可避免地因浓缩而残留[4-5]。国内外对食品中PAHs的限量要求不同。我国GB 2762—2017《食品安全国家标准 食品中污染物限量》规定,油脂及其制品中苯并(a)芘含量小于或等于10 μg/kg,欧盟标准EU 1881-2006规定食品中苯并(a)芘含量小于或等于2 μg/kg,PAH4(苯并(a)芘、苯并(a)蒽、苯并(b)荧蒽、)含量小于或等于10 μg/kg。PAH4是一类极其微量的污染物,对产品质量安全造成一定的负面影响。国内天然维生素 E厂家产品质量指标基本满足国标限量标准,但不能满足出口欧盟的产品要求,为此,开发一种高效脱除PAH4的工艺方法具有重要意义。
目前,国内针对PAHs的脱除方法有生物降解法、吸附法、萃取法、络合法等[6-7],大部分以间歇方式操作,不利于工业化生产。本文研究建立一种以颗粒活性炭为吸附剂[8-9]的连续脱除天然维生素E油中PAH4的工艺方法,首先对料液比、体系温度、吸附时间进行单因素实验,在单因素实验基础上进行正交实验优化,得到连续脱除天然维生素E油中PAH4的最佳工艺条件,以期为天然维生素E油生产中PAHs的脱除提供参考。
1 材料与方法
1.1 实验材料
天然维生素E油(VE总含量50%,其中α-VE相对含量9.68%,植物甾醇含量8.95%,PAH4含量154.2 μg/kg,苯并(a)芘含量40.0 μg/kg),中粮天科生物工程(天津)有限公司。95%乙醇;颗粒活性炭,江南活性炭厂。
TD5002(0.01 g)电子天平,天津天马衡基仪器有限公司;RE-52AA旋转蒸发仪,上海亚荣生化仪器厂;玻璃层析柱,天津市天玻玻璃仪器有限公司;Agilent 1260高效液相色谱仪,美国安捷伦科技有限公司。
1.2 实验方法
1.2.1 天然维生素E油中PAH4的连续脱除
取500 g天然维生素E油溶解到95%乙醇中,以一定流速泵入填装70%颗粒活性炭的吸附柱内,柱体积为900 mL,并控制体系温度在25~50℃,利用活性炭对PAHs的吸附特性进行脱除实验,通过设计AB柱轮流切换的方式连续进出料进而实现连续化操作。收集流出液经蒸发浓缩,得到目标产品,测定原料及产品中PAH4含量、苯并(a)芘含量,计算PAH4脱除率。
1.2.2 指标检测
维生素E含量的测定参照ISO 9936-2006《动植物油脂 高效液相色谱法测定维生素E和三烯甘油酯含量》,PAH4及苯并(a)芘含量的测定委托欧陆检测技术服务(上海)有限公司进行外检。
2 结果与讨论
2.1 单因素实验
2.1.1 料液比对PAH4脱除效果的影响
为考察溶剂使用比例的影响,选取天然维生素E油与95%乙醇质量体积比(料液比)为1∶1、1∶2、1∶3、1∶4、1∶5、1∶6,在体系温度室温(25℃)、吸附时间2 h条件下,考察料液比对PAH4脱除效果的影响,结果如图1所示。
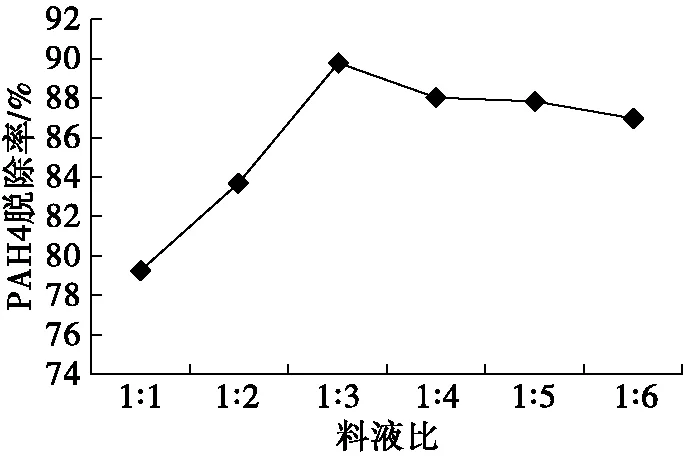
图1 料液比对PAH4脱除效果的影响
料液比影响混合后溶液的黏度,从而影响吸附效率。由图1可知,增加料液比,溶液的黏度降低,可提高PAH4吸附效率,料液比1∶3时PAH4的脱除效果最好,脱除后天然维生素E油中PAH4含量为15.8 μg/kg(苯并(a)芘含量为3.1 μg/kg),PAH4脱除率达到89.75%。因此,选择料液比为1∶3。
2.1.2 体系温度对PAH4脱除效果的影响
在料液比1∶3、吸附时间2 h条件下,考察体系温度对PAH4脱除效果的影响,结果如图2所示。
从图2可以看出,活性炭对PAH4吸附效果在体系温度低时略差,分析原因在于低温下天然维生素E油中植物甾醇容易结晶析出,从而附着在活性炭表面减少活性炭比表面积,不利于PAH4的吸附;而体系温度升高使得分子运动加速,有利于PAH4进入活性炭内部充分接触,提高活性炭的吸附效果,但超过一定温度后,吸附效果没有明显变化。实验结果表明,40℃时PAH4脱除效果最优,脱除后天然维生素E油中PAH4含量为10.0 μg/kg(苯并(a)芘含量为2.5 μg/kg),PAH4脱除率为93.51%。考虑到乙醇的挥发性,选择体系温度为40℃。
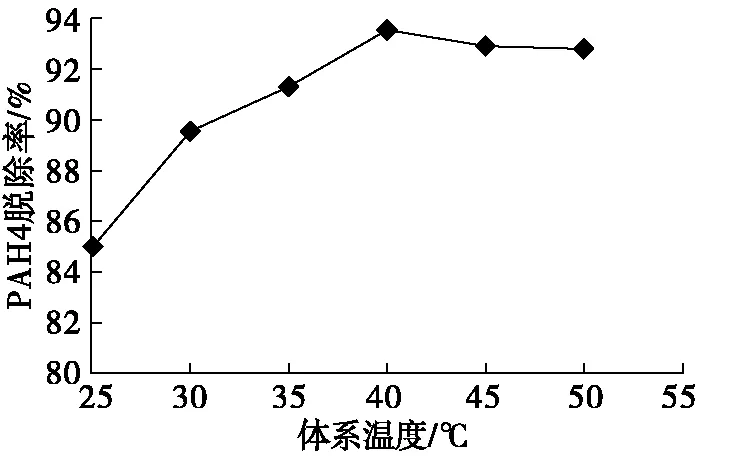
图2 体系温度对PAH4脱除效果的影响
2.1.3 吸附时间对PAH4脱除效果的影响
在料液比1∶3、体系温度40℃条件下,考察吸附时间对PAH4脱除效果的影响,结果如图3所示。
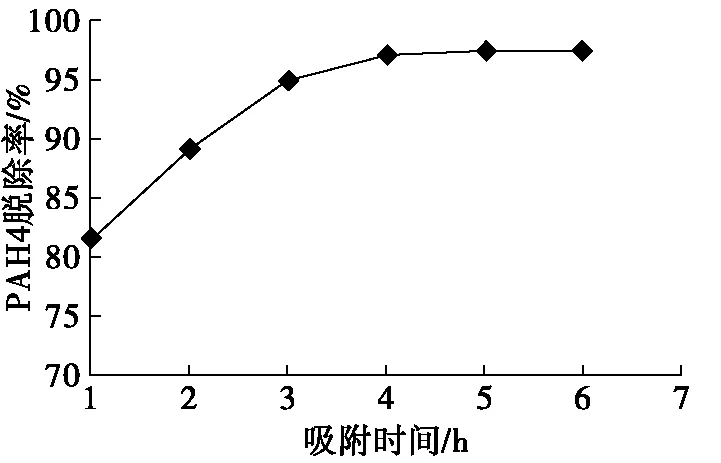
图3 吸附时间对PAH4脱除效果的影响
由图3可知,吸附时间对天然维生素E油中PAH4的脱除效果影响较大,吸附时间越短,吸附效果越差,吸附时间越长吸附效果越好,但吸附时间达到4 h后,PAH4脱除率无明显变化。吸附时间4 h时,天然维生素E油中PAH4含量为4.7 μg/kg(苯并(a)芘含量为1.1 μg/kg),PAH4脱除率为96.95%。考虑到实际工业生产情况,选择吸附时间为4 h。
2.2 正交实验
为进一步优化PAH4脱除工艺,在单因素实验基础上,采用L9(34)正交表对料液比、体系温度、吸附时间进行三因素三水平的正交实验,以PAH4脱除率为指标确定最佳的PAH4脱除工艺条件。正交实验因素水平见表1,正交实验设计及结果见表2,正交实验方差分析结果见表3。

表1 正交实验因素水平
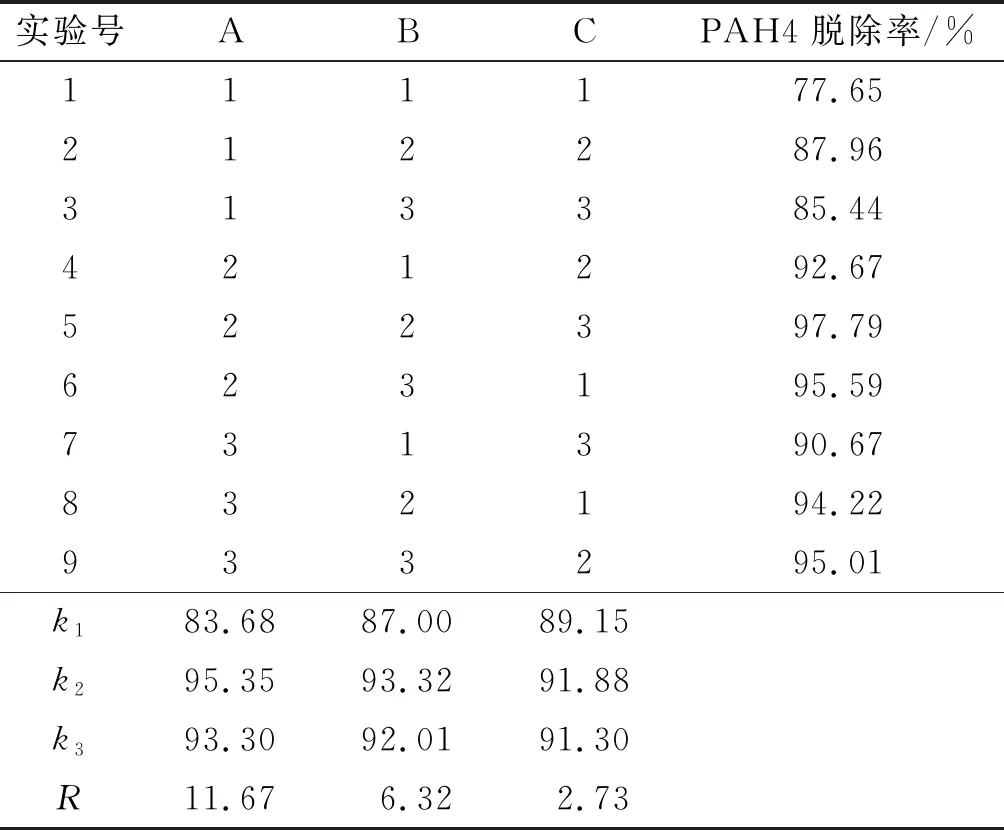
表2 正交实验设计及结果
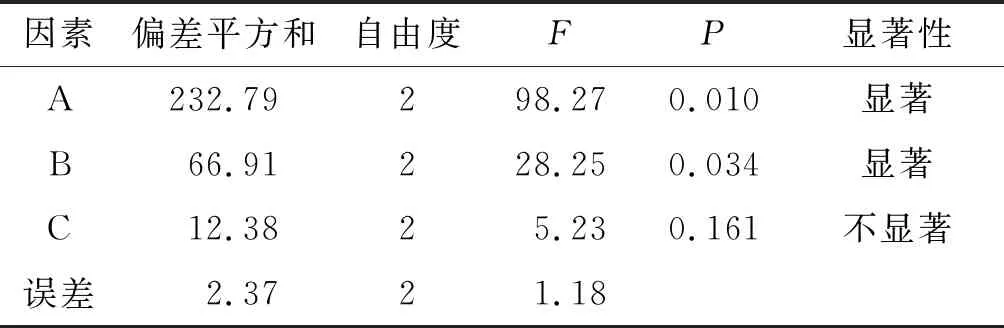
表3 正交实验方差分析结果
由表2可知,3个因素的极差大小顺序为A>B>C,3个因素对PAH4脱除率影响的大小顺序为料液比>体系温度>吸附时间,最优的脱除工艺条件为A2B2C2,即料液比1∶3,体系温度40℃,吸附时间4 h。由表3可知,料液比、体系温度对PAH4脱除影响显著,吸附时间影响不显著。最终确定PAH4脱除工艺条件为料液比1∶3、体系温度40℃、吸附时间4 h,在此条件下PAH4脱除率为97.79%。
通过分析正交实验结果,设计将70%的颗粒活性炭填装至固定床内,确定脱除工艺条件:以95%乙醇为溶剂,天然维生素E油与溶剂比为1∶3,体系温度40℃,调节进料流速使吸附时间为4 h。经过10次吸附实验,PAH4脱除率在94.53%~96.78%范围内,PAH4平均含量为6.9 μg/kg,脱除效果没有明显下降。为验证实验中连续脱除工艺的效果,进行3组共30次的重复性验证实验,PAH4的脱除率见表4。
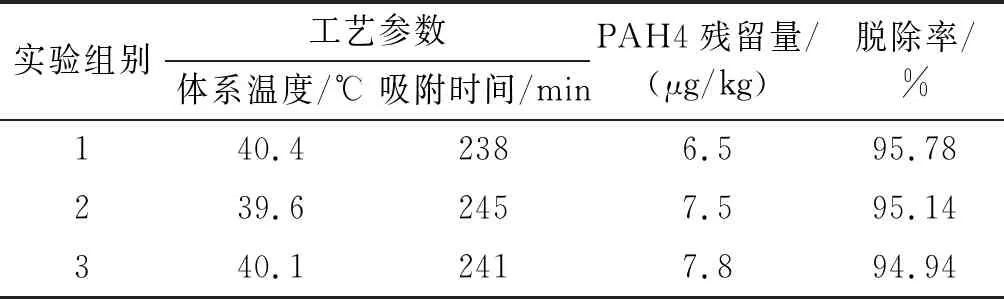
表4 连续脱除PAH4的验证实验
由表4可看出,PAH4平均脱除率为95.29%,脱除后天然维生素E油中PAH4含量为7.3 μg/kg(苯并(a)芘含量为1.8 μg/kg),符合欧盟标准EU 1881-2006中PAH4含量小于或等于10 μg/kg,苯并(a)芘含量小于或等于2 μg/kg的要求,与正交实验所得最优脱除率97.79%的相对误差为2.56%,且实验重复性良好,证明了连续脱除工艺具有可行性。
2.3 PAH4脱除过程对维生素E含量的影响
对优化工艺条件下脱除PAH4前后的天然维生素E油样品进行维生素E含量分析,考察PAH4脱除过程中活性炭对天然维生素E含量的影响,结果见表5。

表5 PAH4脱除过程对维生素E含量的影响 %
由表5可知,PAH4脱除前后维生素 E含量未发生明显变化,表明活性炭虽然对维生素 E有一定吸附作用,但在可接受范围内。
3 结 论
本文建立了一种连续脱除天然维生素E油中PAH4的方法,并对关键条件进行了优化,最终建立一套连续脱除工艺:用3倍体积的95%乙醇将天然维生素E油充分溶解后,在保持体系温度40℃条件下,通过装填颗粒活性炭的固定床,并保证4 h的吸附时间对PAH4进行吸附,之后收集流出液,蒸发除去乙醇后,得到低PAH4含量的天然维生素E油产品。该方法可以在不影响维生素E含量的前提下脱除天然维生素E油中微量的PAH4,使其残留量符合欧盟标准要求,提高产品附加值和市场竞争力。
猜你喜欢
保健与生活(2022年10期)2022-05-06
一重技术(2021年5期)2022-01-18
中老年保健(2021年5期)2021-08-24
现代临床医学(2021年4期)2021-07-31
建材发展导向(2021年12期)2021-07-22
昆钢科技(2021年1期)2021-04-13
童话世界(2020年32期)2020-12-25
天津科技大学学报(2020年3期)2020-06-23
童话世界(2020年8期)2020-06-15
收藏界(2019年2期)2019-10-12