
纸浆浓度自动化控制系统设计
2022-04-19 21:43:43林晨
粘接 2022年3期
林晨





摘 要:研究在传统PID控制系统上提出一种改进SAA的优化算法对参数进行优化,并设计了基于改进SAA算法的纸浆浓度自动化控制系统。根据纸浆浓度自动化控制系統功能需求,对系统整体架构进行设计,并构建了纸浆浓度模型;针对传统PID无法在线调整参数的问题,设计了基于改进SAA算法的参数优化控制器;通过仿真实验对研究提出的算法和系统进行了验证。结果表明:提出的基于改进SAA算法相较于标准SAA算法,具有更好的寻优能力,表现出更好的稳定性与收敛性,且搜索效率更高;相较于传统PID和SAA-PID控制系统,产量提高0.65 t/h,成本下降4.37元/t,可用于实际纸浆浓度自动化控制。
关键词:纸浆浓度;自动化控制;参数优化;SAA算法
中图分类号:TS736+.3 文献标识码:A 文章编号:1001-5922(2022)03-0135-05
Design of pulp consistency automatic control system
LIN Chen
(Jinshan College, Fujian Agriculture and Forestry University, Fuzhou 350026, China)
Abstract:Aiming at the problems of the traditional PID based pulp concentration control system, an improved SAA optimization algorithm is proposed to optimize the parameters. According to the functional requirements of the pulp concentration automatic control system, the overall architecture of the system is designed, and the pulp concentration model is constructed. Aiming at the problem that the traditional PID cannot adjust the parameters online, a parameter optimization controller based on the improved SAA algorithm is designed. Finally, the algorithm and system proposed in this study are verified by simulation experiments. The results show that, compared with the standard SAA algorithm, the improved SAA algorithm has better optimization ability, better stability and convergence, and higher search efficiency; compared with the traditional PID and SAA-PID control system, the output is increased by about 0.65 t/h while the cost is lower by 4.37 yuan/t, which can be used for automatic control of actual pulp concentration and has certain economic benefits.
Key words:pulp consistency; automatic control; parameter optimization; SAA algorithm
随着经济的发展和生活水平的提高,人们对生活用纸的品质要求越来越高。纸浆浓度,作为造纸工艺中一个重要的参数,是决定纸张品质的关键因素之一,稳定均匀的纸浆浓度可提高纸张品质,降低纸张定量波动。因此,有必要在造纸过程中对纸浆浓度进行自动化、智能化控制。目前,造纸厂的纸浆浓度通常采用传统的PID控制,如有学者基于PID控制,提出了利用变论域模糊、改进粒子群算法、扰动抑制的差分进化算法等方法对PID进行控制,实现了对纸浆浓度稳定性控制,提高PID对纸浆浓度的控制精确性[1-3]。因此,为实现造纸过程中对纸浆浓度的实时控制,获得最佳的控制效果,提高纸张品质,研究提出一种基于改进SAA的参数优化算法,对传统PID参数进行在线调整,进而实现纸浆浓度的自动化控制。
1 系统架构
1.1 系统整体框架
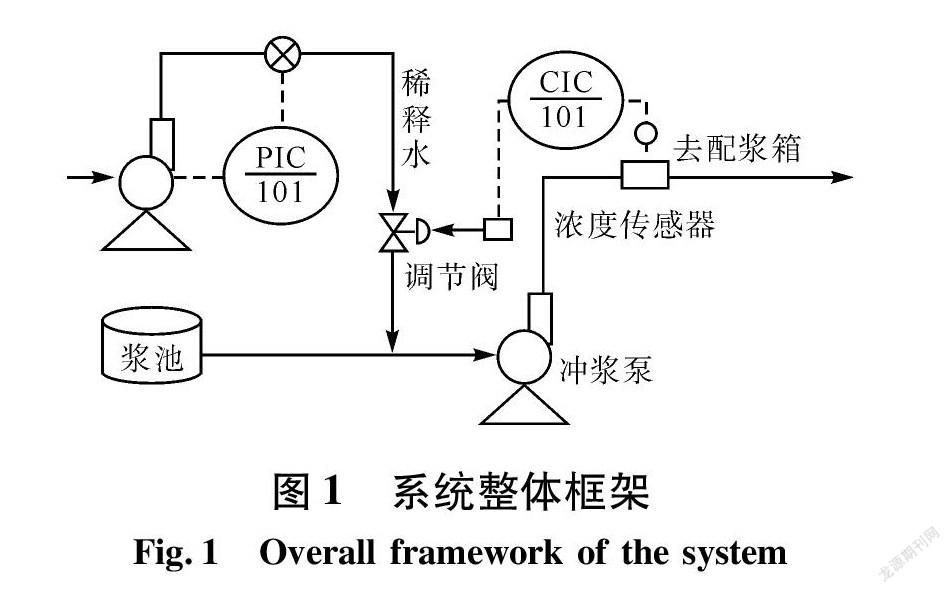
纸浆浓度自动化控制系统的主要目的是实现稳定均匀控制纸浆浓度,进而提高纸张生产品质。因此,根据系统功能需求,研究将纸浆浓度自动化控制系统整体框架,具体如图1所示。
由如图1可知,系统包括浆池、冲浆泵、调节阀、浓度传感器、白水道等设备。其中,浓度传感器可实时检测纸浆浓度;控制器可根据浓度传感器检测的实时纸浆浓度,调节控制调节阀的阀门开度,进而实现控制稀释水的大小。系统实现自动化控制纸浆浓度的具体流程如下:纸浆进入配浆池前,浓度传感器对纸浆浓度进行实时检测,并将检测数据传送到控制器;控制器根据设定的纸浆浓度值调节稀释水流量大小。最后,由冲浆泵将纸浆送到纸机进行生产。
1.2 纸浆浓度模型
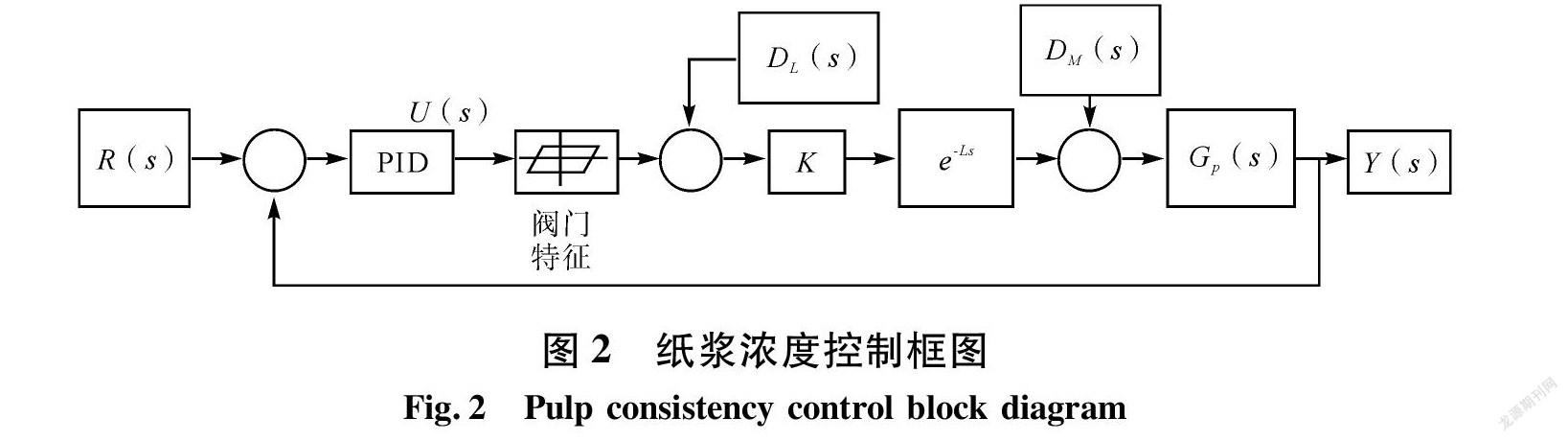
根据上述系统整体框架可知,纸浆浓度控制的原理[4-6]如图2所示。
由图2可知,R(s)为系统设定的纸浆浓度;PID表示控制器;U(s)表示阀门开度;DL(s)表示负载干扰;K为过程增益;e-Ls表示延迟特性;Gp(s)表示系统特性;DM(s)表示测量干扰;Y(s)表示纸浆输出浓度。由此可知,纸浆浓度的数学模型在忽略干扰和阀门特性时,其数学描述:
Y(s)U(s)=KTs+1e-Ls(1)
式中:Ta、Tp、Tb分别表示阀门动态特性、稀释水及纸浆混合过程、浓度变送器动态特性的惯性时间常数。
考虑到在实际纸浆浓度自动控制过程中,Ta、Tp、Tb获取较为困难,且其对纸浆浓度的自动控制结果影响较小;故研究对纸浆浓度模型进行简化,得到纸浆浓度模型:
Y(s)U(s)=KTs+1e-Ls(2)
式中:T表示惯性时间常数。
2 控制器设计
2.1 SAA算法
SAA算法是一种随机全局寻优算法,由于其结构简单且适用性较强,常用于优化问题的求解[5]。该算法的寻优的基本思想是通过赋予搜索过程一个时变且最终趋于零的概率,避免算法陷入局部最优而得到具有概率的全局最优解。其基本流程[7]如图3所示。
步骤1:设置初始温度Tk(k=0)、初始化解x0,退火系数和最大迭代次数等参数;
步骤2:在Tk温度下,当前最优解x的邻域内产生新解y,并计算目标函数值f(x)、f(y)及Δf,并根据Metropolis准则[6]判断y是否优于x。若y优于x,则将y作为最优解;反之,最优解保持不变,为x;
步骤3:判断Tk温度下算法是否达到平衡或设定的最大迭代次数。若满足条件,则进行下一步;反之,则返回步骤2;
步骤4:令k=k+1,Tk+1=aTk,进行退温操作;
步骤5:判断算法是否满足终止条件。若满足,则输出结果作为最优解,并结束算法;反之,则返回步骤2,算法继续。
2.2 算法改进
通过上述分析可知,SAA算法虽易于实现且收敛性良好;但其参数的定义通常具有一定的主观性,无法使算法性能最大化。因此,为使该算法性能达到最大化,研究从初始温度设置和退火策略2个方面对SAA算法进行改进。
2.2.1 自适应量化初始温度T0
初始温度T0取值偏大時,容易导致优化时间的浪费;取值偏小时,算法不能找到精确解。因此有必要自适应量化初始温度。若根据接受率定义[7],则在某温度Tk下的近似表达:
Rk=m1+m2exp((Δf+)m2Tk)m1+m2(3)
则可得到:
Tk=(Δf+)m2In(Rk+m1m2(Rk-1))(4)
式中:m1表示Δf≤0以1的概率接受的次数;m2表示Δf>0的次数;Δf+表示m2次正增益转移的平均增益。
若提前转移待解决问题的领域结构若干次,得到m1、m2,则可根据对初始温度的要求使初始接受率R0→1,通常R0∈[0.85,0.99],则可对初始温度T0进行评估:
T0=(Δf+)m2In(R0+m1m2(R0-1))(5)
通过上述序列尝试,初始温度可设定为其收敛值。
2.2.2 自适应退火策略
由于传统SAA算法退火策略Tk=aTk-1收敛缓慢,研究根据其在前向演化中,前期退火速率较快,后期退火速率缓慢的特点[8],采用目标函数f(x)的历史稳态分布情况对退火系数进行动态自适应改变:
Tk+1=Tk×(1-TkΔ(fTK(x))σ2(fTk(x)))(6)
式中:Δ(fTk(x))=[fTk(x)-fTk-H(x)]表示Tk和Tk+1平衡时f(x)的期望值之差;σ2(fTk(x))=[f2Tk(x)-fTk(x)]2表示Tk平衡时f(x)的方差,通常可用式(7)进行近似处理:
fTk(x)≈fTk(x)=1Lk∑Lki-1fTk(xi)
σ2(fTk(x))≈1Lk∑Lki-1[fTk(xi)-fTk(x)]2 (7)
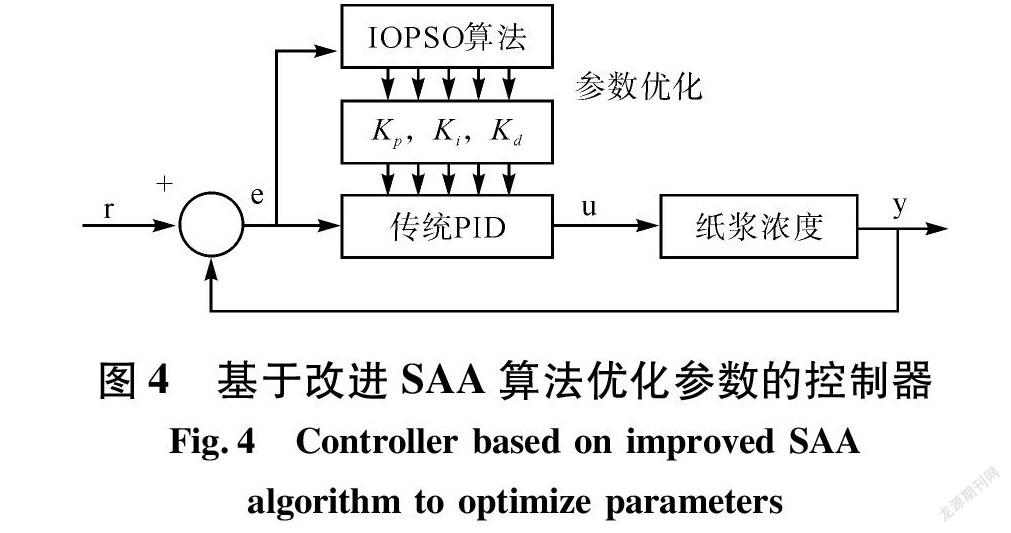
2.3 基于改进SAA算法优化参数的控制器
通常情况下,传统控制器的比例、积分及微分Kp、Ki、Kd3项参数由纸厂工作人员根据经验设置,且无法进行在线调整,这导致了纸浆浓度控制自动化程度较低,控制效果难以得到有效的保障[8]。因此,为提高纸浆浓度自动化控制,研究采用改进SAA算法对控制器参数进行优化,并通过MATLAB软件进行仿真;基于改进SAA算法的控制器优化结构如图4所示。
3 仿真实验
3.1 测试环境及评价指标
本实验在Matlab软件仿真平台上进行,并选用最优值、最优均值、均方差、平均运算时间作为评估算法寻优能力的指标;选用纸张湿重、产量、成本作为评估系统性能的指标[9]。
3.2 仿真结果
3.2.1 算法验证
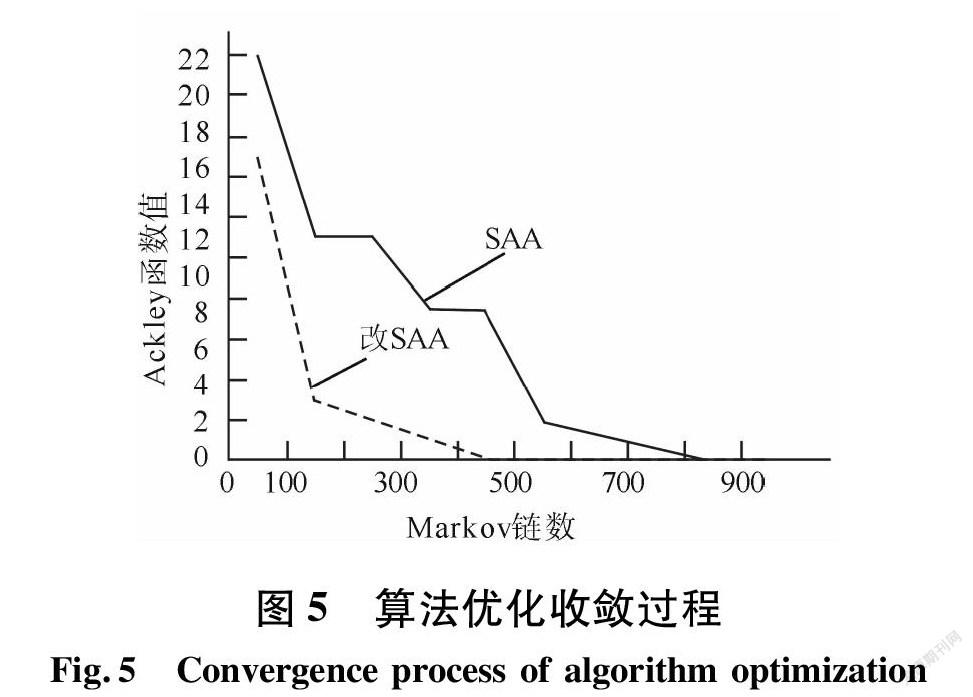
为验证本研究基于改进SAA算法的优越性,研究在Matlab上利用经典的测试函数Ackley函数[10],分别对SAA算法和改进SAA算法进行20次仿真,得到2种算法的运算结果,具体如表1所示;2种算法的优化收敛过程,结果如图5所示。
由表1可知,相较于传统SAA算法,本研究提出的改进SAA算法具有更好的稳定性和更高的搜索效率。由图5可知,相较于传统SAA算法,本研究提出的改进SAA算法收敛速度更快,且前期迭代的有效性更良好。综上可得,本研究提出的改进SAA算法可通过自适应调整参数,获得更显著的优化效果,具有一定的优越性。
3.2.2 运行结果
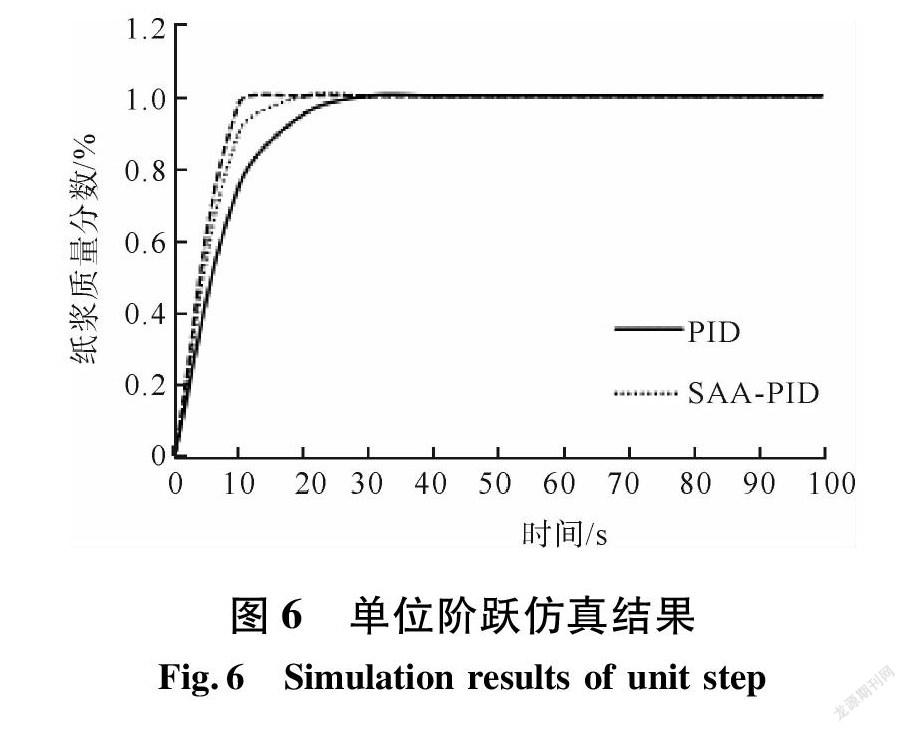
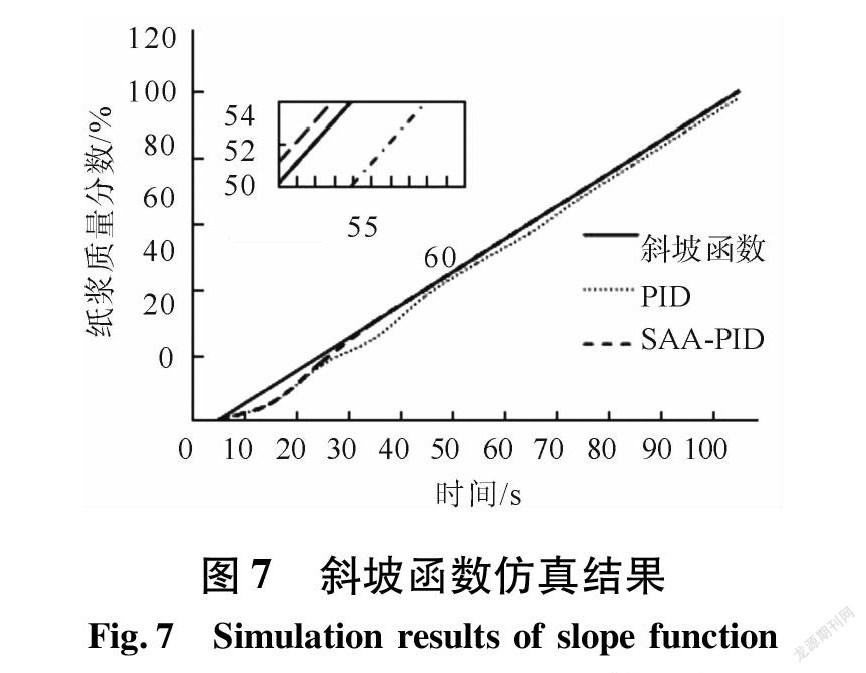
为验证提出的基于改进SAA算法优化参数的控制器效果,研究分别采用本文设计的控制器(改进SAA-PID)、传统控制器(PID)、SAA控制器(SAA-PID)对纸浆浓度自动化控制系统进行仿真,得到基于不同算法的控制器单位阶跃仿真结果如图6所示;斜坡函数下的仿真结果,如图7所示。
由图6可知,相较于传统PID和SAA-PID,本研究提出改进SAA-PID上升时间更快、误差更小,对纸浆浓度具有更优良的控制效果。
由图7可知,本研究改进SAA算法优化后的参数为最佳、跟踪效果最好,优于传统PID和SAA-PID。
3.2.3 鲁棒性测试
为进一步验证本系统的实际应用效果,研究将本系统应用于某造纸厂对纸浆浓度进行控制,并与传统经验法的纸浆浓度控制系统、基于SAA的纸浆浓度控制系统进行对比,结果如表2所示。
由表2可知,相同条件下,本系统的纸张品质和产量更高,成本更低,相较于传统经验法纸浆浓度控制系统,产量提高约0.65 t/h,成本下降4.37 元/t。由此说明,本系统不仅可用于实际纸浆浓度自动化控制,且具有一定的经济效益,成本降低。
4 结语
综上所述,本研究设计的纸浆浓度自动化控制系统,通过改进SAA算法实现了对传统PID控制器的参数进行优化,实现了化工行业造纸工艺中纸浆浓度的在线实时调整,相较于传统PID和SAA-PID纸浆浓度控制系统,本设计的纸浆浓度控制系统控制下的化学制浆浓度更均匀,且产量更高,成本更低,产量提高约0.65 t/h,成本下降约4.37 元/t,
可用于实际化工行业造纸工艺中的纸浆浓度自动化控制,具有一定的经济效益。
【参考文献】
[1] 胡亚南,宁奎伟,赵锦文.基于变论域模糊PID的纸浆浓度控制系统研究[J].中国造纸,2019,38(1):44-49.
[2] 郑飞,汤兵勇.基于改进量子粒子群算法的纸浆浓度控制系统[J].包装工程,2019,40(5):196-201.
[3] 吴凤燕,张伟,王亚刚.自适应灰狼优化算法及纸浆浓度控制应用[J].包装工程,2020,41(23):263-271.
[4] 孟晓龙.基于人工神经网络的纸浆浓度实时监测系[J].造纸科学与技术,2021,40(6):34-39.
[5] 汤伟,张诚,冯波,等.造纸工业高级控制技术和先进控制系统综述[J].中国造纸,2020,39(8):14-25.
[6] 刘娜,谭亦旻,莫伟强,等.基于模拟退火算法的Halbach直线发电机优化设计[J].电工技术学报,2021,36(6):1 210-1 218.
[5] 刘青震,王文标,汪思源,等.基于改进内模的纸浆浓度控制[J].包装工程,2020,41(11):196-200.
[6] 陶峰,张伟,王亞刚.基于扰动抑制的差分进化算法的纸浆浓度控制系统[J].包装工程,2020,41(13):185-191.
[7] 范叶满,沈楷程,王东,等.基于模拟退火算法的无人机山地作业能耗最优路径规划[J].农业机械学报,2020,51(10):34-41.
[8] 林之博,刘媛华.一种分片混沌贪婪振荡退火TSP优化算法[J].计算机应用研究,2021,38(8):2 359-2 364.
[9] 赵小强,任少亚,翟永智,等.基于模拟退火算法和改进灰狼优化器的异构无线传感器网络路由协议[J].物联网学报:2021,5(2):97-106.
[10] 张正健,张启莲,陈蕴智,等.基于RSM对纤维素酶预处理制备MFC薄膜的参数优化[J].天津科技大学学报,2018,33(4):39-43.
猜你喜欢
筑路机械与施工机械化(2016年11期)2017-02-05 20:54:02
科教导刊·电子版(2016年30期)2016-12-26 16:43:00
科技创新与应用(2016年33期)2016-12-17 14:39:11
科技创新与应用(2016年33期)2016-12-17 14:30:34
电脑知识与技术(2016年24期)2016-11-14 02:03:09
电子技术与软件工程(2016年18期)2016-11-14 01:04:35
科技视界(2016年23期)2016-11-04 08:17:36
科学与财富(2016年28期)2016-10-14 21:39:56
科学与财富(2016年28期)2016-10-14 20:31:48
中国科技博览(2016年6期)2016-04-25 16:13:51
