立柱热镀锌层剥落原因分析和改进
2022-04-13 06:17:06管忠春赵庆虚马丽波王胜民
电镀与涂饰 2022年5期
管忠春,赵庆虚,马丽波,王胜民,
(1.云南通海方圆工贸有限公司,云南 玉溪 652700; 2.昆明理工大学材料科学与工程学院,云南 昆明 650093)
波形梁护栏是一种连续的梁柱式护栏结构,主要依靠立柱、防阻块、波形梁板等构件的变形和结构来吸收能量,以防失控车辆冲出道路[1-3]。立柱是波形梁护栏的重要组成部分,土基压实度、埋深、边线与离、竖直度等是决定立柱施工合格与否的主要参数[4]。立柱的表面防腐同样重要,其影响着立柱服役的可靠性和稳定性。适用于高速公路护栏及立柱的防腐方法有很多[5],其中热浸镀锌是保护钢材最常用的方法,也是立柱长效防腐的最有效手段[6-7]。热浸镀锌发展至今已有300多年的历史,其工艺过程的影响因素较多,参数的自动化控制和调节难以精确设计,故至今钢构件的热浸镀锌过程仍不能实现镀层性能的智能预测和精确控制。立柱表面热浸镀锌层的完整性、厚度、均匀性和结合强度是影响镀锌层防护效果的主要因素。结合强度是重要指标之一,若结合强度不足,则镀层易出现开裂、剥落、翘起等缺陷,这也是立柱热浸镀锌生产的常见问题。本文针对立柱热浸镀锌过程中出现的镀层翘起、剥落等缺陷,采用扫描电镜(SEM)和能谱仪(EDS)分析镀层的组织结构,探讨了镀层出现裂纹、翘起及脱落的原因,并提出了解决措施,以期提高立柱热浸镀锌产品的质量。
1 试验
1.1 立柱基材及镀锌工艺
基材为Q235B钢圆管立柱,外径114 mm、壁厚4.5 mm、长1 150 mm,元素组成(以质量分数计)为:C 0.03%,Si 0.035%,Mn 0.258%,S 0.0245%,P 0.018%,Fe余量。
热浸镀锌工艺流程为:酸洗除锈(采用20%工业盐酸)→2道漂洗→助镀(采用120 g/L氯化铵 + 150 g/L氯化锌,温度60 °C,时间2 min)→烘干→热浸镀锌(采用0#电解锌锭,温度440 °C,时间约120 s)→水冷。
1.2 分析方法
按GB/T 31439.1-2015《波形梁钢护栏 第1部分:两波形梁钢护栏》对立柱冲孔位置和孔径的要求,采用自制钢管自动冲孔机床对不合格热浸镀锌立柱的3个部位冲孔取样,分别为沿立柱长度方向先出锌锅的头部、中部和最后出锌锅的尾部,观察孔边缘镀层的结合情况。
采用FEI Quanta-200型扫描电镜(SEM)分析镀层的组织结构,并用它附带的X射线能谱仪(EDS)分析镀层的化学成分。
2 热浸镀锌立柱不同部位的缺陷特征
2.1 宏观特征
从图1可知,立柱头部、中部和尾部的镀层冲孔后都在孔边缘发生一定程度的起皱、剥离或脱落现象,说明冲孔加工时镀层的结合强度或塑性不能够满足冲裁力的作用。尾部镀层的剥离和脱落情况最严重,结合强度或塑性最差。
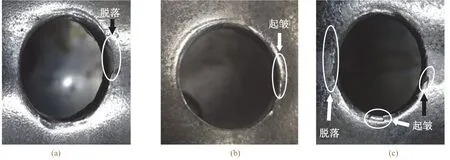
图1 立柱头部(a)、中部(b)和尾部(c)冲孔后热浸镀锌层的起皱和脱落现象 Figure 1 Wrinkling and peeling phenomena of hot-dip zinc coating at the head (a), middle (b), and end (c) of guardrail post after being punched
2.2 微观结构
从图2和表1可知,故障立柱长度方向不同位置均覆盖有完整的镀锌层,镀层均由Г、δ、ζ及η相层组成,其中ζ相的厚度最大,是镀层的主体。合格立柱的镀层也由Г、δ、ζ及η相层组成,其ζ相较为致密。 与故障立柱的锌层相比,合格立柱表面锌层的ζ相层厚度明显较小,η相层则更厚。在锌铁合金相中,ζ相为脆性相,δ相和η相为塑性相[8-9],因为镀层中的δ相较薄,所以镀层中脆性的ζ相和塑性的η相是影响镀层抗冲击的决定因素。
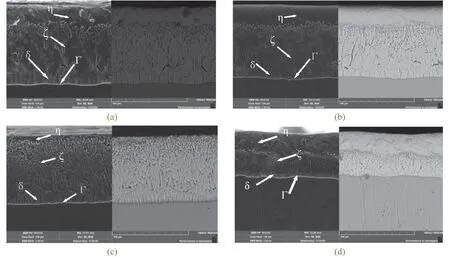
图2 故障立柱头部(a)、中部(b)和尾部(c)镀锌层及正常立柱(d)镀锌层的截面形貌 Figure 2 Cross-sectional morphologies of failed hot-dip zinc coating at the head (a), middle (b), and end (c) as well as normal zinc coating of guardrail posts

表1 立柱不同部位热浸镀锌层中不同相层的厚度 Table 1 Thickness of different phase layers in hot-dip zinc coating at different positions of guardrail post (单位:μm)
故障立柱尾部镀层的ζ相厚度大于头部和中部镀层,η相厚度则小于头部和中部镀层,因此立柱头部和中部镀层的抗冲击性要稍好于立柱尾部,这是冲孔后立柱尾部镀层起皱、剥离和脱落现象更严重的原因。然而,故障立柱3个位置的镀层中脆性ζ相都较厚,表层η相层都较薄,故抗冲击性都差。相对而言,合格立柱的镀锌层中包括明显减薄的ζ相和适宜厚度的η相,脆性相和塑性相厚度搭配恰当,故具有足够的抗冲击性。
3 原因分析和改进措施
分析热浸镀锌过程可知,入锅浸镀时立柱尾部先进后出,头部则后进先出,不同位置的实际浸镀时间不同,尾部浸镀时间最长,中部次之,头部最短。由热浸镀锌层的生长动力学规律可知,在一定时间内,随着浸镀时间的延长,ζ相逐渐生成并增厚,这与立柱尾部ζ相层最厚吻合。这也说明在保证镀层厚度满足要求的前提下,适当缩短浸镀时间能够减小ζ相层的厚度,从而降低镀层的脆性。Al是热浸镀锌经常添加的元素,它能够在基体表面形成Fe2Al5阻挡层[8],阻碍Fe与Zn反应,延缓锌铁合金相的生长。因此,在锌锅中添加0.1%(质量分数)Al。1万根产品的生产统计和抽检结果表明,所有产品的镀层厚度合格,冲孔后镀层没有发生起皱、剥离或脱落。
4 结语
热镀锌立柱在冲孔后镀层出现起皱、剥离或脱落是镀层中的脆性ζ相过厚所致。适当缩短浸镀时间和在锌锅中添加0.1%的Al都能够减小ζ相层的厚度,降低镀层的脆性,从而获得合格的热浸镀锌立柱。
猜你喜欢
小猕猴学习画刊·下半月(2024年6期)2024-07-09 12:32:38
课外生活·趣知识(2023年9期)2023-10-08 19:14:56
建材发展导向(2022年18期)2022-09-22 07:13:10
辽宁师专学报(自然科学版)(2021年1期)2021-07-21 03:17:06
模具制造(2019年10期)2020-01-06 09:13:02
表面工程与再制造(2019年3期)2019-09-18 01:35:16
模具制造(2019年4期)2019-06-24 03:36:42
电镀与环保(2017年6期)2018-01-30 08:33:37
电镀与环保(2017年2期)2017-05-17 03:42:17
山东工业技术(2016年15期)2016-12-01 05:30:44