
石材加工专用金刚石工具绿色评价指标与评价体系研究
2022-04-13 03:10林润泽白硕玮井国超
机电产品开发与创新 2022年2期
林润泽,白硕玮,王 清,周 琪,井国超
(青岛大学机电工程学院,山东 青岛 266071)
0 引言
近年来石材产业迅速发展,天然石材广泛应用于建筑装饰、精密仪器以及高端机床等领域。但作为环境友好性差、资源消耗性大的粗放型产业,在强调可持续发展的当今面临着发展放缓甚至受阻的境况。作为石材加工的直接参与者,金刚石工具在石材加工过程中起着举足轻重的作用,但目前金刚石工具存在着选择评价的混乱性与滞后性的重大问题,这致使对金刚石工具进行科学评价成为石材加工行业可持续发展的必然一环。
1 金刚石工具评价研究
石材加工用金刚石工具的科学评价一直是石材加工领域的难点和热点,迄今为止,众多学者从不同角度对金刚石工具的评价进行了研究。
段隆臣等人系统整理了金刚石工具的设计与制造要点,笼统归纳了抗压强度、冲击韧性等金刚石颗粒评价指标,硬度、抗弯强度等金刚石工具胎体评价指标以及锋利度、耐磨性等金刚石工具整体评价指标[1]。吴志英采用锋利度对金刚石工具进行评价,并明确提出具有最佳出刃高度的金刚石工具具有最优锋利度的观点[2]。张绍和等人从金刚石工具锋利度与锯切功率消耗的关联出发,通过试验研究了金刚石颗粒浓度、粒度与金刚石工具锋利度之间的关系[3]。王凤荣等以金刚石工具胎体硬度、抗弯强度、孔隙率、金刚石工具耐磨性、锯切性能为评价指标,通过试验对金刚石工具胎体及整体进行关联研究,得出硬度与耐磨性指标无必然联系的结论[4]。陈秀玉通过构建金刚石结块离散元模型,对抗弯强度法、推剪法、划擦法对金刚石工具胎体,对金刚石颗粒的把持力进行研究,指出各方法的适用性[5]。谢北萍等使用金刚石颗粒把持强度对金刚石工具进行评价,并研究了硬度、屈服强度、弯曲强度、冲击强度对金刚石工具胎体的影响[6]。宋月清等通过自制石材切割试验机,首次采用单节块法对金刚石工具进行试验,并通过切削比、出刃高度、切削效率、切割质量和寿命指标对金刚石工具进行评价[7]。胡焕校等通过自制高温硬度测定仪研究了胎体高温软化点与胎体性能的关系,并利用高温耐磨性指标对金刚石工具进行评价[8]。李云妹等人通过对锯片锯切原理与金刚石磨损特性进行分析,定性阐述了金刚石颗粒强度、浓度、粒度对锯片锋利度、寿命的影响[9]。王秦生等人根据生产实践经验和试验研究结果,将金刚石工具的锯切效率、使用寿命和加工质量作为金刚石工具评价的关键指标,并从制造因素和使用因素两方面对金刚石工具进行系统性分析与评价[10]。Li Yuan等人利用损耗、能耗、切割效率、加工质量指标对金刚石工具进行评价,并确定低损耗、低能耗、高切割效率和高加工质量是石材绿色加工的基本要素[11]。Ylmaz研究了夹层锯片锯切花岗岩的加工过程与锯切效果,并与常规锯片在有功功率消耗、力比、比磨损率、噪声四个方面进行对比评价[12]。张真等人利用效益指数法对普通钻头和同心径向环齿金刚石钻头进行经济比较,强调经济效益与社会效益对钻头选型的综合影响[13]。
2 金刚石工具评价体系的建立
通过前一节众多学者的研究不难发现,对于金刚石工具的评价研究,大多数学者只专注于一个方面,尤其是技术指标方面,对于经济指标和绿色指标方面的研究相对比较少。而作为环境友好型较差的石材加工行业,在全球绿色可持续发展的大背景、大趋势下,单纯的经济指标或者技术指标难以对金刚石工具进行全面有效的评价,因此,对石材加工企业而言,对金刚石工具进行考虑绿色、经济、技术三个属性的综合评价是及其有必要的。但由于金刚石工具评价指标没有相对统一的标准,所以当前研究存在大量金刚石工具评价指标重叠、冗余的情况,因而需要对诸多评价指标进行对比筛选。基于易操作、有代表性、覆盖面广、针对性强的筛选原则,对筛选后的评价指标,最终建立如图1所示的相对合理、全面的金刚石工具绿色决策评价指标体系。
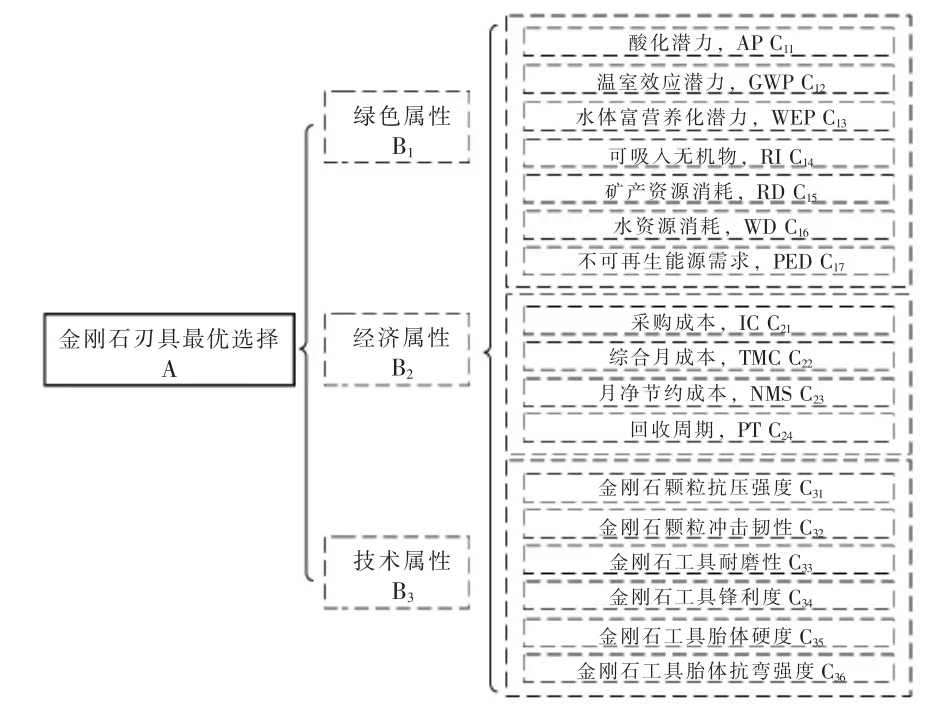
图1 金刚石工具绿色决策评价体系
2.1 绿色属性指标
石材加工行业属于环境友好型较差的行业,不符合现阶段绿色可持续发展的发展理念,因此,为促使石材加工企业的可持续发展,需要对金刚石工具进行绿色属性方面的评价。在石材加工过程中,出于冷却、排屑的需求,通常伴随有大量的水资源消耗与含泥渣污水产生,同时,出于锯切工艺需要,往往向冷却水中添加大量的化学制剂,因此,在水资源消耗和水体污染方面必须对金刚石工具进行评价。同样的,在石材加工过程中,伴随有大量粉尘和悬浮污染物产生,故而,在空气污染方面也必须对金刚石工具进行评价。由于石材加工所用设备属于大功率、多消耗设备,使用过程中间接产生大量温室气体,消耗大量化石燃料,且石材加工行业属于粗放型产业,生产过程中的原材料非必要损耗现象严重,所以对金刚石工具进行评价必须考虑能量和矿产资源损耗。
基于上述现状,引入全生命周期评价法(LCA)来进行金刚石工具绿色属性的评价。根据EU Directive on Industrial Emissions[14]规定的直排污染物和European Recommendation[15]列出的环境足迹评价指标,结合石材加工过程中的环境问题,选用European Commission’s product environmental footprint guide[16]中的七个针对性指标作为金刚石工具绿色属性评价指标。所选七个指标是:酸化潜力(AP),温室效应潜力(GWP),水体富营养化潜力(WEP),可吸入无机物(RI),矿产资源消耗(RD),水资源消耗(WD),不可再生资源需求(PED)。
2.2 经济属性指标
经济属性是企业的固有属性,对金刚石工具进行评价时,石材加工企业必然考虑其经济属性方面的表现。由于金刚石工具在石材加工企业的采购周期很长,单次采购批量很大,单个金刚石工具的生命周期又相对较短,故而不能以单个金刚石工具的生命周期来进行经济属性评价。基于此,根据Economics and Cross-media Effects[17]中的污染综合防治经济学理论,结合石材加工企业的实际生产状况,以月为单位对金刚石工具进行经济属性评价,提出四个经济属性指标:采购成本(IC),综合月成本(TMC),月净节约成本(NMS),回收周期(PT)。
2.3 技术属性指标
作为花岗岩加工的直接参与者,金刚石工具的技术属性直接决定了石材加工企业的生产效率与效益,同时也间接影响了石材加工企业与环境的关系,因此,在对金刚石工具进行评价时必须考虑其技术属性。由于金刚石工具由金刚石颗粒及胎体两部分组成,所以这两部分自身的技术属性直接决定金刚石工具的整体性能。但是金刚石颗粒与胎体粉末需要经过烧结才能形成金刚石工具整体,故而不能仅以金刚石颗粒或者胎体自身的技术属性来评价金刚石工具。基于此种情况,对金刚石工具进行技术属性的评价需要综合考虑金刚石颗粒、胎体以及金刚石工具整体。
目前,由于金刚石工具性质的交互性和不确定性,并没有针对金刚石工具技术评价的标准性指标,石材加工企业更多的还是基于经验对金刚石工具进行评价。因为这个原因,金刚石工具的技术属性指标存在大量冗余、重叠情况。对此,在大量阅读相关文献的基础上,结合石材加工企业的经验,在寿命和效率两方面针对金刚石颗粒、胎体和金刚石工具整体提出了六个技术属性指标:金刚石颗粒抗压强度,金刚石颗粒冲击韧性,金刚石工具耐磨性,金刚石工具锋利度,金刚石工具胎体硬度,金刚石工具胎体抗弯强度。
3 金刚石工具评价指标的获取
3.1 绿色属性
对于前一节提出的绿色属性指标,首先建立锯切过程能量-物料守恒图;然后采集锯切过程中的相关数据,形成全生命周期清单;最后将全生命周期清单导入到全生命周期评价软件中,得到各绿色属性指标值。
3.2 经济属性
结合金刚石工具和石材加工企业的特性,对于前一节提出的经济属性指标,依据白硕玮等[18]的研究提出如下获取方法。
(1)采购成本。采购成本PC通过查阅石材加工企业每次采购的采购单据获得。
(2)综合月成本。综合月成本由月平均成本和运行与维护费用两部分组成。月平均成本和运行与维护费用通过查阅石材加工企业的月资金流水单据获得,综合月成本通过式(1)进行计算。

式中,TMC—综合月成本;AMC—月平均成本;r—折旧率;n—采购周期月数;OMC—运行与维护费用。
(3)月净节约成本。月净节约成本表示月避免成本与综合月成本的差异,月避免成本表示采用备选金刚石工具与采用参考金刚石工具在成本方面的差异。通过查阅石材加工企业月资金流水单据获得原始成本数据,通过式(2)和式(3)进行月净节约成本和月避免成本的计算。

式中,NMS—月净节约成本;MCS—月避免成本;I—节约成本的项目总数;ICi0—采用参考金刚石工具时第i项的月消耗量;ICi—采用备选金刚石工具时第i项的月消耗量;UPi—第i项的单位月消耗价格。
(4)回收周期。回收周期通过式(4)计算。

式中,PT—回收周期。
3.3 技术属性
(1)金刚石颗粒抗压强度。首先对金刚石工具进行酸洗处理[19],获取足量的金刚石颗粒并清洗、干燥;然后依据《GB/T 6406-2016》[20]对金刚石颗粒进行筛分,并依据《JB/T 3914-2012》[21]对金刚石颗粒进行缩分至规定重量;最后依据《JB/T 10985-2010》[22]规定方法对金刚石颗粒施加逐渐增大的压力直至破碎,以金刚石颗粒破碎时载荷的多次测定值的算术平均值作为样品金刚石工具的金刚石颗粒抗压强度最终值。
(2)金刚石颗粒冲击韧性。首先对金刚石工具进行酸洗处理,获取足量的金刚石颗粒并清洗、干燥;然后依据《GB/T 6406-2016》对金刚石颗粒进行筛分,接着按照《JB/T 10987-2010》[23]规定方法使用金刚石颗粒冲击韧性测定仪以一定频率对金刚石颗粒进行钢珠冲击,然后再筛分。通过称量冲击前后未破碎金刚石颗粒质量,以式(5)计算金刚石颗粒冲击韧性值。式中,TI—金刚石颗粒的冲击韧性;m1—筛分后未破碎金刚石颗粒质量;m—冲击前金刚石颗粒质量。

(3)金刚石工具耐磨性。将直径390mm的圆锯片锯齿与基体主体部分切割分离。使用可拆卸连接方式将锯齿与基体连接,如图2所示。将不同的金刚石工具分别焊接至锯齿上,将锯片安装到金刚石圆盘锯石机上并进行锯切试验。通过称量锯切前后的锯齿的质量获得金刚石工具损耗量。耐磨性通过式(6)计算:
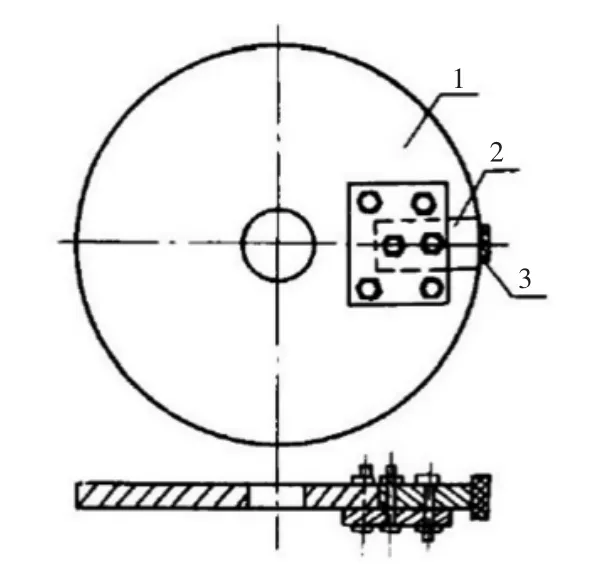
图2 单节块试验原理图

式中,Q—金刚石工具耐磨性;△S—石材累计锯切面积;△Gm—金刚石工具损耗量。
(4)金刚石工具锋利度。本文采用电流表征法测定金刚石工具锋利度[24]。通过使用电质量分析仪(如图3所示)实时采集圆锯片锯切时的电流,以锯片平稳运行时的平均电流表示金刚石工具锋利度。

图3 电质量分析仪
(5)金刚石工具胎体硬度。依据《GB/T 3849.1-2015》[25],使用洛氏硬度计(图4)对金刚石工具胎体硬度进行测定:在每个金刚石工具试样工作面中心线上均匀取10个非金刚石颗粒点进行测定,以去除最大测定值与最小测定值的剩余8个测定值的算术平均值作为单个试样的硬度,以单批次所有试样硬度的平均值作为该批次金刚石工具胎体硬度的最终值。

图4 洛氏硬度计
(6)金刚石工具胎体抗弯强度。参照《GB/T 232-2010》[26],使用万能试验机(图5)采用三点弯曲法进行金刚石工具胎体抗弯强度的测定。

图5 万能试验机
将标准尺寸的金刚石工具试样置于万能试验机上,逐渐加压至试样断裂,根据断裂时的载荷,按式(7)计算金刚石工具抗弯强度。

式中,σ—金刚石工具抗弯强度;P—试样断裂时的载荷;L—支点间距;b—试样宽度;h—试样高度。
4 结论
本文基于众多学者对金刚石工具和锯切过程进行评价的研究,提取了适合的金刚石工具评价指标。根据各指标实际意义与可操作性等因素,结合当前石材行业发展的趋势,综合绿色、经济、技术三方面属性,剔除冗余指标,构建了无冗余且可对金刚石工具进行相对全面评价的评价体系。同时,针对提出的金刚石工具评价体系,对各指标的获取方式进行了明确说明。该指标体系可以使石材加工企业在选择石材加工用金刚石工具时更为科学、有效,有助于石材加工企业选择经济、高效且环境友好的金刚石工具,从而达到节约成本、可持续发展的目的。
猜你喜欢
轮胎工业(2022年7期)2022-11-25
轮胎工业(2022年1期)2022-07-20
金刚石与磨料磨具工程(2022年3期)2022-07-14
粉末冶金技术(2021年1期)2021-03-29
石材(2020年12期)2021-01-15
石材(2020年10期)2021-01-08
石材(2020年7期)2020-08-24
石材(2020年7期)2020-08-24
石材(2020年6期)2020-08-24
石材(2020年5期)2020-07-27
