
Experimental and numerical study of deposition mechanisms for cold spray additive manufacturing process
2022-03-08 03:26:54TianyuYUMingjunCHENZhuoruWU
Chinese Journal of Aeronautics 2022年2期
Tianyu YU ,Mingjun CHEN ,Zhuoru WU
a State Key Laboratory of Robotics and System,Harbin Institute of Technology,Harbin 150001,China
b School of Mechatronics Engineering,Harbin Institute of Technology,Harbin 150001,China
c Department of Mechanical Engineering,Iowa State University,Ames 50011,USA
KEYWORDS Additive manufacturing;Cold spray;Finite element analysis;Residual stresses;Surface morphology
Abstract Cold spray is an attractive and rapidly developing process for additive manufacturing with high efficiency and precision,repairing and coating,especially in aircraft and aerospace applications.Cold spray additive manufacturing deposits micro-particles with large plastic deformation below their melting point,eliminating heat effect zone which could deteriorate the quality of repairing zone.The particle deposition in cold spray is a complex process which involves high strain rate,high contact pressure and high temperature.Here we develop,utilize and validate a thermomechanical model to provide a definitive way to predict deposition mechanics and surface deformation evolution for particle deposition process in cold spray additive manufacturing.Both a single particle and dual particles models were developed to investigate the contact interaction between particle/substrate and particle/particle.Different combinations of particle/substrate materials(Cu/Cu,Al/Al,steel/steel,and nickel/nickel)and process parameters were considered in this study.The experimental study was conducted to validate simulation results,providing useful information for understanding the limitations and challenges associated with cold spray additive manufacturing.The framework provides insights into improving the quality and precision of stress/strain formation,particle interactions and particle deposition in cold spray additive manufacturing process.
1.Introduction
Cold Spay (CS) technology is firstly developed as a solid-state metal coating process,where particles of micron-size were accelerated,impacting to substate with a very high speed,resulting in a high strain rate and large plastic deformation,bonding with substrate material layer by layer.CS technology is traditionally used as a surface treatment for coating and repairing,and has grown fast in the field of Additive Manufacturing (AM) in recent years,especially in aerospace and automobile applications.AM refers to a rapid prototyping technique that uses a layer-by-layer fashion to fabricate digital CAD models.One of the popular laser melting based AM methods is the Selective Laser Melting (SLM)technique,which has been used to manufacture a variety of materials such as stainless steels,aluminum,nickel and titanium based alloys with relatively high resolution and geometric accuracy compared with other additive manufacturing techniques.Compared with SLM and other laser melting based AM methods,CS Additive Manufacturing (CSAM) presents many advantages such as unmelt particles,short production time,high equipment flexibility,large structure applicability and less thermal induced effect including oxidation,thermal stresses and undesired phase transformation.It is therefore favored by aerospace industry for structure coating and repairing applications.The CS process is often used in surface treatment applications such as thermal coating,antifouling protection,as well as surface defects repairing techniques.The CSAM technique was born from CS technique,aimed at fabricating 3D parts with layer-by-layer cold deposition of particles.This technique provides unique deposition scheme without melting the particles.However,it has limitations such as rendering high surface roughness,low dimensional accuracy and higher porosity level.The bonding strength between particles and substrate,particles and particles,residual stresses and deformation are critical elements to assess the quality of CSAM.Several factors that may influence these behaviors include particle/substrate material,particle size/distribution,particle velocity,particle/substrate temperature,propulsive gas type,nozzle geometry,powder feed rate,nozzle translation speed,etc.
Fig.1 shows a typical high-pressure cold spray additive manufacturing system,where a fluidised powder mixture feedstock is fed into the gas upstream through powder feeder before entering the nozzle.The powder feedstocks are then accelerated by the high-temperature carrier gas to a supersonic speed.The powders were heated through a hot gas heater and can be heated through an additional powder heater.For such a complex process,it is crucial for modeling endeavor to be taken to better understand the underlying physics.Numerical methods such as Finite Element Analysis (FEA) and Computational Fluid Dynamics (CFD) have been powerful tools to simulate the impact process and particle flows of CSAM.Various research has been conducted to better understand the underlying physics of the CSAM process.For example,Liu et al.characterized heterogeneous microstructure of CS copper coatings including annealing twins,shear bands,submicron grains,deformation twins,nanometer-sized grains,etc.Local Zener-Hollomon parameter and plastic strain map were used to predict different deformation mechanism.It was also found that different gas temperature renders different heterogeneous coating microstructure.Zhu et al.investigated CS of Al-Zn-Cu coatings with different Cu fraction.They found that the coating undergoes work hardening and grain refinement due to severe plastic deformation and the coating presents good electrical conductivity and excellent corrosion resistance.In their other work,Ni-coated graphite/Al-Zn composite coating,and Al-Zn coating were studied during CS process.It was found that the porosity of the three coatings is less than 4%,and it increases with the content of Ni-coated graphite.Thermal softening and adiabatic shear instability were found critical to the bonding strength.Wang et al.investigated the bonding strength and deposition efficiency at different spray angles using a 3D FEA model of a single particle impact.It was found that the bonding strength monotonically decreases with the increase of spray angle,while the deposition efficiency and bulk deposit strength show opposite trends.They also investigated the effect of impact velocity and particle preheating,and found that higher impact velocity and preheating temperature can promote deposition quality to a certain extent.Xie et al.simulated a single particle impact process during CS using numerical approaches of Lagrangian,Arbitrary Lagrangian-Eulerian(ALE),smooth particle hydrodynamics,and Coupled Eulerian-Lagrangian (CEL) methods.They found that CEL simulations are slightly more accurate and robust at larger deformation regimes.Ghelichi et al.applied a 3D FEA model to calculate the critical velocities of the CS coating process.Zero elements and wavelets methods were used and a 12%-20%difference was obtained compared to experimental results.Henao et al.studied the deposition mechanisms of metallic glass particles (FeSiCrB based)during cold spray process at a velocity range of 385-485 m/s and temperature near/above the glass transition temperature.A 3D FEA model was created and the free-volume model was applied to capture the constitutive behavior of metallic glasses describing the transition from non-Newtonian flow to Newtonian flow.It was found that the CS of metallic glass particles is governed by a fluid movement instead of a simple shear instability effect.Garmeh et al.used a CFD and discrete phase model to investigate the influence of desired substrate geometry on the trajectories of particles.It was found that,due to particle deviation,the angle of deposited material will increase and form a triangular profile.Changing the deposition direction normal to the inclined surfaces would overcome this effect.In a similar approach,Leitz et al.combined a CFD and a discrete element method to investigate heating and acceleration processes during CS.They found that Koch-Hill drag model performs well to predict the particle acceleration in the dilute and high particle Reynolds number regime in a CS nozzle.Faizan-Ur-Rab et al.estimated the state of CS titanium particles before deposition by applying a CFD model.The model predicted that large titanium particles slightly accelerate outside the nozzle with a higher temperature compared with small size particles.Suresh et al.conducted quasi-coarsegrained dynamics simulations to investigate Al/Al impact mesoscale deformation behavior during CS.It was found that the material jetting behavior is due to the interplay between the shock wave velocity along the particle/substrate interface and the movement of the particle/substrate interface.Small grains about 2-4 μm were found at the interface,which indicates recrystallization occurrence during CS process.Delloro et al.characterized morphologies of particles and modeled CS process using the particle geometries accordingly to simulate impact with a substrate.A 2D build-up model was proposed as well by superposing the single particle impacting morphology and hence the final CS morphology was predicted.
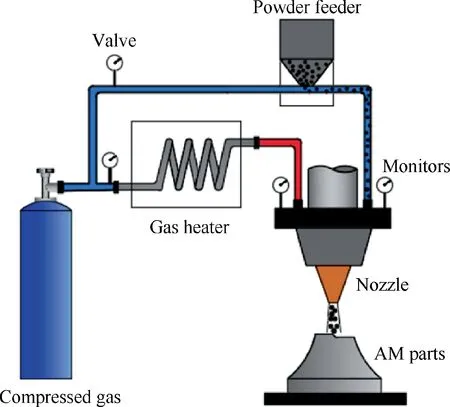
Fig.1 Schematic of a typical high-pressure cold spray additive manufacturing system.
However,most of the previous work simulated the single particle impact process or used discrete particles model,and none of them considered particle/particle contact and deformation,as well as voids formation,which are critical in understanding of the build-up mechanisms and thus forming of the geometry of the CSAM parts.During a CSAM process,the splats that contain particles are deposited one by one onto the substrate,therefore it is critical to develop a multiple particles impact model,which will facilitate the understanding of underlying physics of deformation,residual stresses,plastic strain and temperature profile of multiple particles interactions during the CSAM process.
In this paper,a systematic experimental and simulation study has been conducted to address the deposition behavior as well as jetting behavior during i) a single particle impact with a substrate;ii) consecutive dual particles impact with a substrate,representing typical phenomeneon during CSAM process A) consecutive impacts of micron-sized solid metal particles on a substrate;B) sequential compaction of the feedstock particles into a deposit and metallurgical bonding over particle-particle interfaces.The residual stresses,temperature profile and deformation behaviors across a variety of process parameters and feed material combinations are investigated.It can provide insights into the design and process optimization for the CS and CSAM processes.
2.Experimental and numerical methods
2.1.Cold spray additive manufacturing process
CSAM experiments were performed on a commercial lowpressure cold spray equipment (LP-TCY-II,Beijing Techny New Materials and Technology Co.,Beijing,China).Pure Cu and Al6061 powder particles (size of 15-45 μm) with a spherical shape were used for CS process.Both of the particles were deposited on an Al5052 substrate(50 mm×50 mm×2 mm) with a deposition thickness about 3 mm.Air with a pressure of 0.8-1.1 MPa was used as carrier gas for Al and Cu powders spraying at a particle velocity about 500 m/s and 400 m/s,respectively.The gas was preheated and maintained at a temperature of 400°C to promote the plastic deformation of the powder particles.The spray distance between the CSAM nozzle and substrate is 10 mm,and the gun transverse moving speed is 4 mm·s.The as-print samples are shown in Fig.2.
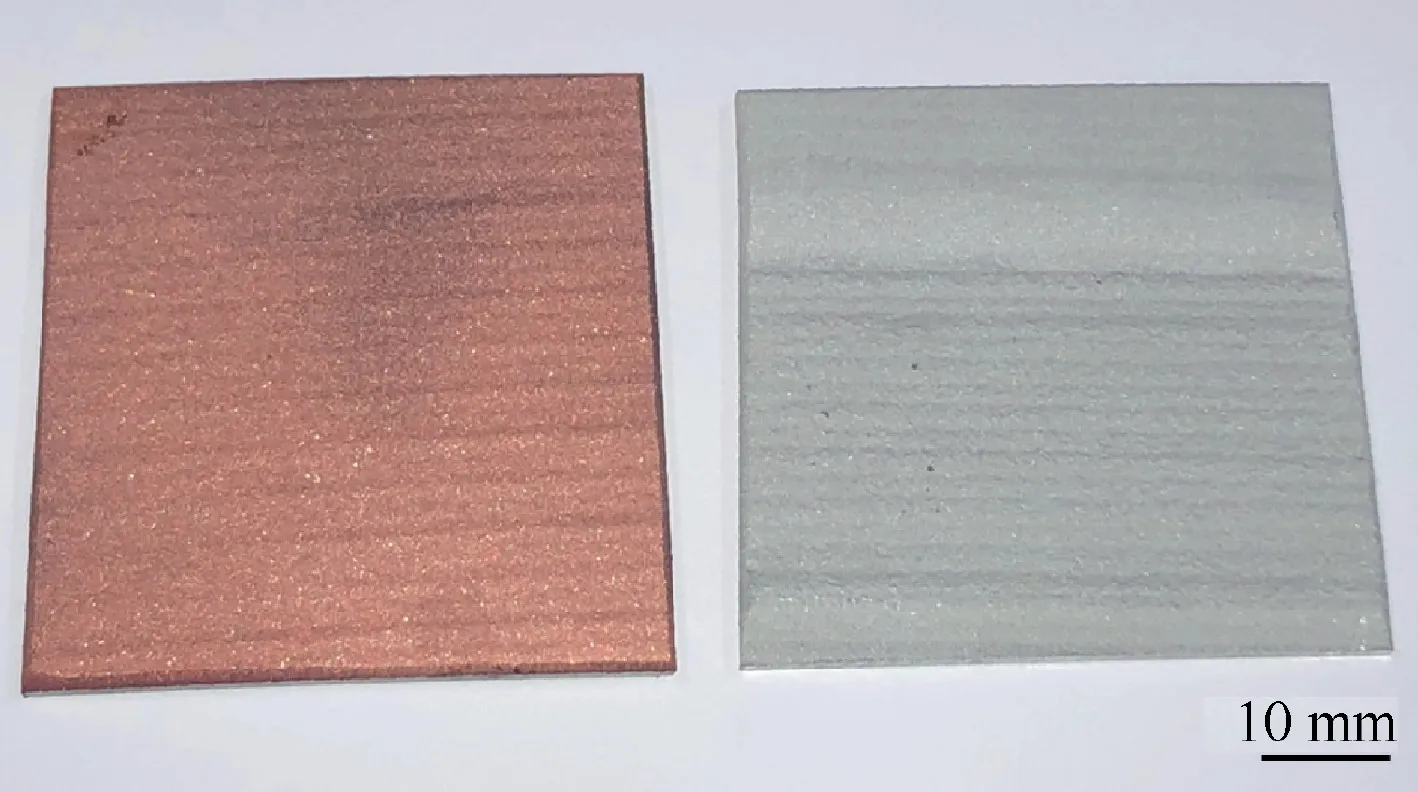
Fig.2 Cold spray additive manufacturing of pure Cu and Al6061 powder particles on 2 mm thick Al5052 substrates.
Metallographic samples were prepared by mechanical and colloidal silica suspension polishing.A Keller solution containing 2.5 mL HNO,1.5 mL HCl,1.0 mL HF,and 95.0 mL deionized water was used as etching agent for Al6061 CSAM sample.A solution containing 5 g FeCl,10 mL HCl,and 100 mL deionized water was used as etching agent for Cu CSAM sample.Then the microstructures were characterized by Optical Microscopy (OM) (Keyence VH-1000) and Scanning Electron Microscopy (SEM) (Phenom LE).
2.2.Geometry and materials
2D axisymmetric models using the finite element code ABAQUS/Explicit were developed to study the impact behavior of a single particle/dual particles on substrate during the CSAM process.The models considered thermal softening,strain hardening,strain-rate hardening,and heating generated by plastic dissipation.Fig.3(a) shows a typical FEA model used in this study where dual particles and a substrate were modeled.A particle radius12.5 μm and a substrate dimension of 125 μm×125 μm were used.A mesh dependency study has been conducted to evaluate the proposed model and an appropriate mesh size was chosen thereafter.The impact region of the substrate was refined (87.5 μm×87.5 μm) and has a mesh resolution of 1 μm.The reference point was used to track the simulation results evolution.CAX4RT elements(four-node,thermally coupled axisymmetric quadrilateral elements with bilinear displacement and temperature,reduced integration and viscoelastic hourglass control) were used with an ALE analysis.Fig.3(b) shows typical simulation results of dual particles (Al/Al) impact with substrate,showing the von Mises stress distribution at the end of the impact process.ALE remeshing technique was adopted for every increment with a frequency of 10.
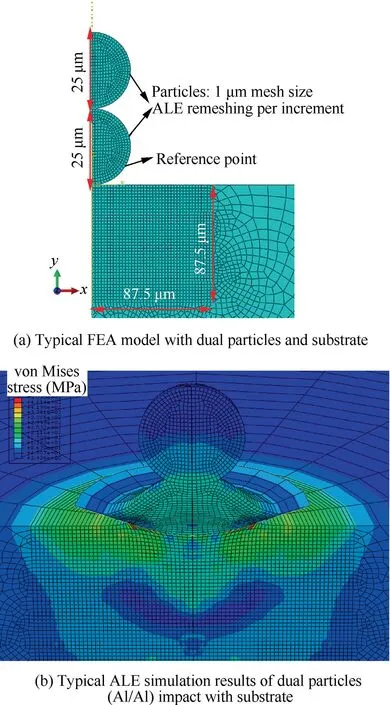
Fig.3 Typical FEA model with dual particles and substrate,and ALE simulation results of dual particles impact with substrate.
A fixed boundary condition was applied to the bottom of the substrate (===UR=UR=UR=0)and a symmetry boundary condition about the-plane was applied along the symmetry line.The contact processes were modeled using contact pair algorithm available in ABAQUS/Explicit.A hard contact model was adopted to capture the pressure-overclosure relationship with kinematic contact mechanical constraint.The tangential relationship was modeled with a coefficient of friction of 0.3.A finite sliding scheme was used to allow a finite motion of the contact surfaces.The elements and nodes of the dual particles and substrate were experiencing large plastic strain and large plastic strain rate during the impact.The residual stresses,plastic strain,temperature field and energy output were monitored and recorded during the simulation.
An isotropic linear elastic model and Johnson-Cook (J-C)plasticity models were employed to model the elastic-plastic behavior of the particles and substrate.The J-C plasticity model has a form of
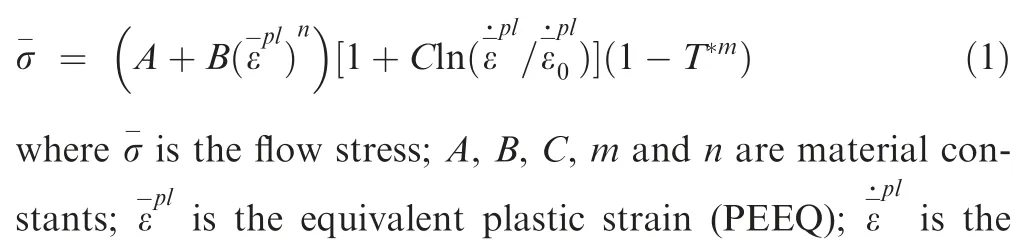
where αis the plastic heat fraction and is set to 0.9 in this study;ρ is density;is specific heat;σ is stress;ε is strain.J-C model was usually adopted in high speed machiningand CS processes.A thermal contact resistance()of 10m·K/W was used as thermal contact properties in this study.Table 1 shows the material properties including elastic and thermal properties,and J-C plasticity used in this study,obtained from published works.Al6061 and Cu are selected for experimental validation in this study,while the other two commonly used CSAM materials SS316 and Ni are simulated through the FEA scheme under different conditions to better understand their deposition mechanisms.These could provide guidance for process parameters selection of the CSAM process with different materials.
2.3.Simulation scheme
A single particle and dual particles models were employed to investigate the contact interaction and deposition behavior between particle/substrate and particle/particle.Different process parameters such as particle temperature and particle velocity of good sprayabilityfor different materials were selected and are listed in Table 2.Single particle impact simulation was run first for investigating deposition mechanisms of the impacts of micron-sized solid metal particles on a substrate during the CSAM process.Then,dual particles impact simulation was run to investigate the deposition mechanisms of sequential compaction of the feedstock particles into a deposit and metallurgical bonding over particle-particle interfaces.Among those,two cases were experimentally validated.Furthermore,case studies with different particle speeds and temperatures were investigated.
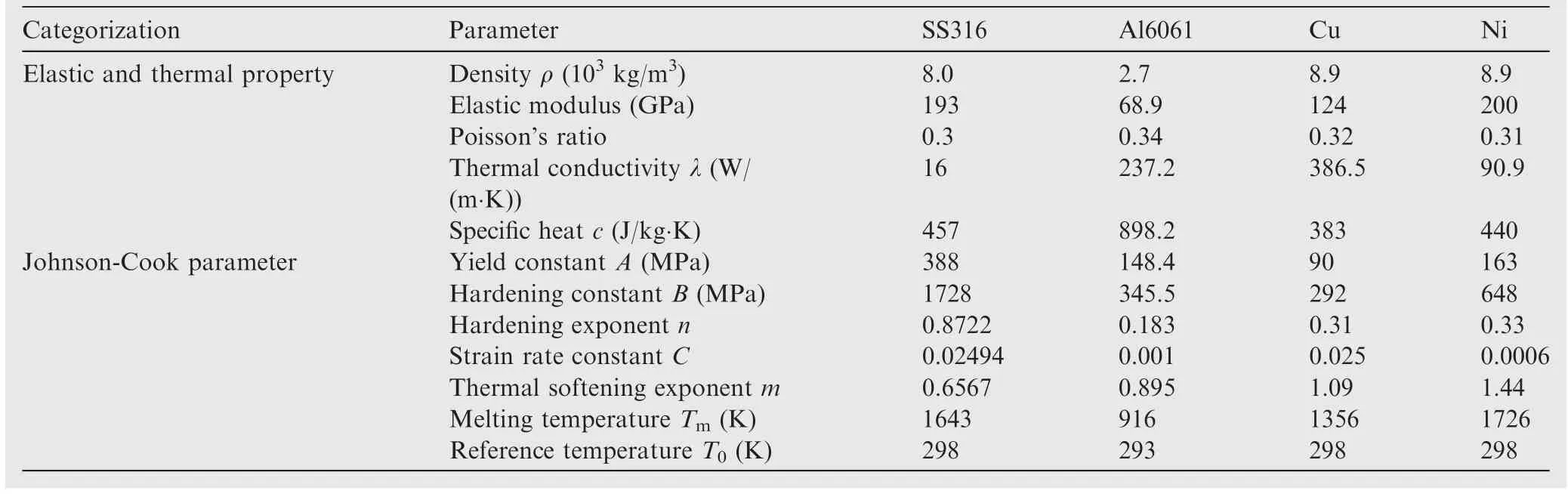
Table 1 Material properties for CSAM simulation.32,33
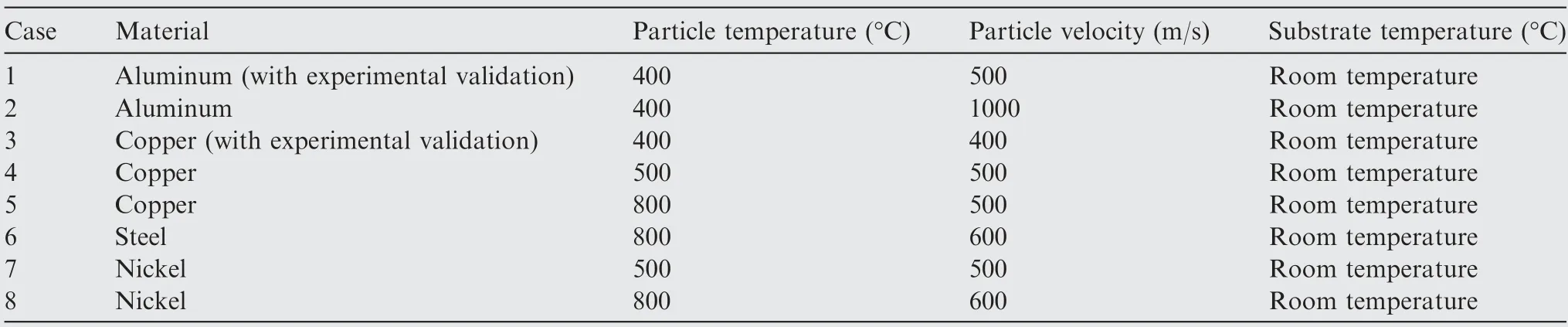
Table 2 Process parameters used in simulation.
3.Results and discussion
3.1.Single particle impact simulation during CSAM process
Single particle simulation was run with different materials combination (Al/Al,Cu/Cu,steel/steel,nickel/nickel).The simulation was run for 45 ns for aluminum and 60 ns for other materials,achieving a converging final morphology that is consistent with experiments observation.Fig.4 shows the von Mises stress,PEEQ and temperature distribution in a single Al particle impacted with Al substrate at a particle temperature of 400°C and an impact velocity of 500 m/s.It is found that the particle was partially embedded into the substrate with an embedding depth about 2.4 μm and a material jetting height about 16.6 μm (Fig.4(d)).The small embedding depth is due to the low mass density of aluminum particle,rendering a low kinetic energy.The maximum equivalent stress occurs at the contact interface between the particle and substrate with a peak value about 406 MPa and the maximum PEEQ is about 14.29.The temperature increases by 100°C within the particle and increases by 162°C in the substrate near the contact surface due to plastic deformation and thermal conduction.
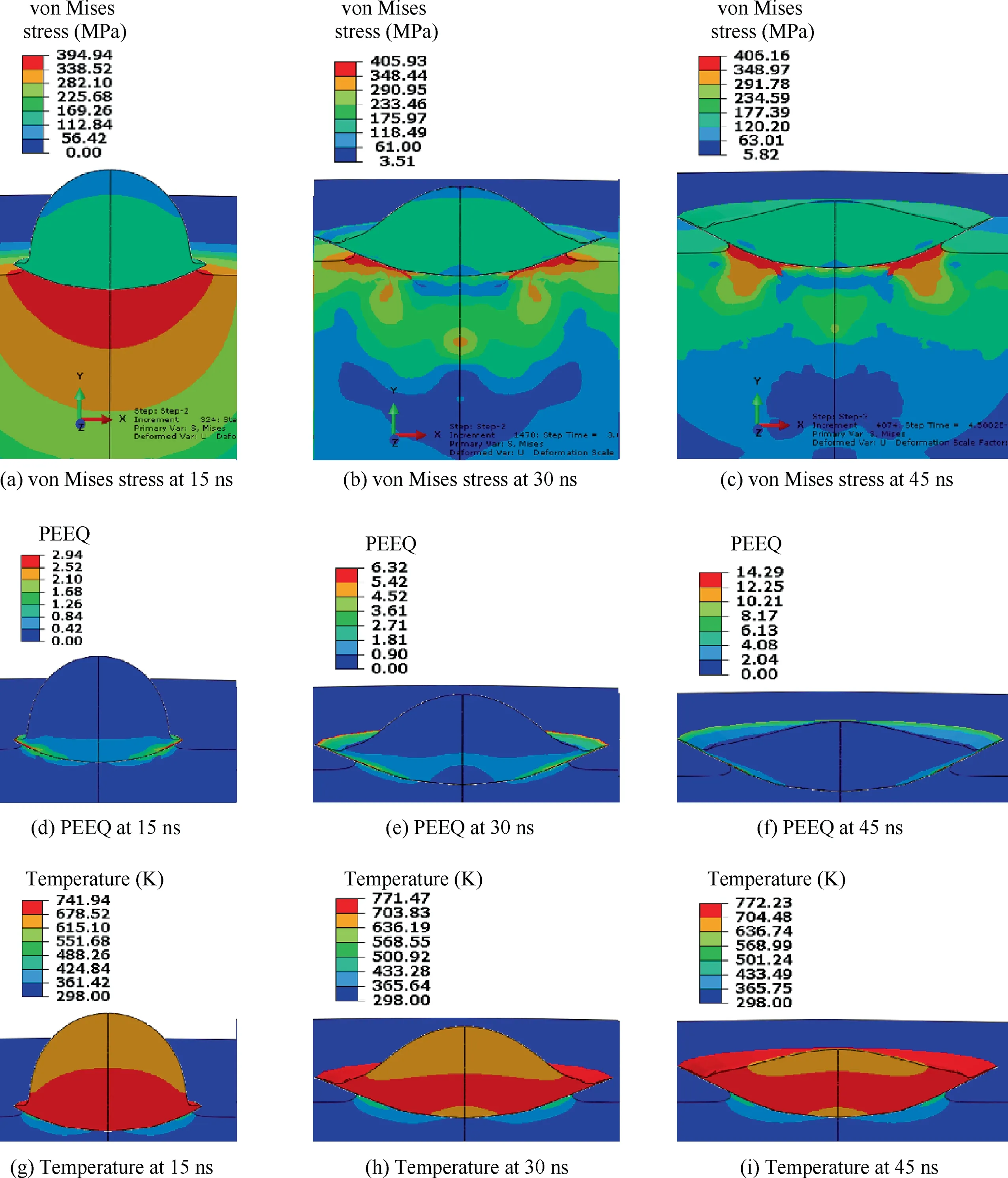
Fig.4 Deformation evolution during single Al particle impact with Al substrate at a particle temperature of 400°C and particle velocity of 500 m/s.
Fig.5 shows the von Mises stress,PEEQ and temperature distribution in a single Cu particle impacted with Cu substrate at a gas temperature of 800°C and an impact velocity of 500 m/s.It can be observed that the particle was fully embedded into the substrate with an embedding depth about 10.87 μm and a material jetting height about 16.81 μm(Fig.5(d)).The maximum equivalent stress occurs at the contact interface between the particle and substrate with a peak value about 440 MPa and the maximum PEEQ is about 10.15.The temperature increases by 74°C within the particle and increases by 236°C in the substrate near the contact surface due to plastic deformation and thermal contact.The Heat-Affected Zone (HAZ) is quite small with most parts of the substrate stays at room temperature,making CS process suitable for AM and repairing without concerns such as oxidation,thermal induced phase-transformation,thermal shock and high thermal stresses.The steel/steel and nickel/nickel impact simulation results at the last frame (60 ns) are shown in Fig.6 for von Mises stress,PEEQ and temperature distribution.The embedding depth of steel particle is about 6.29 μm and the material jetting height is about 11.4 μm (Fig.6(c)).The maximum equivalent stress is about 1424 MPa and the maximum PEEQ is about 4.26.The temperature increases by 576°C in the substrate near the contact surface.This high temperature increase is due to the low thermal conductivity of the steel,and the high von Mises stress is due to its high yield and hardening behavior.Fig.6(d)-6(f)show the simulation results of nickel/nickel single particle impact.The embedding depth is about 9.46 μm and the material jetting height is about 8.94 μm(Fig.6(f)).The maximum equivalent stress is about 957.2 MPa and the maximum PEEQ is about 4.61.The temperature increases by 330°C in the substrate near the contact surface.
Peter now received a duchy as a present, and became a very great man indeed; but he did not forget the little old woman who had been the cause of all his good fortune, and appointed her as head housekeeper21 to him and his royal bride in their magnificent castle
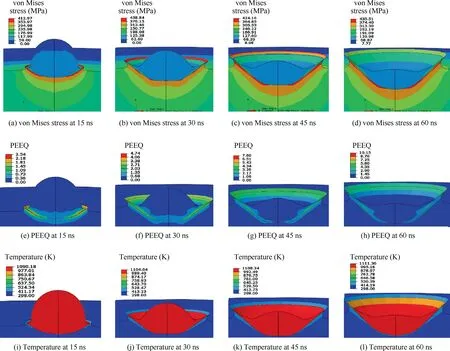
Fig.5 Deformation evolution during single Cu particle impact with Cu substrate at a particle temperature of 800°C and particle velocity of 500 m/s.
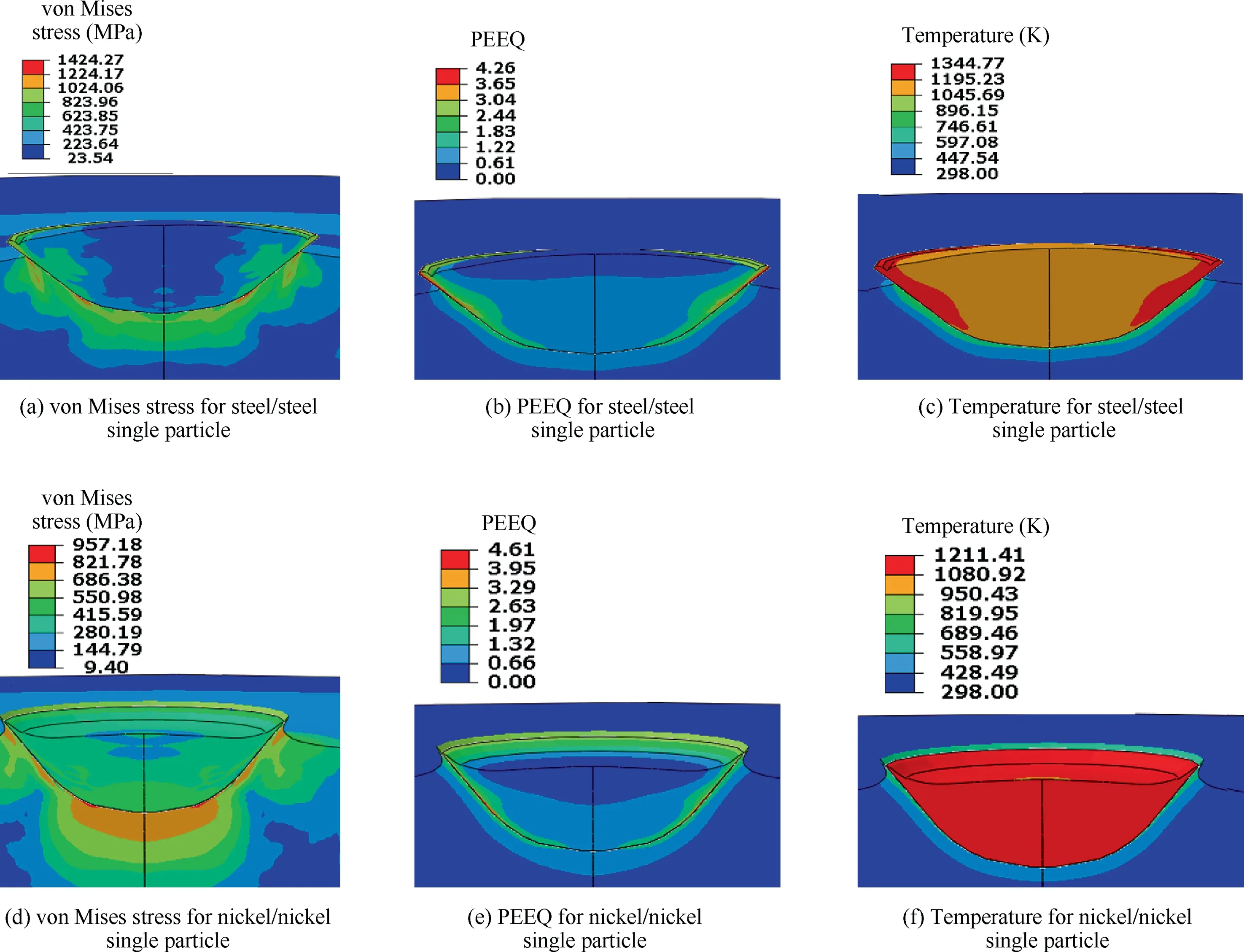
Fig.6 von Mises stress,PEEQ and temperature profiles at last frame(60 ns)for steel/steel single particle and nickel/nickel single particle impact at a particle temperature of 800°C and particle velocity of 600 m/s.
Fig.7 shows the results evolution of the reference point.It shows that the PEEQ increases rapidly from 10 ns to 20 ns and then stabilizes,and the maximum PEEQ of Al and Cu are higher than those of steel and nickel.The von Mises stress of steel and nickel are much higher than those of Al and Cu,showing serrated behavior due to friction and material jetting formation.For the temperate evolution,the Al particle stays at around its initial temperature;Cu cools down to 960 K;the temperature increases rapidly for steel and nickel due to higher frictional energy dissipation at the reference point and follows by a similar cooling rate to Cu.In order to investigate the energy evolution during the CSAM process,the frictional dissipation,kinetic energy,and plastic dissipation evolution results are shown in Fig.8.The frictional dissipation is orders lower than the kinetic energy and plastic dissipation due to a limited contact area.Among different materials,steel presents a much higher frictional dissipation which may hinder the penetration of the steel particle,rendering a shallow embedding depth.The kinetic energy of aluminum is low due to its low mass density,which requires lower energy input and can be easily adopted in a low-pressure CSAM equipment.The plastic dissipation energy of steel and nickel are similar,higher than those of Cu and Al.The plastic dissipation energy is the main source for temperature increase in the CSAM single particle simulation.The single particle impact modeling results and the rendered deposition morphology evolution will provide valuable information for the future work on CSAM modeling development.
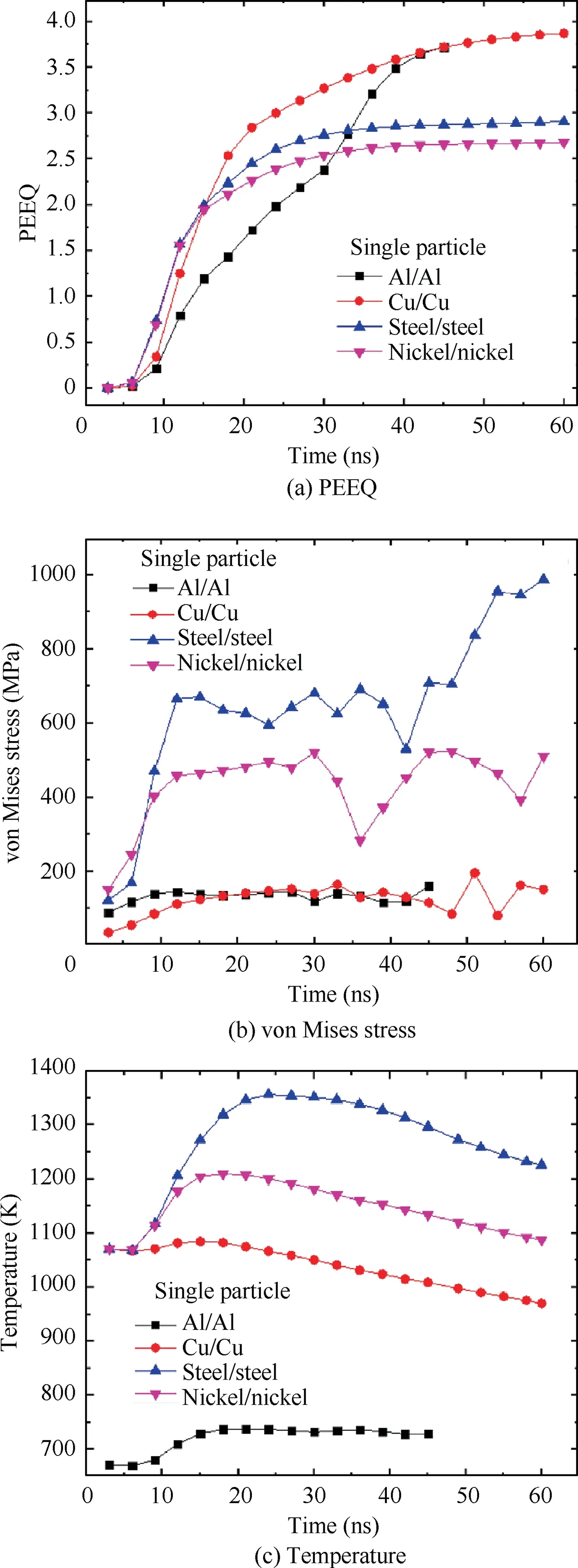
Fig.7 Time history of PEEQ,von Mises stress and temperature at reference point for Al/Al,Cu/Cu,steel/steel,and nickel/nickel single particle CSAM simulation at different process parameters(Cases 1,5,6,and 8 in Table 2).
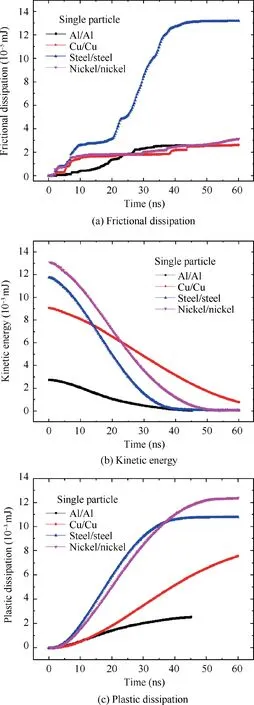
Fig.8 Energy output of CSAM models for Al/Al,Cu/Cu,steel/steel,and nickel/nickel single particle CSAM simulation at different process parameters (Cases 1,5,6,and 8 in Table 2).
3.2.Dual particles impact simulation during CSAM process
The results of dual particles contact and deposition processes have been studied,which are critical to determine the buildup mechanisms and CSAM morphology.During a CSAM process,the splats are added one by one to the substrate,dual particles impact model can help better understand the evolution mechanisms of deformation,residual stresses,plastic strain and temperature profile during multiple particles deposition.Fig.9 shows the dual particles simulation results for aluminum and copper.For the aluminum,the second particle was sat on top of the first particle with a maximum PEEQ about 2.A nice oval shape interface is observed.Compared with single particle impact simulation,the von Mises stress and peak temperature are almost the same,the maximum equivalent stress occurs in the substrate near the interface.The maximum PEEQ of 6.72 is small due to a smaller material jetting influenced by the deformation of the second particle.The first particle deformed thickness is about 5.17 μm.The kinetic energy of Al particles is lower due to their low mass density about one third of copper and nickel,resulting in a low penetration depth as shown in Fig.9.A much higher particles velocity (e.g.1000 m/s) can be chosen to obtain a larger embedding depth.For copper simulation (Fig.9(d)-(f)),the second particle is well embedded into the first particle with a bowl shape.The final deformed thickness of the first particle is about 4.51 μm.About 10% von Mises stress increase is formed compared with single particle impact simulation.The plastic strain and temperature are similar to those of single particle impact simulation.
Fig.9 von Mises stress,PEEQ and temperature profiles for dual Al particles/Al impact at a particle temperature of 400°C and dual Cu particles/Cu impact at a particle temperature of 800°C when particle velocity is 500 m/s.
Fig.10 shows the dual particles simulation results for steel and nickel.For both case,splats formed by the first particle are largely squeezed and the particle/particle interface morphology is similar to that of particle/substrate interface.The embedding depth is 6.97 μm and 13.43 μm;the first particle deformed thickness is about 6.69 μm and 4.94 μm for steel and nickel,respectively.Compared with the embedding depth of 6.29 μm and 9.46 μm for single particle impact simulation,the embedding depth of steel almost stays the same,which renders a small bonding area.This simulation results are consistent with experimental study where steel particles are one of the most difficult commonly used materials for the applications of CSAM due to its high hardening coefficient and low thermal conductivity,hindering the thermal softening effect in the substrate.The results of dual particles CSAM simulation study provide insights into build-up and the CSAM morphology evolution mechanisms.The splats morphology is dynamically changing due to particles interaction during a CSAM process.
Fig.10 von Mises stress,PEEQ and temperature profile for dual steel particles/steel impact and dual nickel particles/nickel impact at a particle temperature of 800°C and particle velocity of 600 m/s.
The energy output of CSAM models for Al/Al,Cu/Cu,steel/steel,and nickel/nickel dual particles CSAM simulation are shown in Fig.11,and the frictional dissipation energy for Cu is higher than the others,even steel (the highest in the single particle impact simulation).A larger bowl shape deformation causes higher frictional dissipation energy of Cu.The kinetic energy (Fig.11(b)) follows the same trend as the single particle impact simulation (Fig.8(b)) with a higher energy magnitude since one more particle was involved in each of the CSAM simulation.The plastic dissipation (Fig.11(c))also follows the same trend as single particle impact simulation(Fig.8(c)) with a higher energy magnitude.The equivalent stresses,accumulated plastic strain as well as energy dissipation are closely associated with bonding strength between particles and particle/substrate interface.The results of dual particles simulation could also provide a guidance for particle/particle interaction,substrate/splats morphology evolution and voids formation during the CSAM process.It could provide more precise estimation for the deposition layer morphology than the single particle simulation.
Fig.11 Energy output of CSAM models for Al/Al,Cu/Cu,steel/steel,and nickel/nickel dual particles CSAM simulation at different process parameters (Cases 1,5,6,and 8 in Table 2).
3.3.Experimental study of CSAM process
CSAM produced Al6061 and pure Cu samples were polished and are shown in Fig.12.In Fig.12(b),it shows that porosity was distributed within the dense matrix of pure Cu.The porosity level was measured as 8.78% by submitting five SEM images for different surface zone to the thresholding process(transform gray scale images to binary scale images) of software ImageJ (www.imagej.net) using different methods offered.The porosity formed along the interparticle interfaces is due to limited plastic deformation induced by a low particle speed (about 400 m/s).A detailed microstructure after etching of pure Cu specimen is shown in Fig.13,showing the top surface and build direction.It is found that the microstructural characteristics consist of severe plastically deformed copper particles with irregular-shaped splats.The flattening of the particles occurred due to the collision of copper powder particles at a speed of 400 m/s,which is slightly higher than the critical velocity for cold spray of copper particles,327 m/s,resulting in a 8.78%porosity remaining in the matrix.It is also found that the porosity occurred at the boundaries between particles where particles were mechanically interlocked with severe deformation strain along the interface.The formation of the porosity in the copper samples is due to lower temperature 400°C and particle speed of 400 m/s.Numerical study was conducted to investigate the plastic deformation behavior for this case.
Fig.12 CSAM produced Al6061 and pure Cu samples after polishing,and top surface optical image of CSAM produced pure Cu sample.
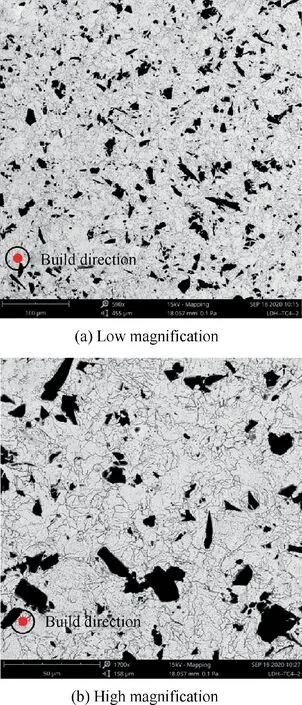
Fig.13 SEM images of CSAM produced pure Cu samples after etching show particle boundaries and severe plastic deformation.
SEM images of CSAM produced Al6061 samples (Fig.14)show almost fully densed microstructure with jet-like features that are observed in the peripheral region of particles and embedded in the matrix.It can be noted that the jetting features are sharp around the particle,showing multiple small fractures around the periphery of the impacted particle,which are consistent with the modeling results according to Fig.4 and Fig.9.
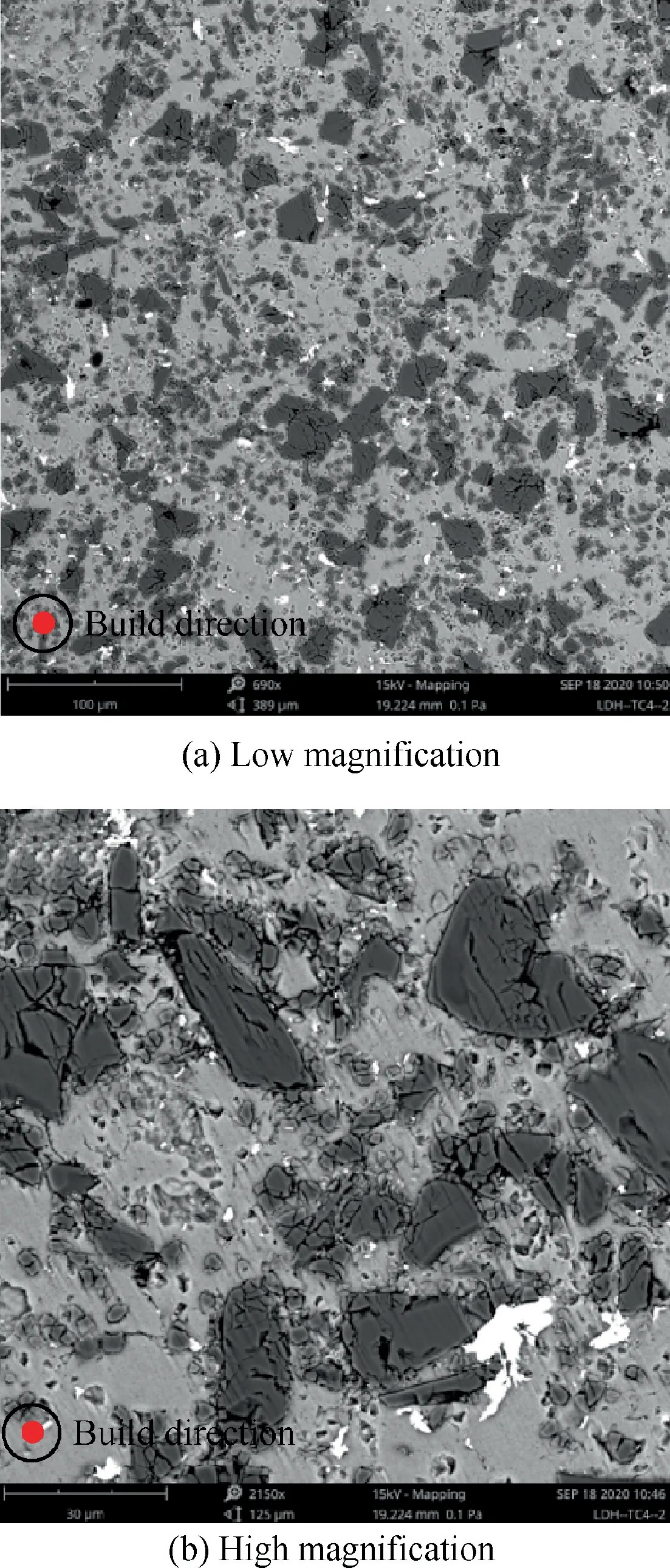
Fig.14 SEM images of CSAM produced Al6061 samples show almost fully dense microstructure with jet-like features.
In order to investigate the deposition mechanism and porosity forming behavior for Cu,modeling results for different particle velocitiesand temperatures (=400 m/s,=400°C;=500 m/s,=500°C;=800 m/s,=500°C) are compared.It can be seen from Fig.15 that for a lower particle velocity and temperature,the jetting height is lower and the protrusion length is shorter.The particle is not fully deformed into the substrate,which is consistent with the findings in Fig.13.For an increased particle velocity and temperature (=500 m/s,=500°C),the jetting height increases,and the particle is almost fully embedded into the substrate.For a higher particle velocity (=800 m/s,=500°C),the jetting has a long and sharp shape,which can render a higher CSAM density together with its higher plastic deformation.The dual particles simulation (Fig.16)results for case Fig.15(a)and(c)show a similar trend for particle deposition.The sharp and long jetting,large particle plastic deformation induced thinner deposition layer could improve the densification behavior during a CSAM process.The corresponding residual stresses(normal stress in the vertical direction) are shown in Fig.17.As expected,around the axial symmetric line,the deposits show a large compressive residual stress with a magnitude of 800 MPa and 924 MPa,respectively.Near the jetting edges,the residual stresses are tensile stresses,and the maximum value of 249 MPa and 463 MPa are achieved,respectively.
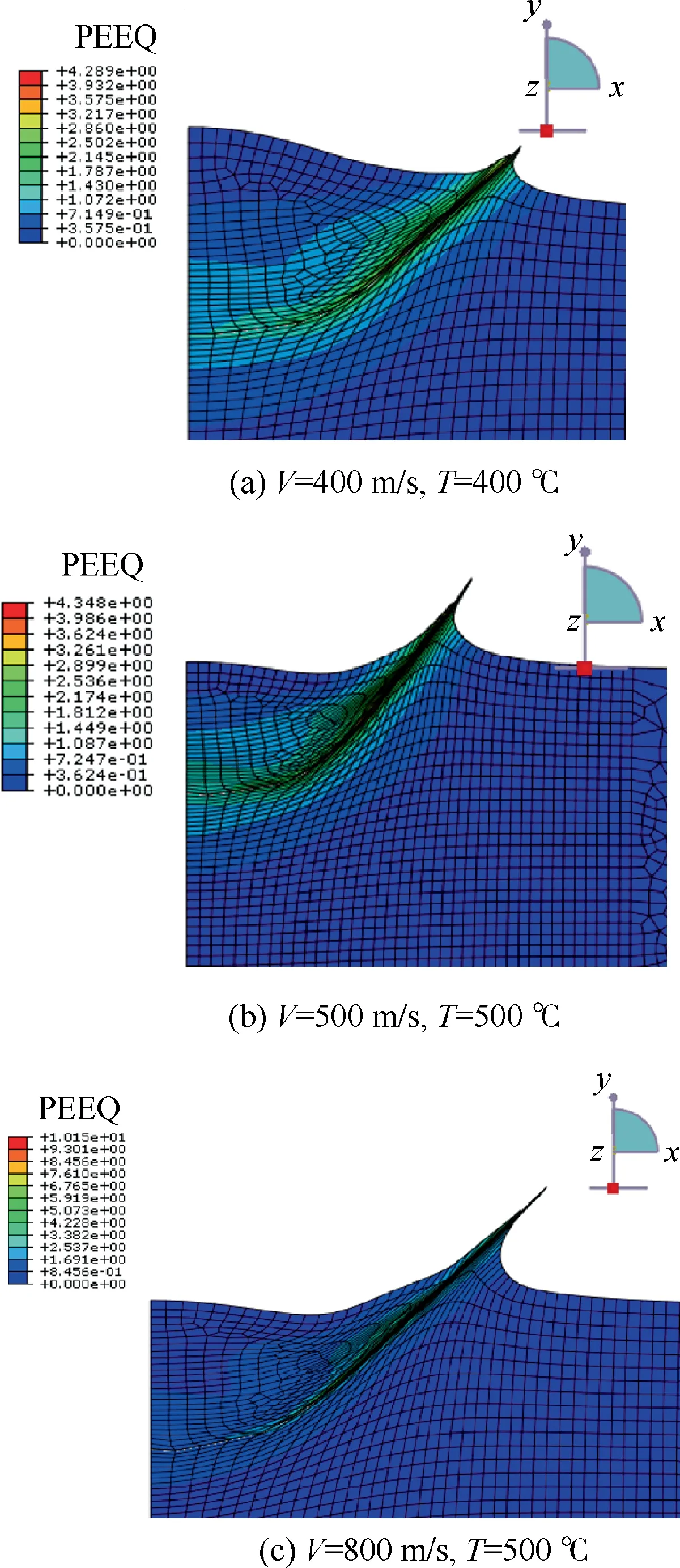
Fig.15 Deformation evolution during single Cu particle impact with a Cu substrate at different particle velocities and temperatures.
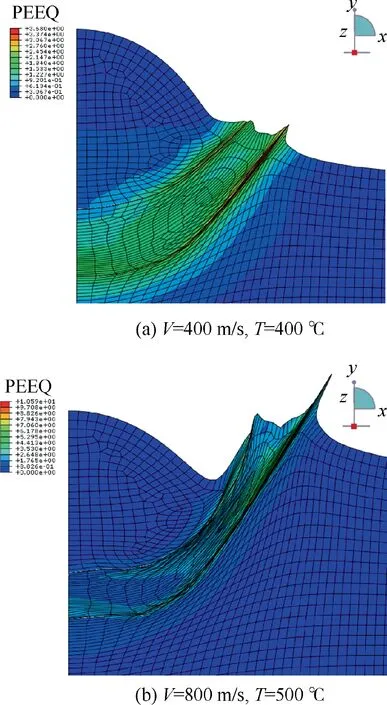
Fig.16 Deformation evolution during dual Cu particles/Cu impact at different particle velocities and temperatures.
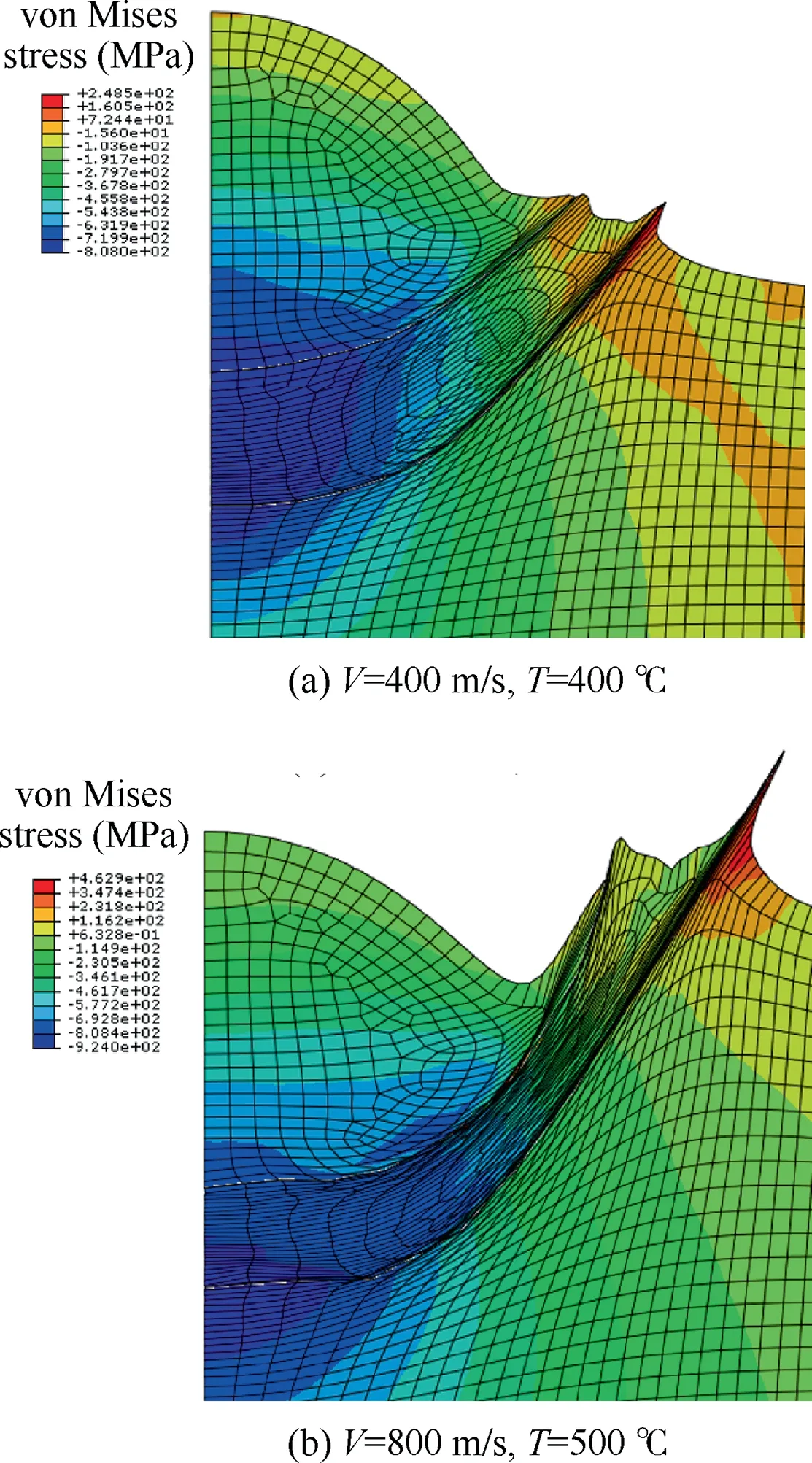
Fig.17 Residual stresses (normal stress in vertical direction) of dual Cu particles/Cu impact at different particle velocities and temperatures.
3.4.Effect of process parameters on deposition behavior
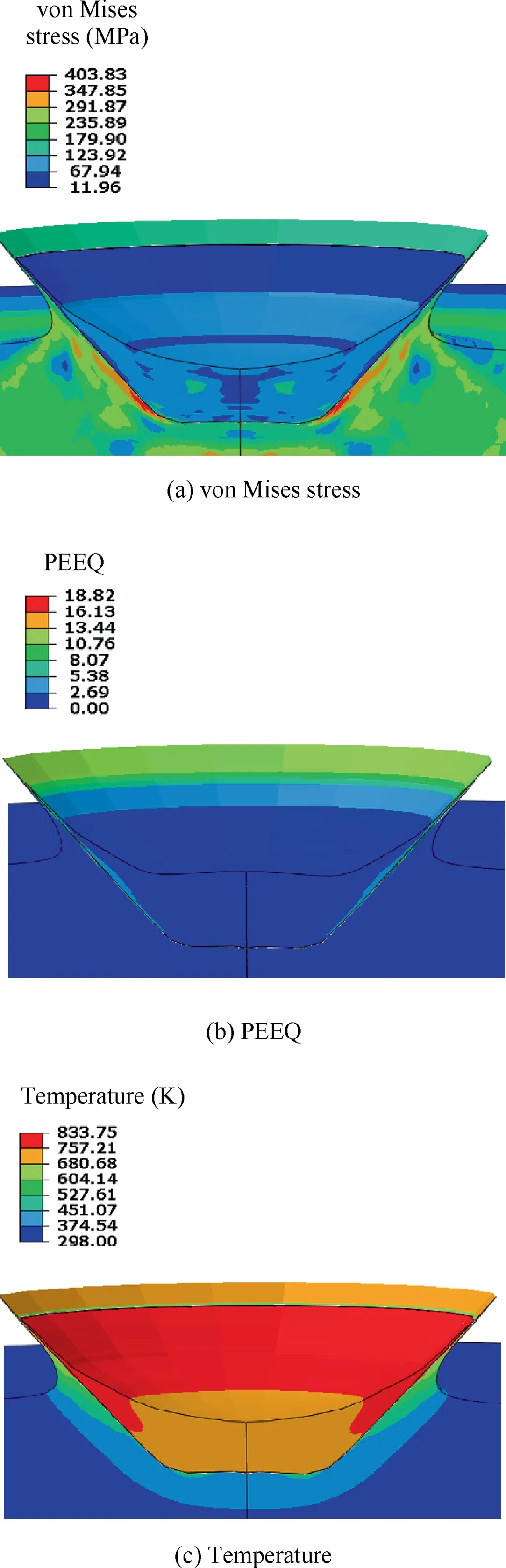
Fig.18 Deformation evolution during single Al particle impact with a Al substrate at a particle temperature of 400°C and particle velocity of 1000 m/s.
High particle speeds and temperature usually require very high carrier gas pressure or an additional powder heater for the CSAM equipment.A lower particle temperature is often used due to CSAM equipment limitation and easier process control.Thus a particle temperature of 500°C was studied for Cu and Ni single particle impact simulation with the same particle speed of 500 m/s as Section 3.1.Fig.19 shows a smaller PEEQ and material jetting height than those of simulation at particle temperature of 800°C and particle velocity of 500 m/s.As shown in Fig.19,the bowl tip morphology is not as sharp as the model using higher particle temperature of 800°C (referred to as high-model).The von Mises stress is slightly higher than that of high-model,while the maximum PEEQ of 4.35 is much smaller than 10.15 of the high-model due to thermal softening effect.An embedding depth about 10.97 μm was formed,which is similar to the high-model.A material jetting height about 7.38 μm was formed,which is much smaller than the high-model.A lower PEEQ usually renders lower bonding strength,which may cause delamination of the particle and substrate interface.In addition,a higher plastic strain usually generates denser CSAM structure,which is desired for higher mechanical strength and longer fatigue life.Fig.20 shows single particle of nickel impact simulation results for a lower particle temperature of 500°C.A smaller von Mises stress,PEEQ and material jetting height than those of simulation at particle temperature of 800°C and particle velocity of 500 m/s are found.The embedding depth about 9.54 μm was formed,which is similar with the high-model.A material jetting height about 4.03 μm was formed,which is much smaller than the high-model.Compared with high-model,it was found that the major differences of low-temperature model are shorter material jetting height and smaller PEEQ.
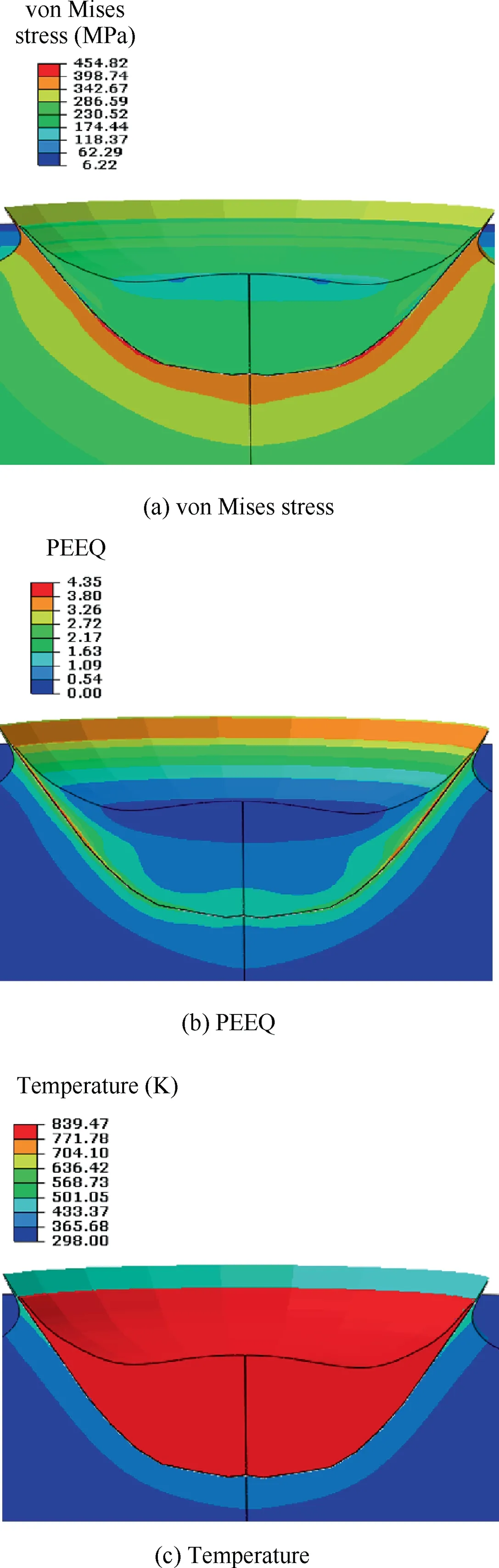
Fig.19 Deformation evolution during single Cu particle impact with Cu substrate at a particle temperature of 500°C and particle velocity of 500 m/s.
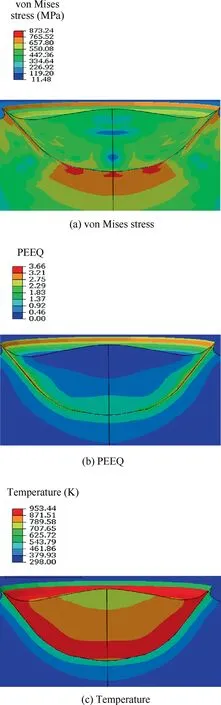
Fig.20 Deformation evolution during single nickel particle impact with nickel substrate at a particle temperature of 500°C and particle velocity of 500 m/s.
4.Conclusions
The present work demonstrates an experimental and numerical framework of particle impact process to substrate with different material combination in the high-efficiency cold spray additive manufacturing process.The particle deposition process was simulated as a high-speed impact problem by the means of a 3D finite element simulation considering thermal softening,strain hardening,strain-rate hardening,and plastic dissipation induced heating.An ALE adaptive meshing method was used to maintain a good mesh quality by allowing the mesh to move independently of the material.Single particle impact simulation with different materials such as Al,Cu,steel,and nickel were conducted to investigate the deposition mechanisms of consecutive impacts of micron-sized solid metal particles on a substrate.Dual particles impact simulation with different materials were also conducted to investigate the deposition mechanisms of sequential compaction of the feedstock particles into a deposit and metallurgical bonding over particle-particle interfaces.Pure Cu and Al6061 powder particles(size of 15-45 μm) with a spherical shape were used for experimental validation.
It was found that Al particles present a shallow embedding depth and large material jetting height due to its low starting kinetic energy,which is much lower than the particles of other materials.A large equivalent plastic strain was formed along the particle/substrate interface,which can ensure a high bonding strength.Cu single particle impact results show a bowl shape deformation with a relatively high maximum equivalent plastic strain,a large embedding depth and a large material jetting height.Steel and nickel single particle impact results show a small maximum equivalent plastic strain.High von Mises stresses were formed in the substrate as well as high plastic dissipation energy.Steel particle also shows high frictional dissipation,rendering a shallow embedding depth.For the aluminum dual particles simulation,the second particle sit on the top of the first particle with a maximum equivalent plastic strain about 2,a nice oval shape interface was observed.For copper simulation,the second particle was well embedded into a bowl shape substrate.For steel and nickel case,the first particle formed splats were largely squeezed and the particle/-particle interface morphology is similar to that of particle/substrate interface.Steel particles are one of the most difficult common materials for the application in CSAM due to its low thermal conductivity,which hinders the thermal softening effect in the substrate as well as its high hardening coefficient.Around the axial symmetric line,the deposits show a large compressive residual stress.Near the jetting edges,the residual stress is tensile stress.
Experimental study shows,for a lower particle velocity and temperature,the particle is not fully deformed into the matrix and the jetting height is low,rendering porosity formed at the boundaries between particles where particles were mechanically interlocked with severe deformation strain along the interface.For CSAM process with higher particle velocity and temperature,the deposition layer is thinner with a long and sharp jetting structure due to large particle plastic deformation,improving the densification behavior during a CSAM process.The results of this study provide detailed information for understanding the limitations and challenges associated with cold spray additive manufacturing.The single and dual particles deposition framework provides insights into improving the quality and precision of stress/strain formation,particle interactions and particle deposition.
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
This work was supported by National Natural Science Foundation of China (No.52005133),Self-Planned Task of State Key Laboratory of Robotics and System (HIT),China (No.SKLR202002C),the Fundamental Research Funds for the Central Universities,China (No.AUGA5710050320),and the Science Challenge Project,China (No.TZ 2016006-0503-01).