
紫苏饼粕的残油醇提工艺及品质分析
2022-03-07 07:00胡东亚张志军曹千慧李会珍张由盛张永荣
现代食品科技 2022年2期
胡东亚 ,张志军 *,曹千慧 ,李会珍 ,张由盛 ,张永荣
(1.中北大学化学工程与技术学院,山西 太原 030051)(2.中北大学晋中产业技术创新研究院,山西 晋中 030600)(3.吉林大学植物科学学院,吉林 长春 130062)
关键字:紫苏饼粕;乙醇浸提;饼粕残油;理化性质
紫苏(Perilla frutescens(L.)Britt),系唇形科一年生草本植物,是中国传统的药食两用植物,有着两千多年的栽培历史,在全国二十多个省份都有种植[1-3]。紫苏籽中含油率高达40%~50%,不饱和脂肪酸含量高达90%以上,其中α-亚麻酸含量最高,占脂肪酸总量的 61.10%~64.00%[4]。紫苏籽油是迄今为止发现含有α-亚麻酸含量最高的食用油。紫苏籽油具有降血脂、抗炎、抗肿瘤、抗衰老、改善心脑血管疾病、预防和改善老年痴呆等功能[5-9]。
压榨法制得的紫苏饼粕中含有多种有效成分,如粗脂肪、粗蛋白、多糖、单宁、植酸等。榨油后的紫苏饼粕中蛋白含量占40%左右[10-12],残油占15%左右。采用适当的方法提取的紫苏饼粕残油经过精炼后可以用于保健用油和工业用油,同时残油的脱除也有利于饼粕蛋白和其它成分的提取和高效利用[13]。目前,紫苏籽饼的残油主要采用有机溶剂萃取法提取。常用的有机溶剂主要有正己烷、异己烷、石油醚、丙酮、乙酸乙酯、异丙醇等[14-16],上述有机溶剂萃取具有提油率高、蛋白质变性较少、成本低与加工效率高等优点,但也存在有机溶剂易燃易爆,对环境污染严重,有机溶剂在饼粕中有残留,安全性相对较低的缺点。另外还有超临界流体萃取法、亚临界萃取法、水剂法等[17,18],但在规模化应用中也存在加工成本高、安全性差等问题。
本研究通过优化紫苏饼粕残油醇提工艺,对提取油脂的理化性质及脂肪酸组成与石油醚浸提法和低温压榨法所得油进行比较,对乙醇浸提油的品质进行对比分析,以期获得紫苏饼粕中的残油以及低脂、高蛋白含量的紫苏饼粕,为实现工业化生产提供理论数据支撑。
1 材料与方法
1.1 实验材料
低温压榨油,低温压榨脱壳紫苏饼粕(水分:10.29%、粗脂肪:12.84%、蛋白质:45.71%),山西福旺轩农业科技有限公司、95%乙醇、石油醚(30 ℃~60 ℃)、石油醚(60 ℃~90 ℃)、碘化钾、可溶性淀粉、硫代硫酸钠、韦氏试剂、冰乙酸、氢氧化钠、氢氧化钾等均为分析纯。
实验仪器有2500Y多功能粉碎机,永康市铂欧五金制品有限公司;GZX-9146MBE电热鼓风干燥箱,上海博讯实业有限公司医疗设备厂;HH-2数显恒温水浴锅,金坛市杰瑞尔电器有限公司;K9840自动凯氏定氮仪,山东海能科学仪器有限公司;SH220F石墨消解仪,山东海能科学仪器有限公司;SOX406脂肪测定仪,上海泓纪实业有限公司;HDM-3000数显控温电加热套,金坛市荣华仪器制造有限公司;RE-52AA旋转蒸发仪,上海亚荣生化仪器厂。
1.2 实验方法
1.2.1 乙醇浸提法提取紫苏饼粕残油
脱壳紫苏饼粕干燥粉碎过60目筛,称取20 g饼粕粉按液固比3:1加入95%乙醇搅拌均匀,将其置于75 ℃的水浴锅内浸泡2 h后,抽滤,加少量乙醇洗脱饼粕表面油脂,旋蒸回收乙醇,得到紫苏饼粕残油,将饼粕放至烘箱,70 ℃干燥4 h,测定饼粕含油率。紫苏饼粕残油提取率按下式计算:
式中:
Y——紫苏饼粕残油提取率;
m1——原紫苏饼粕粗脂肪含量;
m2——浸提后紫苏饼粕粗脂肪含量。
1.2.2 紫苏饼粕主要成分及紫苏油理化性质的测定
紫苏饼粕主要成分的测定:粗脂肪测定,参照GB 5009.6-2016;粗蛋白测定,参照GB 5009.5-2016;水分和挥发性物质的测定,参照GB/T 5528-2008。
紫苏油理化性质的测定:过氧化值测定,参照GB/T 5538-2005;酸值测定,参照GB/T 5530-2005;碘值的测定,参照GB/T 5532-2008;有关皂化值测定,参照GB/T 5534-2008。不饱和脂肪酸检测:气相色谱仪,气相条件:TM-FFAP色谱柱(30 m×0.25 mm×0.25 mm),样品进样口温度为230 ℃,探测器进口温度为 240 ℃,柱温程序为以10 ℃/min从140 ℃升到180 ℃并保持3 min,以5 ℃/min继续升温到200 ℃并保持 4 min;进样量 1 μL[19]。
1.3 乙醇浸提紫苏饼粕残油实验
通过单因素试验,研究了乙醇提取温度(60、65、70、75、80、85、90 ℃)、提取次数(1、2、3、4、5、6、7)、液固比(1:1、1.5:1、2:1、2.5:1、3:1、3.5:1、4:1)、提取时间(1、1.5、2、2.5、3、3.5、4 h)对紫苏籽饼残油提取率的影响,确定了最佳工艺参数,通过正交试验确定了最佳工艺条件。之后对乙醇浸提法、石油醚浸提法、压榨法三种方式得到的紫苏籽油的理化性质及其脂肪酸组成含量作比较。(石油醚浸提法工艺条件为:以紫苏籽饼为原料,60目筛以上粉碎,石油醚(60~90 ℃)为萃取溶剂,液固比为6:1,萃取温度为66.7 ℃,提取时间4.60 h,提取2次[13]。)
2 结果与分析
2.1 乙醇浸出紫苏饼粕残油单因素实验
2.1.1 浸提温度对粕中残油提取率的影响
在乙醇浓度95%,液固比2.50:1,时间2.50 h的条件下,考察了温度对残油提取率的影响。从图1可以看出,温度是残油提取过程中一个重要而复杂的因素。随着温度的增加,乙醇对紫苏饼粕残油的提取率开始处于上升趋势,在温度为 75 ℃时达到最大值,之后随着温度的增加提取率开始呈现下降趋势,这是由于60 ℃~75 ℃时随着温度增加分子热运动加快,乙醇与饼粕可以更充分接触以至于饼粕中残油充分浸出,提取率增加。75 ℃~90 ℃,通过观察可以发现随着温度增加溶液开始剧烈沸腾产生大量气泡,这也导致溶剂挥发,饼粕结块粘壁现象越来越严重,乙醇和饼粕粉接触不充分从而提取率下降。浸提温度影响趋势与许永东等[20]研究结果相似。因此,选择 75 ℃为最佳提取温度。
2.1.2 浸提次数对粕中残油提取率的影响
在乙醇浓度95%、浸提温度75 ℃、液固比2.50:1、浸提时间2.50 h的条件下,考察浸提次数对粕中残油提取率的影响。从图2可以看出,随着浸出次数的增加饼粕中残油率逐渐减小,提取率逐渐增加,浸出 4次粕中提取率达到95.15%,再增加浸出次数,紫苏饼粕残油提取率变化很小。这是由于绝大部分饼粕残油已经被浸出,此时增加浸提次数提取率不会大幅度增加。从浸提液颜色也可以看出,颜色逐渐变淡。实验结果与王青松等[21]有机溶剂法浸提3次之后提取率变化不大结果相似。考虑到成本和能耗,选择浸提4次为最佳浸提次数。
2.1.3 液固比对粕中残油提取率的影响
在乙醇浓度95%、浸提温度75 ℃、浸提时间2.50 h的条件下对紫苏饼粕浸提4次,研究了液固比对粕中残油提取率的影响,结果见图3。由图3可知,随着液固比增加,饼粕残油提取率也随之升高,在液固比3:1时达到最高,之后随着液固比的继续增加,饼粕残油的提取率始终维持较高状态。这是由于当体系中液固比较低时,物料粘度较大,流动性差,乙醇溶液与饼粕接触不充分且液固比较低乙醇浸出油不完全。因此,选择3:1作为最佳的液固比。
2.1.4 浸提温度对粕中残油提取率的影响
在乙醇浓度95%、浸提温度75 ℃、液固比3:1的条件下对紫苏饼粕浸提4次,考察液固比对粕中残油提取率的影响。从图4可以看出,紫苏籽饼中残油的提取率随提取时间的延长而增加。当浸提时间达到2.50 h时,饼粕残油提取率达到最高,但继续延长浸提时间提取率反而稍有下降,这可能是由于浸提时间过长,体系中的油脂浸出已经达到平衡,时间过长也可能导致乙醇中的浸出油堆积,抽滤和洗脱过程中较难把油与饼粕分离。同时,太长时间也导致能源消耗增加,成本增加,不利于工业化。因此,选择2.50 h为最佳浸提时间。
2.2 正交试验
在单因素试验的基础上,对乙醇浸提紫苏饼粕残油工艺中的浸提温度、浸提次数、液固比、浸提时间4个因素进行正交试验。每个因素选取3个显著水平,以紫苏饼粕残油提取率为指标,采用 L9(34)乙醇浸提紫苏饼粕残油条件的正交试验,因素水平表见表1,正交试验设计及结果见表2。

表1 乙醇浸提紫苏饼粕残油工艺条件的正交试验设计表Table 1 The orthogonal test design table of the process conditions for extracting residual oil from perilla cake by ethanol
由表2的极差分析可知,在乙醇浸提紫苏饼粕残油工艺中各因素对残油提取率的影响依次为浸提温度>液固比>浸提次数>浸提时间,最佳浸提条件为A2B3C2D3,即浸提温度75 ℃、液固比3.50:1、浸提次数5、时间3 h。为验证乙醇浸提紫苏饼粕残油最佳工艺条件,按上述条件进行乙醇浸提油处理,重复三次,得到残油提取率为96.04%。该条件下浸出饼粕的基本成分为:水分9.32%、粗脂肪0.51%、粗蛋白57.90%。该工艺与刘大川等[22]实验结果相比,最佳提取次数减少1次,残油提取得率相当。

表2 正交实验结果Table 2 Orthogonal experiment results
2.3 紫苏油理化性质分析
不同提取方法所得紫苏油理化指标如表3所示。由表3可以看出这三种方式提取出的紫苏饼粕残油各项指标均符合国家标准,表明乙醇浸提紫苏饼粕残油的试验方法可行。表3中三种方法所得油按照酸值及过氧化值由大到小依次为:石油醚浸提油>乙醇浸提油>低温压榨油,与彭常梅等[23]研究结果中低温压榨油酸值过氧化值相对较低相同。酸值是衡量油脂抗氧化性能的重要指标之一。石油醚浸提油的酸值最高,表明其游离脂肪酸含量较高,易被氧化。而过氧化值是评判油脂氧化程度的指标之一,三种方法中石油醚浸提油的过氧化值最高,其次是乙醇浸提油,最低是低温压榨油,表明低温压榨油的被氧化酸败程度较低。三种提取方法所得油的碘值差异不显著,均大于130 g I2/100 g,表明其不饱和脂肪酸含量很高,属于干性油。低温压榨油的皂化值较低,浸提油相对较高,表明浸提油中脂肪酸分子质量大于低温压榨油。气味方面低温压榨油保持了紫苏油特有气味,透明度方面石油醚浸提法较优。总体而言,低温压榨油质量较好,浸出油质量较差。
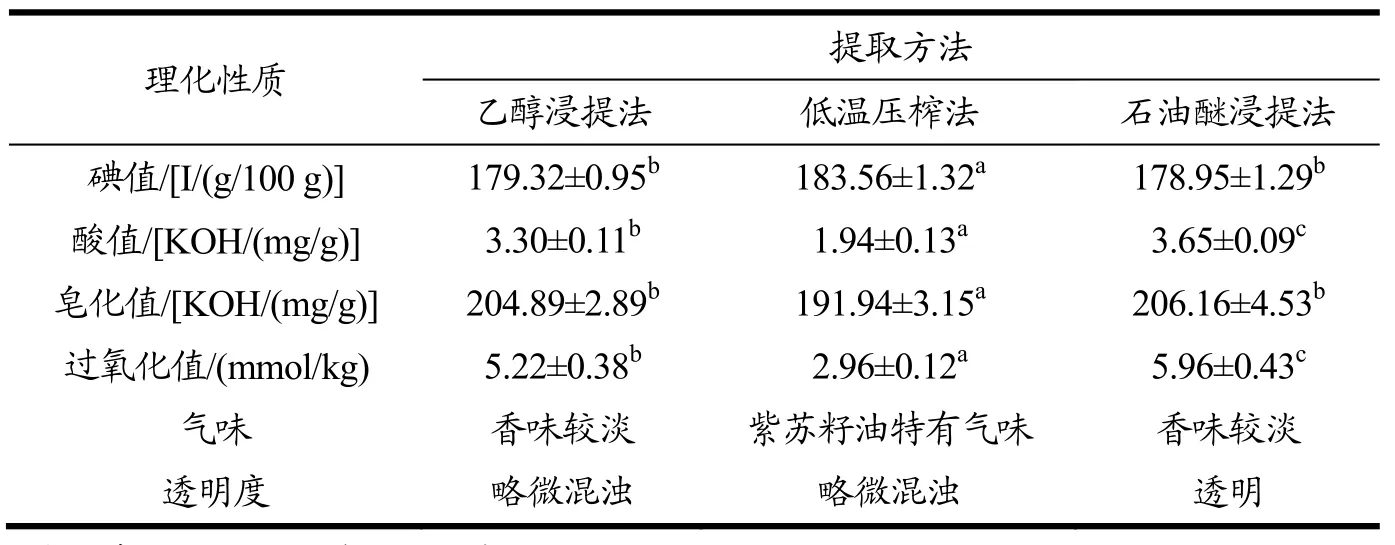
表3 不同提取方法所得紫苏油的理化性质Table 3 Physical and chemical properties of perilla oil obtained by different extraction methods
2.4 紫苏油脂肪酸组成分析
采用气相色谱法测定了3种提取方式得到的紫苏饼粕残油的脂肪酸组成及含量。由表4可知,紫苏饼粕残油主要含棕榈酸、油酸、亚油酸、亚麻酸和硬脂酸5种脂肪酸,棕榈酸和硬脂酸为饱和脂肪酸,油酸为单不饱和脂肪酸,亚油酸和亚麻酸为多不饱和脂肪酸。三种提取方法所得油中低温压榨油中亚麻酸相对含量较高,占总脂肪酸的61.09%,其次是乙醇浸提油,最低为石油醚浸提油,分别为59.60%和57.29%。通过比较三种油不饱和脂肪酸占总脂肪酸比例可以看出低温压榨油和乙醇浸提油不饱和脂肪酸含量较高,分别为 90.33%和 89.31%,石油醚浸提油相对较低为86.10%。综合来看,不同提取方法对饼粕残油中脂肪酸组成无显著影响,但对脂肪酸含量有一定的影响。本研究结果与钟政昌等[24]及白章振等[25]低温压榨油不饱和脂肪酸含量较高的结果一致。
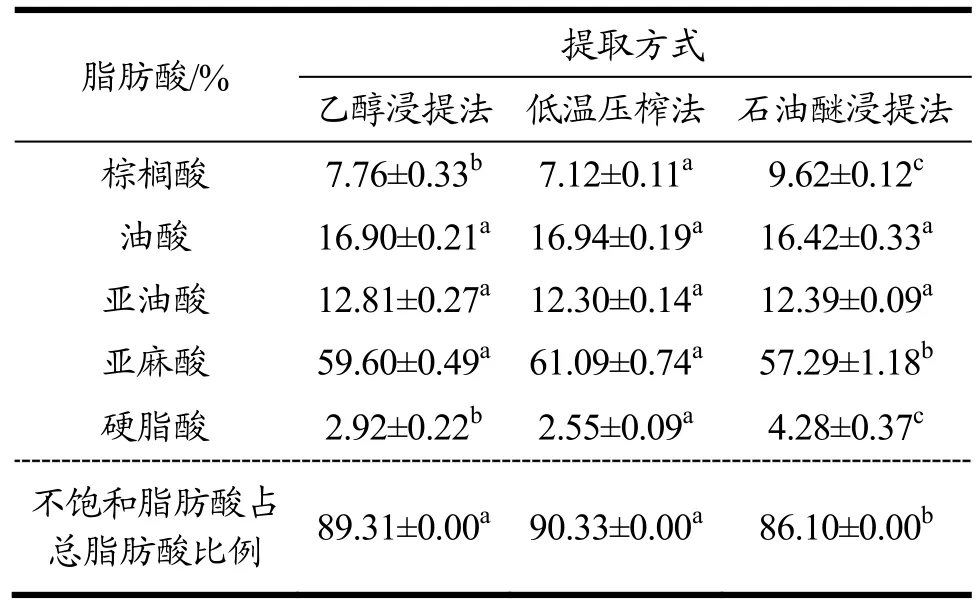
表4 不同提取方法所得紫苏油脂肪酸组成及其含量Table 4 Planting and content of perilla oil obtained by different methods
3 结论
本研究采用95%乙醇作为浸提溶剂对紫苏脱壳低温压榨饼粕进行浸提,在浸提温度为 75 ℃,液固比3.50:1、浸提次数5次、时间3 h的条件下,饼粕残油的提取率可达96.04%,粕中残油率降至0.51%,蛋白质含量富集到57.90%。由此可见乙醇浸提饼粕残油工艺可行,在提取残油的同时得到的脱脂高蛋白紫苏饼粕更有利于紫苏蛋白的提取分离。通过对乙醇浸提法、石油醚浸提法、低温压榨法所得油进行理化性质比较可知酸值和过氧化值由大到小依次为:石油醚浸提油>乙醇浸提油>低温压榨油,碘值无显著差异,而浸提油的皂化值要大于低温压榨油。采用GC分析,低温压榨油中亚麻酸相对含量达61.09%,略高于乙醇浸提油的59.60%,而石油醚浸提油相对较低为57.29%,低温压榨油和乙醇浸出油的不饱和脂肪酸含量较高,分别为90.33%和89.31%,石油醚浸出油相对较低为86.10%。总的来说,低温压榨油的品质相对较好,其次是乙醇浸提油,石油醚浸提油品质相对较差。
猜你喜欢
文苑(2020年4期)2020-05-30
阅读(低年级)(2018年10期)2018-05-14
阅读(低年级)(2018年11期)2018-05-14
阅读(低年级)(2018年12期)2018-03-23
热带农业工程(2017年2期)2017-08-29
吉林农业(2017年5期)2017-05-13
家庭医学(2016年2期)2016-03-14
饮食科学(2015年2期)2015-12-06
江苏农业科学(2015年1期)2015-04-17
农产品市场周刊(2014年49期)2015-01-20
