
宏程序在数控加工中的应用
2022-03-06 05:33姜广美
农业装备技术 2022年1期
姜广美
(镇江高等职业技术学校,江苏 镇江 212000)
0 引 言
数控编程是数控加工中一项关键的技术,程序的质量决定了加工零件的精度和工作的效率。随着数控行业不断向高精密和高效发展,对编程的要求越来越高。
目前,在数控机床上常用的编程方式为手工编程和自动编程,但这两种编程方式已经无法满足数控行业的飞速发展,宏程序指令应运而生。运用宏程序可以简化程序,缩短编程时间,提高工作效率。本文以FANUC 数控系统为例,结合具体实例,介绍宏程序在数控加工中的应用。
1 宏程序概念
以一组子程序的形式存储并带有变量的程序称为用户宏程序,简称宏程序。调用宏程序的指令称为“用户宏程序指令”,或“宏程序调用指令”(简称宏指令),常态下,宏指令通常作为子程序放在存储器中,如果主程序有需要,通过调用子程序指令进行运用,宏程序可以实现变量运算、判断和条件装换的作用,使程序更灵活更方便[1]。
2 宏程序的变量与格式
在常规的主程序和子程序内,总是将一个具体的数值赋给一个地址。为了使程序更具通用性、更加灵活,在宏程序中设置了变量,即将变量赋给一个地址。在宏程序里,可以根据实际需要,设置多个变量,以符号来判别关系。
2.1 变量的类型
变量一般分为空变量、局部变量、全局变量和系统变量(如表1 所示)[2]。
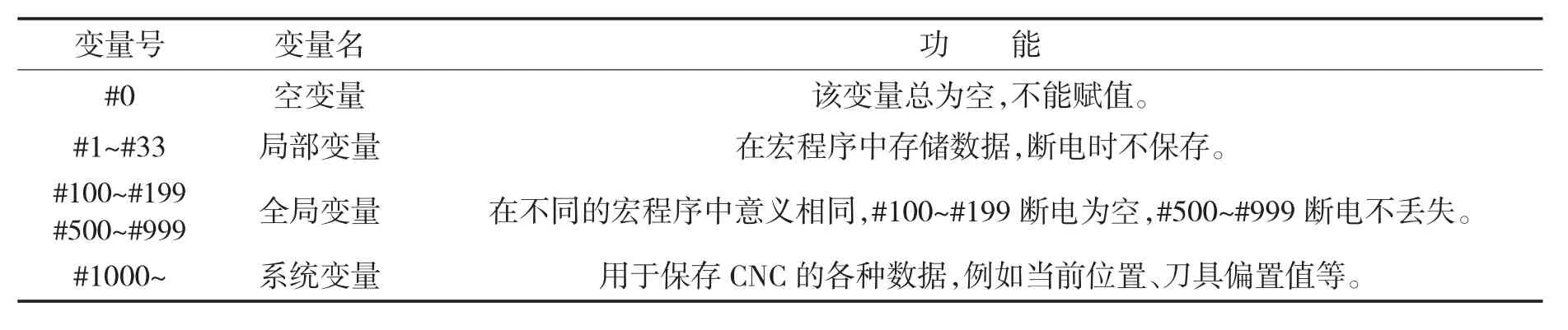
表1 变量类型及含义
(1)全局变量是指在主程序和主程序调用的各用户宏程序内部都有效的变量。
(2)局部变量只能在宏程序内部使用,用于保存数据,如运算结果等,当电源关闭时,局部变量被清空,而当宏程序被调用时,调用参数被赋值给局部变量。
(3)系统变量是系统固定用途的变量,可被任何程序使用,有些是只读变量,有些可以赋值或修改。
(4)空变量总为空。
2.2 变量的运算
变量的算术运算或逻辑运算同于计算机中高级编程语言,如:赋值:#i=#j;减:#i=#j-#k。
变量的运算次序依次为:(1)函数;(2)乘、除类运算(* 、/、AND);(3)加、减类运算(+ 、- 、OR、XOR)。
2.3 转移和循环
转移和循环在程序中,使用GOTO 语句和IF 语句可以改变控制的流向。有3 种转移和循环操作可供使用:
(1)无条件转移(GOTO 语句)
执行完GOTO 语句后,使程序转移到标有顺序号为n 的程序段;例如:GOTO 90、GOTO#6。
(2)条件转移(IF 语句)
IF 之后指定条件表达式。如果指定的条件表达式满足时,转移到标有顺序号n 的程序段。如果指定的条件表达式不满足,则执行下个程序段。
(3)循环(WHILE 语句)
在WHILE 后指定一个条件表达式,当指定条件满足时,执行从DO 到END 之间的程序,否则,转到END 后的程序段。
2.4 宏程序的调用
(1)非模态调用G65
格式G65 P- L-〈自变量赋值〉;
其中:P 为指定宏程序号;L 为重复调用次数(1~9 999,1 次时L 可省略);自变量赋值是由地址及数值构成,用以对宏程序中的局部变量赋值。
(2)模态调用G66、G67
一旦指定G66,那么在以后的含有轴移动命令的段执行之后,地址P 所指定的宏被调用,直到发出G67 命令,该方式被取消。
格式G66 P- L-〈自变量赋值〉,含义同G65。
3 宏程序的应用
3.1 进行参数化加工
在宏程序中通过指定变量替代给出的数值,实现加工。如图1 所示加工一螺旋槽,它在旋转的过程中,从起点开始螺旋线到圆心的距离时刻在变化,每一点的坐标很难计算,运用宏程序就十分简单。
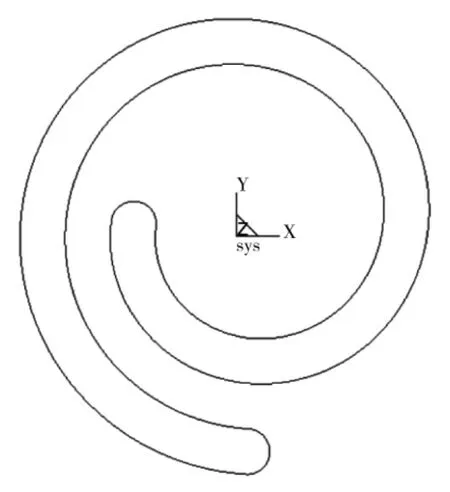
图1 螺旋槽图
宏程序如下:
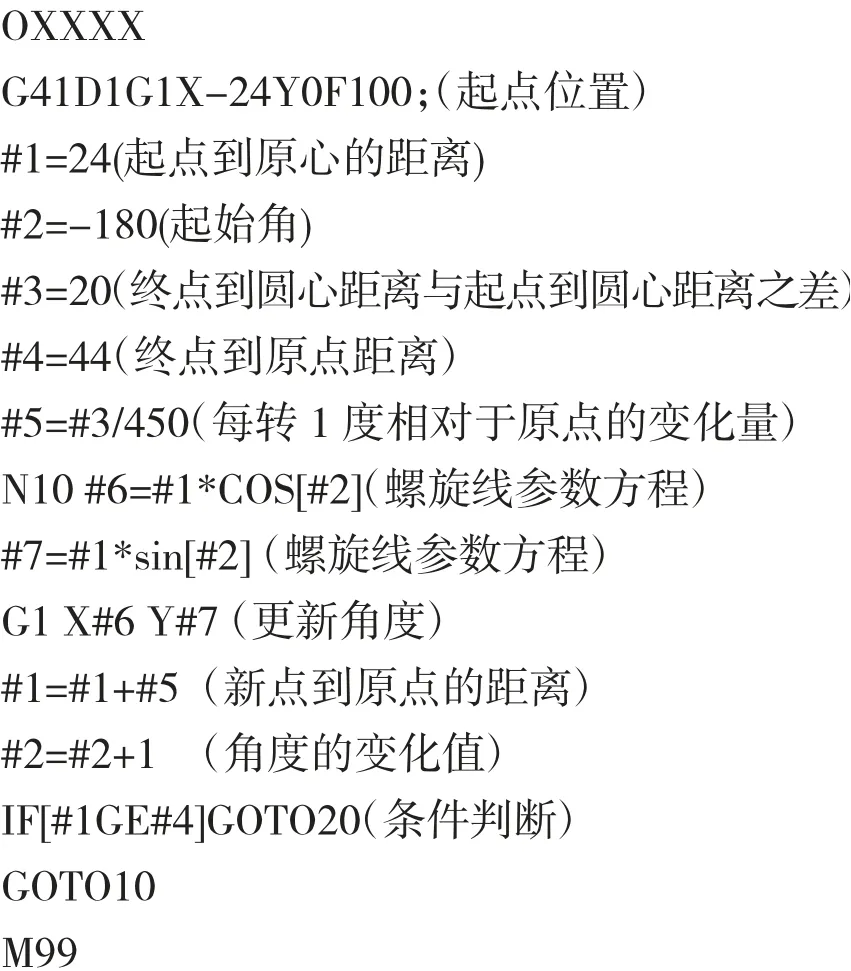
在一个零件加工过程中,若要加工螺旋槽,只要在主程序中调用语句G65OXXXX, 当加工参数发生变化时,如起点、终点、位置等,只要改变调用程序中相应的参数就可以满足要求。
这就说明加工一组同类零件,我们可以通过编制宏程序,把同类零件中变化参数用变量表达,调用程序时,根据实际值赋给相对应的变量,从而实现同类零件的加工,使程序简化。
3.2 实现中断处理功能
3.2.1 中断型用户宏程序
在数控机床里,执行加工程序时,需要输入一个中断信号来调用另一程序,这个功能称为中断型宏程序。使用中断型宏程序,在用户执行任何一个程序时,都可以调用另一个程序,满足即时需要[3]。
3.2.2 中断型程序应用格式
M96PXXXX(用户宏程序中断生效)
M97(用户宏程序中断取消)
当加工程序中出现M96PXXXX 时,输入中断信号(UINT),转而执行PXXXX 程序,当出现M97,中断信号的输入被忽略,回到原程序,并且在中断程序执行期间,不得输入中断信号,如图2 所示。
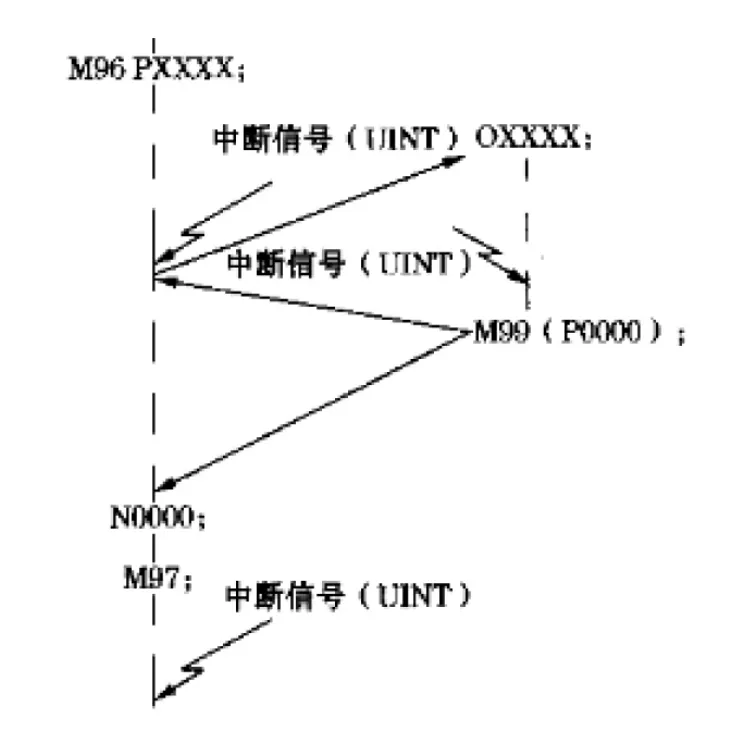
图2 中断型用户宏程序功能
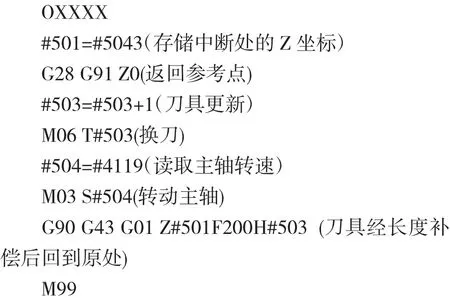
加工时刀具与工件接触会产生磨擦,刀具产生磨损或破损,直接导致零件质量下降,加工效率降低。通过刀具的监测系统进行跟踪,并运用宏指令中断功能可以及时发现问题。当发现刀具出现问题,无法继续加工时,刀具监测系统首先发出信号,接着执行中断程序功能实现换刀,再加工,程序如下:
4 结 语
由于宏程序是运用变量作为参数进行编程,并能对变量进行读取,因此利用宏程序可以提高加工效率,完善和扩展机床的功能,可解决一些用常规编程方法无法解决的问题。
猜你喜欢
智能制造(2021年4期)2021-11-04
科学与财富(2018年28期)2018-11-16
科技视界(2018年6期)2018-05-11
智能计算机与应用(2016年6期)2017-05-08
中学生数理化·高一版(2017年1期)2017-04-25
中学生理科应试(2016年7期)2016-05-14
理科考试研究·高中(2016年9期)2016-05-14
数学教学(2013年9期)2013-12-12
中国信息化·学术版(2013年1期)2013-05-28
智能计算机与应用(2007年4期)2007-08-25
