
白酒酒瓶自动卸垛系统的研究
2022-03-06 05:33张保国芮友涛
农业装备技术 2022年1期
张保国,芮友涛,汪 鹏
(安徽古井贡酒股份有限公司,安徽 亳州 236000)
0 引 言
码垛是连接白酒包装和仓储的重要环节,无论是空瓶卸码垛还是成品堆垛,在白酒生产物流中都有重要的地位,也是许多白酒企业目前刚刚开始重视并亟待完善的地方[1]。白酒行业包装中,目前使用最多的是陶瓷瓶及玻璃瓶这两大类。随着现代工业的发展,玻璃瓶制造成本越来越低[2],喷涂玻璃白酒瓶结合了陶瓷酒瓶避光的优点和其自身易制备低价的优势作为未来白酒业市场包装的主流,喷涂玻璃白酒瓶为目前本公司主要应用的酒瓶类型。
现有白酒生产企业的酒瓶均为外协生产,从玻璃酒瓶制瓶厂整垛打包运输到白酒生产厂,灌装包装生产的最前端是酒瓶卸垛,酒瓶卸垛成单列酒瓶随输送线运动经历清洗干燥检测等工序后进行灌装,我国白酒业码垛现状并不令人满意,不仅最原始的人工卸码垛和搬运还普遍存在,普通的输送、卸跺、码垛机也未完全普及。国内白酒种类繁多,包装追求个性化,导致现有通用的灌装包装生产设备的适应性较差。
白酒玻璃酒瓶垛进入白酒生产厂的常见包装底部为托盘,托盘上放置多层酒瓶,每层酒瓶之间设置缓冲隔板,单个酒瓶套有气泡袋,托盘上方酒瓶的外层缠绕保护膜。
1 白酒酒瓶卸垛机结构设计
1.1 现有卸垛机的适应性分析
现有的机械卸瓶技术由三部分组成:(1)瓶垛输送系统:包括输垛系统和卸垛后输瓶系统;(2)分层卸瓶系统:包括瓶垛夹持机构和推瓶机构;(3)层隔板卸垛系统:包括层隔板抓取机构和层隔板收集整理[3]。工作时,将物料垛送入由若干滚筒组成的输入装置中,通过链传动装置,自动将垛逐层升高,然后用推杆将物料垛逐层推入到过渡输送带, 再输送至与过渡输送带垂直设置的单列输送带, 把物料排成单列, 源源不断地将物料输送到自动输送线进入下一工序[4]。
现有的卸垛机直接应用于白酒酒瓶卸垛存在如下问题:(1)白酒玻璃酒瓶自重过大,如何实现酒瓶的平稳提升托盘和平稳推送单层酒瓶过渡输送线上[5];(2)现有的卸垛机机构较多,除上述机构外还需要配置隔板抓取机构、隔板转运机构和隔板收集机构,体积较大;(3)需要对隔板和托盘进行回收再进入下一次装载循环。
1.2 卸垛机机械结构改进
针对上述应用问题的技术改进:(1)如图1 所示,将提升机的提升框设置为下沉式矩形框,矩形框的两侧横杆与提升机的驱动部件相连,矩形框的两个纵杆与托盘的下端面接触,增加对托盘支撑位置的跨度以提升酒瓶垛上行的稳定性,矩形框的内侧设置两个相对的立板,立板分别与托盘上酒瓶垛的两外侧进行定位保持垛型,提升机采用链式传动,在提升机机架的两内侧均设置压轮,压轮与机提升机机架的两侧紧密接触,在提升机机架的竖连杆的两侧设置位于同一高度的压轮,压轮与竖连杆的两侧紧密接触,上述压轮的安装轴均与提升机的链条固连,用于限制酒瓶垛上行过程中沿垂直于托盘输送线方向的水平晃动和沿竖直方向的晃动;(2)如图2 所示,用隔板抓取放置机构[6]替代隔板抓取机构、隔板转运机构和隔板收集机构,隔板抓取放置机构包括隔板支撑机构、隔板吸取机构和隔板饱合机构,隔板支撑机构、隔板吸取机构和隔板饱合机构从下往上竖直设置,隔板饱合机构用于容纳已经收集的隔板,隔板支撑机构布置在沿托盘输送线的运动方向布置在托盘架上方的两端,隔板吸取机构位于两侧隔板支撑机构之间,隔板饱合机构位于两侧隔板支撑机构之间,隔板吸取收集动作过程如下:隔板吸取机构下行吸取隔板,隔板支撑机构中支撑板相互靠近对被吸取的隔板进行支撑,隔板吸取机构回位,隔板饱合机构下行接近最低位时,饱合爪相互分离,隔板落入被吸取隔板的正上方,隔板饱合机构下行到最低位时,饱和爪相互靠近,将支撑杆上的隔板饱合以对其进行收集,然后隔板饱合机构上行,等待下一次隔板收集,从而解决隔板收集机构占地面积较大的问题。在最下层酒瓶推送到过渡输送线后,隔板饱合机构下行接近最低位时,饱合爪相互分离,隔板落入托盘上,隔板随托盘输送线输入进入下一次装载循环。
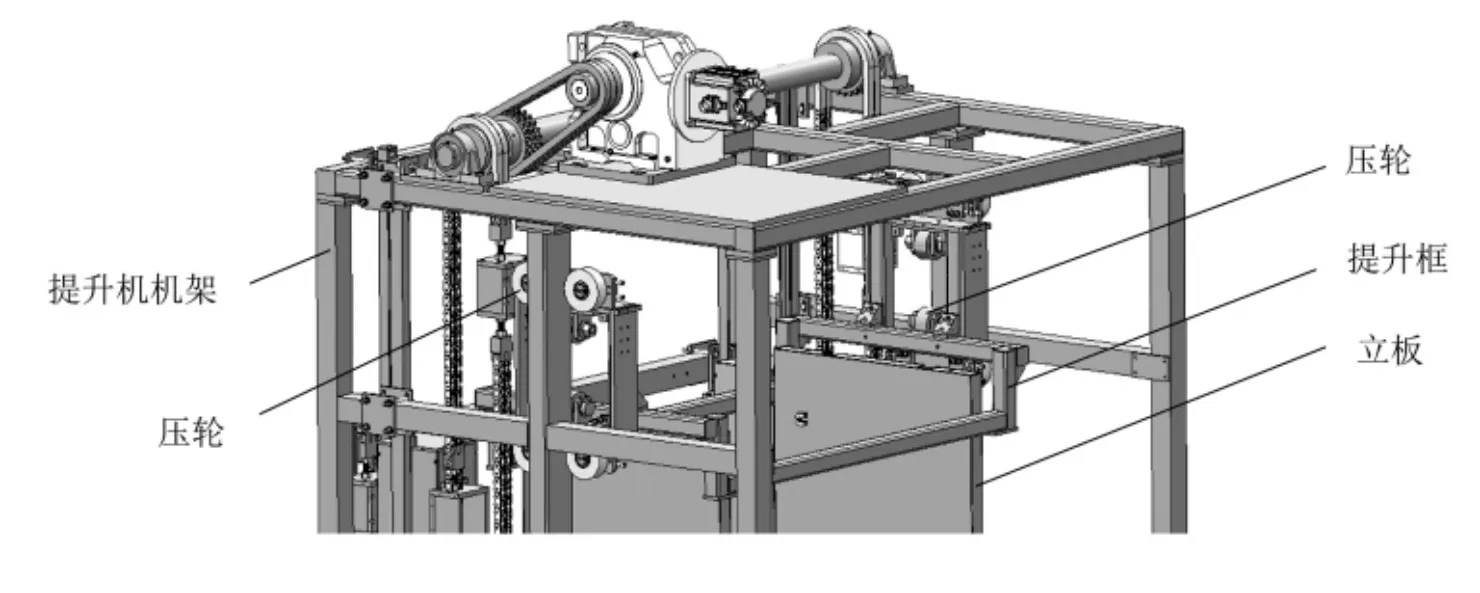
图1 提升机局部结构
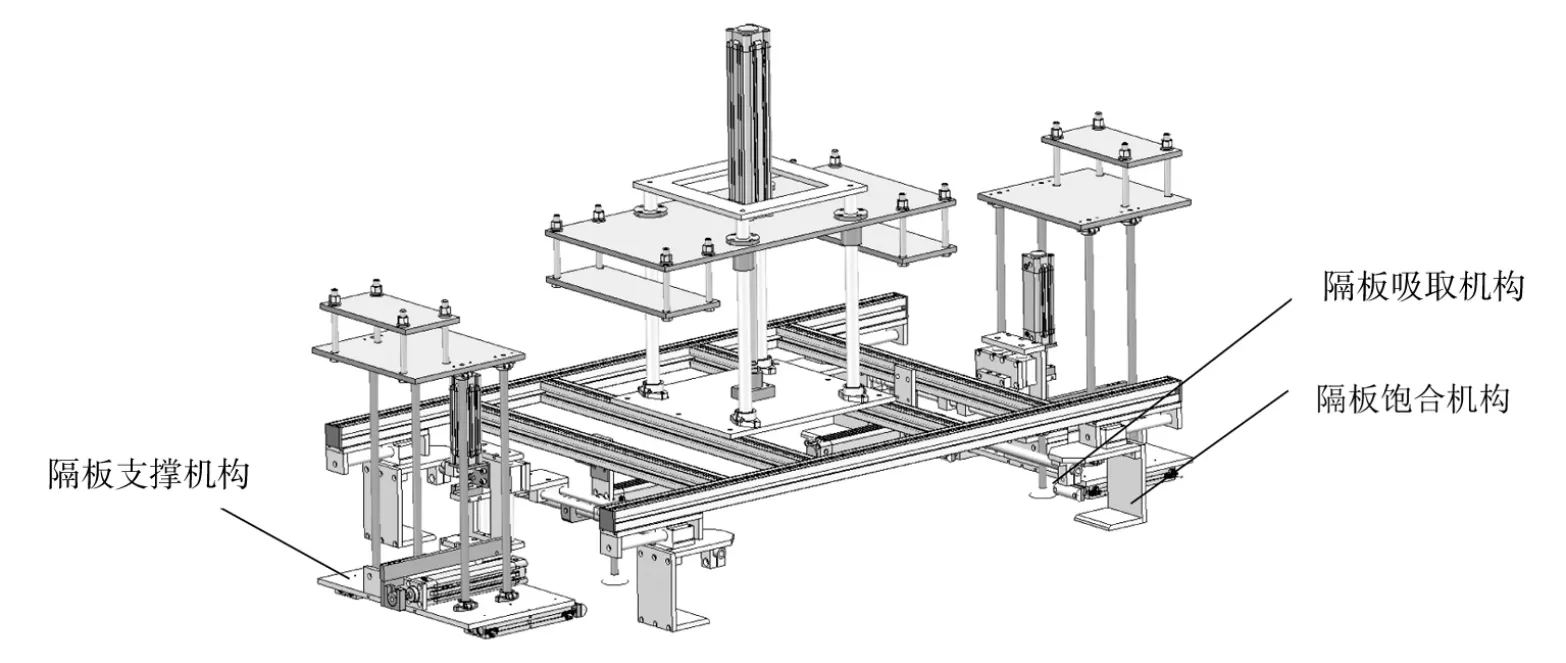
图2 隔板抓取放置机构
2 白酒酒瓶卸垛机控制系统设计
系统的总体思路:此卸垛机为自动控制的,PLC通过软件程序对卸垛进行自动控制,通过输出继电器控制传送带的停转和垛板的升降[7]。
白酒酒瓶卸垛机控制系统由托盘输送线运动控制单元、托盘阻挡控制单元、提升机控制单元、推杆运动控制单元、隔板抓取放置控制单元、过渡输送线控制单元和单列输送带控制单元组成,隔板抓取放置控制单元由隔板吸取控制单元、隔板支撑控制单元和隔板饱合控制单元组成,托盘输送线运动控制单元、托盘阻挡控制单元、提升机控制单元、推杆运动控制单元、隔板抓取放置控制单元、过渡输送线控制单元和单列输送带控制单元等集成于西门子S7-1200PLC。其中托盘输送线运动、提升机和推杆运动、过渡输送线和单列输送带均采用电机驱动以适应推力较大的需求,托盘阻挡、隔板吸取、隔板支撑和隔板饱合采用气缸驱动以减少卸垛机整体自重、简化控制流程。
系统的动作流程如下:人工撕去托盘上酒瓶垛的外层保护膜,利用叉车将酒瓶送入托盘输送线,PLC 输出启动信号,托盘运动到位后,托盘进入矩形框的正上方,托盘阻挡机构运动对托盘上酒瓶垛的前端进行端部定位,提升机的驱动部件带动矩形框及其上方的托盘上行单层酒瓶加上单层隔板的高度,推杆运动机构中驱动部件带动推杆将单层酒瓶朝向过渡输送线的方向运动,推杆运动机构中推杆推送单层酒瓶到位后,推杆回位,隔板抓取放置机构对隔板进行吸取并收集,单层酒瓶从过渡输送线的输出端进入与过渡输送带垂直设置的单列输送带,把酒瓶排成单列,不断地将酒瓶输送到下一工序。
3 应用效果
产品的样机如图3 所示,对样机进行了为期两周的测试,每周工作7 d,每天工作16h,单台设备综合卸垛效率可达6 000 瓶/h,相当于3 个工人同期的卸垛效率之和,满足整条灌装生产线的产能需求,无漏瓶掉瓶现象,卸垛合格率达到100%,达到预期设计效果。

图3 产品样机
4 结 语
该系统的设计包括机械设计和控制系统设计,机械设计方面对垛型提升机构的稳定性进行加固,设计了节约空间的隔板抓取收集机构,实现了隔板快速回流。软件设计方面基于PLC 的应用,为自动控制系统的设计提供了极大的便利。针对喷涂玻璃酒瓶改进后的自动卸垛机,相比于人工流程操作,避免了人工登高作业,节省人力,同时提升了产品品质和效率,与前后端的工序衔接流畅。
随着生产自动化水平的不断提高,该自动卸垛机不仅在白酒包装行业得到了很大的发展,在其它如纺织、钢铁、冶金、石油化工等行业的生产方面也有着相当广阔的应用前景。
猜你喜欢
世界有色金属(2022年14期)2022-10-21
科海故事博览·下旬刊(2022年4期)2022-05-07
电子乐园·上旬刊(2022年5期)2022-04-09
汽车电器(2022年2期)2022-03-01
科技创新导报(2019年16期)2019-11-13
世界家苑(2018年6期)2018-07-23
科技创新导报(2016年4期)2016-11-19
演艺科技(2016年9期)2016-05-14
中国高新技术企业(2015年13期)2015-04-30
城市建设理论研究(2014年37期)2014-12-25
