
深腔类注射模旋转顶出脱倒扣的装置
2022-02-23 01:14张先瑞
模具制造 2022年1期
张先瑞
(青岛豪江电子,山东青岛266000)
1 引言
注射模设计过程中经常会遇到一些深腔类塑件底部带倒扣的情况。这种塑件按照传统方法设计斜顶存在以下两个问题;第一,斜顶长度太长,量产过程中容易弯曲或折断;第二,斜顶布局空间不足,沿倒扣方向运动空间不足。以上问题使得此类塑件无法出模或降低模具寿命。本文作者根据实际经验总结设计了一套直顶旋转脱倒扣的机构,巧妙的利用导轨控制顶出杆做直顶、旋转、直顶动作,从而解决了细长斜顶受力易断的问题。该套结构在量产模具中可以实现稳定高效生产,明显降低模具的维修成本。
2 塑件结构分析
图1所示洗碗机内胆,塑件材质为PP-TD20,底部有3处卡扣结构用来固定电控元件,因塑件要求密封不漏水所以无法通过开通对插出模,只能通过动模设计出模机构。卡扣结构如图2所示。
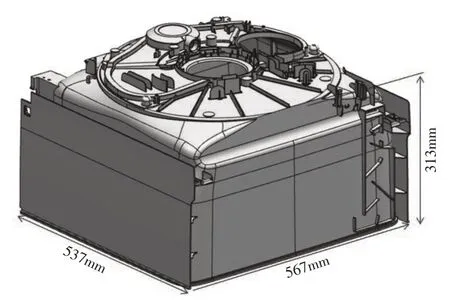
图1 洗碗机内胆
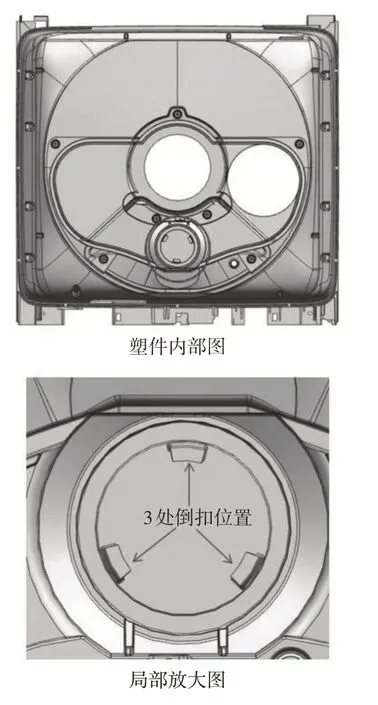
图2 卡扣结构
根据图2分析,塑件高度313mm,底部3处卡扣空间紧凑不具备做斜顶的要求。此位置出模必须采取特殊结构。
3 旋转顶出结构的组成部分及作用
整套机构主要包括以下4大模块,图3为机构整体装配图。

图3 旋转顶出机构
(1)成型部分:这部分主要由参与顶出的顶块头及固定件组成;主要作用是参与成型塑件卡扣形状。
(2)顶出部分:这部分主要由单根顶出圆杆组成直径φ25mm。主要作用是连接顶块头及固定座,传导顶出力。
(3)旋转固定座部分:旋转部分主要是由固定在模具顶出板上的固定座组成。其中固定座包含推力轴承、保持套、连接轴以及固定螺丝等。
(4)旋转控制部分:这一部分主要是由旋转控制导轨及导向轴承组成;主要作用是控制顶出圆杆的动作方向。
4 成型部分顶块头设计
根据塑件形状分析,塑件3个卡扣呈圆形120°均匀分布,顶块形状可设计成圆柱侧面拔5°拆穿斜度。设计好顶块形状后需要通过3D软件旋转模拟确定旋转角度。本塑件经分析后旋转25°可满足倒扣脱离顶块2mm的安全距离。图4、图5分别为旋转之前和旋转之后顶块相对塑件的位置图。顶块材质选择2738材料,硬度280~330HB。

图4 旋转前顶块与塑件位置
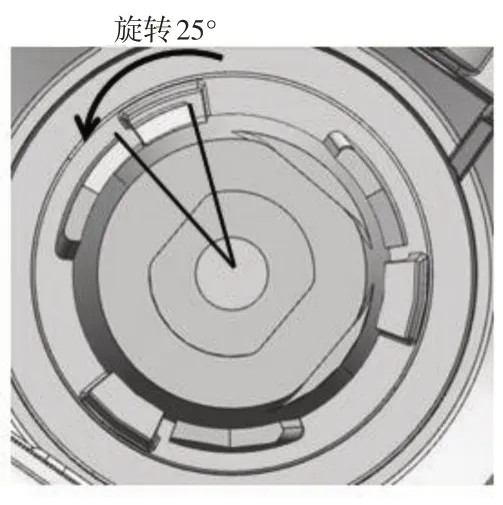
图5 旋转后顶块与塑件位置
5 顶出部分设计
顶出部分是由一根直径φ25mm长度815mm的圆杆构成,圆杆两端攻牙分别与顶块和固定座连接。由于此顶块是单杆顶出,所以在顶出杆两端分别需要设计止转面,防止螺丝松动顶块转动。顶块杆侧面旋转导轨位置需要设计M6mm螺钉,用来固定旋转导向轴承。顶出圆杆的材质选择SUJ2,淬火处理。此处需要注意,在热处理之前要将所有螺纹孔加工到位避免热处理后无法攻牙。顶出圆杆结构如图6所示。

图6 圆顶杆结构
6 旋转固定座设计
旋转固定座固定在模具顶出板上随顶出同步动作;该固定座是由推力轴承、连接轴、轴承支撑套、固定座本体、盖板等部件组装而成。该机构上端连接顶出杆,通过螺丝固定,因顶出时轴向受力所以该机构的两个轴承选用圆柱推力轴承型号选择“GB273.1-87-圆锥滚子轴承-7305”。图7所示为该结构的装配图与爆炸图。
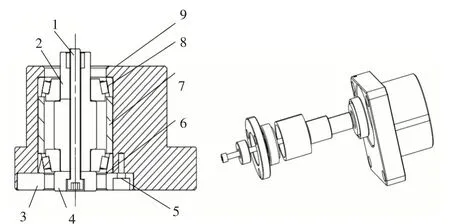
图7 旋转固定座结构
7 旋转控制导轨设计
机加工该控制导轨设计成两段,装入模具后模板整体拼接成完整导轨。导轨材质选择P20氮化处理以增加导轨表面的耐磨性。固定在顶出杆上的导向轴承沿着导轨槽移动,导轨槽宽度要比轴承直径单边大0.2mm。根据上述顶块头设计要求,该导轨需要控制顶出杆完成直段顶出28mm→旋转25°→直段顶出90mm,3个动作,因此整个导轨分为3段设计。其中第一段是直顶段是为了给顶块的旋转让出空间,第二段旋转段是使顶块头旋转一定角度脱出倒扣,第三段直顶段是配合顶出使塑件脱离后模型芯完成顶出动作。旋转导轨装配图如图8所示。

图8 旋转导轨装配图
8 旋转顶出机构在模具上的装配顺序
该机构在模具上安装按照如下步骤进行。第一步将导向轴承用M6mm螺钉固定在顶出杆上,注意轴承内外侧加平垫;第二步将两块导轨研配后装入模具后模板并用螺钉固定在后模板上;第三部将顶出圆杆装入旋转导轨中;第四步将顶块头与顶出杆用螺钉固定装配,注意需要加弹簧垫防松,螺钉沉台位置需要用密封螺钉拧紧并用铜片或铝片将密封螺钉的拆装槽堵住磨平;第五步将固定座装在模具顶出板上,顶出圆杆与固定座中的连接轴用螺钉固定连接。完成以上五步即安装完成,需要注意,为了方便拆装机构,模具底板需要在固定座位置挖孔,方便固定座拆装。
9 该机构在模具中应用的优势分析
以此洗碗机内胆模具来计算,传统斜顶方式约2万件需更换一次斜顶,3根斜顶制造价格约3,000元,模具拆装费用约3,000元。使用此机构替代斜顶模具仅需要正常的保养维护,没有易损耗材费用。产量20万件计算每套模具维护费用约减少6万元费用。整个模具生命周期(50万模)约减少维护费用15万元。此外该机构还避免了斜顶折断挤伤模具的风险。
10 结论
深腔类模具采用旋转顶出脱倒扣的方式结构可靠,动作稳定。该旋转顶出结构可代替细长斜顶脱倒扣,避免频繁断斜顶的问题。本设计可为其它同类塑件的出模提供参考。
猜你喜欢
创伤外科杂志(2022年7期)2022-11-21
汽车零部件(2022年10期)2022-11-01
中学生理科应试(2021年10期)2021-12-07
保健与生活(2020年1期)2020-05-07
轻兵器(2019年8期)2019-08-30
三联生活周刊(2017年33期)2017-08-11
试题与研究·高考理综物理(2017年1期)2017-05-16
中学生数理化·高三版(2016年12期)2017-03-02
科技资讯(2016年9期)2016-05-14
计算机辅助工程(2012年5期)2012-11-21
