
冷矫对TA18合金管材拉伸性能的影响探究
2022-02-22 23:59王璐陈胜川程剑英朱宝辉李建锋
科技信息·学术版 2022年7期
关键词:管材
王璐 陈胜川 程剑英 朱宝辉 李建锋

关键词:TA18;管材;冷矫;拉伸性能
TA18钛合金(Ti-3Al-2.5V)是一种近α型钛合金,作为一种轻量化结构材料,除了具有优异的室温、高温力学性能和耐蚀性能,还具有良好的冷、热加工性能以及焊接性能,因此在航空航天管路系统、石油化工、高端体育以及医疗器械等领域具有广泛的应用前景[1]。查阅资料显示,国内外对TA18管材的研究很多,主要涉及热处理[2]、挤压参数、轧制工艺参数(如Q制或道次加工率等)对管材组织与性能的影响[3]、织构(CSR)表征[4]与测试或者两辊冷轧变形探究[5]等,但矫直对管材性能的影响研究极少、可参考有价值的文献更是凤毛麟角,研究矫直对TA18管的性能影响在国内尚属首次。
TA18钛合金管材最典型的强度级别有退火态的中强级(Rp0. 2≥620 MPa) 和去应力退火态(CWSR)的高强级 ( Rp0. 2≥860 MPa) ,其成品退火一般采用真空退火,因此退火制度(温度与保温时间)成为影响管材性能的关键因素[6];退火过程中轧制应力释放,会造成不同程度的弯曲。为保证成品管材的弯曲度满足标准要求或客户特殊要求,通常会采用多辊矫直机冷矫。由此可见,真空退火与冷矫紧密相连,如不进行相关系统研究,很可能会造成批量性能不合格,因此研究冷矫对TA18管材拉伸性能的影响可为管材的真空退火参数提供参考。本文通过选择不同退火温度,并对TA18同一支管材矫直前后取样进行室温拉伸测试,探究矫直前后TA18管材抗拉强度、屈服强度与延伸率的变化规律,旨在发掘其变化规律从而为成品管材的批量退火提供参数支持。
1 試验方法及过程
实验选择宁夏中色金航钛业有限公司生产的Φ600mm的3吨TA18合金铸锭(化学成分见表1)为原料,铸锭经过锻造开坯、钻孔、扒皮制备成挤压空心锭坯,然后采用箱式电阻炉加热,在35MN卧式钢管挤压机上热挤压制备φ70×13mm钛合金管坯,对挤压管坯进行开坯、中间轧制、真空退火与内壁处理制备成φ20×1.8mm管材;在同一支管截取6节,分为3组(每组2支样管),在公司4米真空退火炉同一位置依次进行600℃、620℃、650℃退火(保温时间均为2h),然后分别在同一矫直机上进行冷矫:压下量32mm,反弯量11mm,转角量上角34°、下角32°,具体试验方案见表2。
对矫直前后管材取样测室温拉伸,按照《GB/T 228-2002金属材料室温拉伸试验法》制样(长度为130mm,作堵头整管拉伸样),在WDW-B100G电子万能实验机上进行拉伸性能测试,每组两个试样,结果取两组平均值。
2 结果与讨论
2.1 退火温度对管材室温拉伸性能的影响
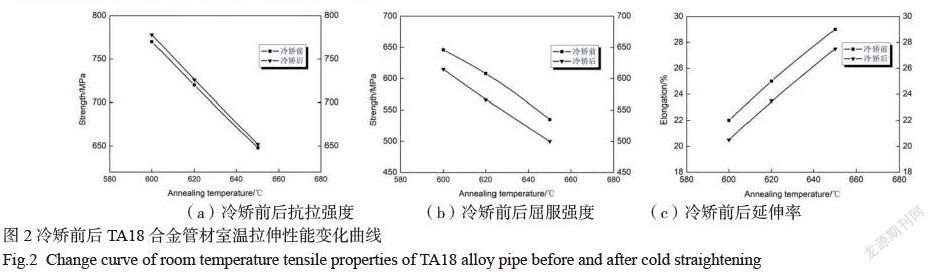
从图1可看出:随着退火温度的升高,TA18管材抗拉强度与屈服强度逐渐降低,延伸率逐渐增大;从曲线变化看,620~650℃温度范围内抗拉强度和屈服强度下降幅度要大于600~620℃温度范围,而延伸率提升幅度略微变小。
管材因冷轧发生形变,原等轴晶粒沿变形方向拉长,位错和空位密度增加,内部积累了一定的形变储存能;在退火过程中管材组织发生回复与再结晶,原内部的储存能为形核提供了动力[7]。随着温度的提高,回复再结晶更为充分,晶粒形态由原来的流线状变为等轴状,导致强度降低,而且温度越高则降低幅度越大;与此同时,晶粒尺寸也会出现一定的增大,晶粒增大会降低管材塑性,因此回复再结晶和晶粒一定长大的相互作用,使管材延伸率提升幅度变缓。
这是由于管材经真空退火后发生回复再结晶,原储存的内应力得到释放。在一定压下量、反弯量与转角量作用下,管材在矫辊摩擦带动下旋转前进,经多次反弯达到一定弯曲度,同时会产生一定的表面残余压应力和拉应力[8]。在整管拉伸测试过程中,试样积存的残余应力会在轴向拉伸中释放,则塑性形变的阈值则会降低,进而导致屈服强度值比未矫直管材的屈服强度小;同时残余应力会管材整体拉应力值增大,导致管材冷矫后抗拉强度和延伸率略微下降[9]。
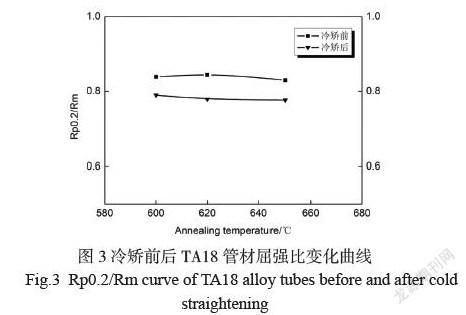
屈强比,即屈服强度与抗拉强度的比值,是制定金属塑性加工工艺的重要依据之一,也是金属材料应用设计中一个极为重要技术指标。钛合金的屈强比较高,一般在0.75~0.9之间,有时大于0.9。较高的屈强比会影响钛合金的冷成形性及发生屈服变形后抵抗破坏的能力。因此工程应用中降低钛合金的屈强比是十分必要的,可通过改善加工工艺、控制热处理参数及形成金属间化合物等方式[10]。
从图3可以看出:在同一退火温度下,冷矫后TA18管材的屈强比降低。退火后管材屈强比为0.83,冷矯后屈强比降低至0.78。正如图2b所示,冷矫造成管材屈服强度降低,而管材抗拉强度基本不变(如图2a所示),因此屈强比则会降低。
3 结论
同一退火温度下,TA18合金管材经冷矫后抗拉强度基本不变,屈服强度则下降30~50MPa,延伸率略微降低;冷矫后TA18管材的屈强比会降低。
若满足ASTM B338标准或客户特殊要求的室温拉伸性能,TA18管材的真空退火温度选择要充分考虑冷矫对屈服强度的影响,以免造成批量管材的拉伸性能不合格;本文试验的TA18管材的真空退火温度选择620℃为宜。
参考文献: References
[1]刘大海,陈劲东,李波,等.TA18中强钛合金管数控弯曲成型工艺与结构参数显著性分析[J].锻压技术,2021,46(4):156-165.
[2]洪权,戚运莲,赵彬,等.不同Q值冷轧对TA18钛合金管材织构及力学性能的影响[J].钛工业进展,2016,33(2):16-19.
[3]张旺峰,张晖,颜孟奇,等.飞机液压系统用TA18钛合金管材性能特殊性研究[J].钛工业进展,2018,35(4):22-25.
[4]房永强,贾红,郑晓斐.TA18钛合金管CSR的测量[J].硅谷,2013(17),92-94.
[5]陈胜川,袁红军,吕勇,等.TA18合金管材两辊冷轧变形分析[J].特种铸造及有色合金,2017,37(1):103-105.
[6]冯红超,郭佳林,杨奇,等.退火制度对TA18钛合金管材力学性能的影响[J].中国材料科技与设备,2013,9(4):56-57.
[7]张亚峰,于振涛,余森,等.航空用TA18合金管材热处理工艺研究[J].热加工工艺,2014,43(16):159-161.
[8]王森,李恒,张海芹,等.高强TA18钛管数控弯曲织构演变数值模拟[J].精密成型工艺,2017,(1):53-58.
[9]石科学,常波涛,刘竞艳,等.TA18钛合金管材残余应力分析[J].世界有色金属,2020(16):145-147.
[10]胡耀君,刘果宗.降低钛合金屈强比的加工工艺研究[J].有色金属成形技术,2001,34(10):65-66.
猜你喜欢
装备维修技术(2022年6期)2022-06-29
价值工程(2020年3期)2020-02-02
有色金属材料与工程(2019年4期)2019-03-25
大科技·D版(2018年7期)2018-10-21
中国建筑金属结构(2018年6期)2018-08-31
中国建筑金属结构(2018年4期)2018-05-23
建筑工程技术与设计(2015年22期)2015-10-21
农业知识·百姓新生活(2014年3期)2014-04-25
科技致富向导(2013年19期)2013-11-19
城市建设理论研究(2012年4期)2012-03-23
