
小盒烟包封签纸的粘贴装置的设计
2022-02-21 00:59张雪棉王正雄张涛王锋李惠峰
科技信息 2022年4期
张雪棉 王正雄 张涛 王锋 李惠峰

摘要:针对FOCKE-FXS包装机生產过程中剔除的废包里含未粘贴封签纸且可回收的小盒烟包,手工粘贴质量不稳定,辅料浪费严重的问题,本文通过设计一种小盒烟包封签纸的粘贴装置,对未粘贴封签纸且可回收的烟包进行封签纸的粘贴。经验证,该装置能稳定实现烟包封签纸的粘贴、定型,有效保证烟包封签纸的粘贴质量。在烟草包装领域具有一定的推广应用价值。
关键词:FOCKE-FXS包装机;封签纸;粘贴;精益生产
背景:目前软盒烟包的包装采用封签纸实现烟包封口。在FOCKE-FXS包装机的生产过程中,剔除的废包里含大量未粘贴封签纸且可回收的小盒烟包,这些烟包现在的主要处理方式是人工剥成烟支进行二次包装或者人工粘贴封签纸。然而烟支二次包装极容易造成触头、下陷等质量缺陷,人工粘贴质量又不稳定,造成原辅材料的极大浪费,。为了贯彻精益生产,降低原辅材料的消耗,设计一种简便、易于操作的小盒封签纸粘贴装置,对生产线上产生的未粘贴封签纸且可回收的烟包进行自动粘贴,是十分必要的。
一、需求分析
为保证产品质量,严格控制带辅料接头的烟包流入市场,FOCKE-FXS包装机辅料接头剔除设置规定:必须剔除接头前3包和后3包,随着大宗商品涨价,辅料厂家为了节约成本,卷盘辅料内的辅料接头数量增高。而FOCKE-FXS小盒包装机使用的每卷盘内衬纸有1.67个接头,每卷盘商标纸1.82个接头。
按照每生产1标箱卷烟的理论消耗,需要0.137卷内衬纸,0.138卷商标纸,且每卷纸换纸时会多产生一个接头,则每生产1标箱卷烟产生0.76个接头,每个接头剔除6包可回收烟包,即每生产1标箱卷烟成品,产生4.56包可以回收烟包。为了对该部分烟包进行回收,研制软包小包烟的封签自动粘贴机是必要的。
二、结构设计
1、小盒烟包封签纸粘贴装置的工艺流程
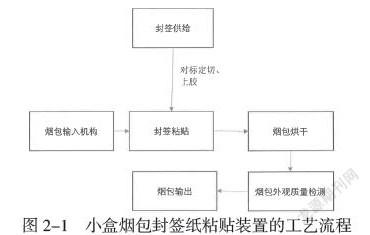
如图2-1所示:人工把未粘贴封签且可回收的香烟放至输送机构上即可,输送机构自动把香烟送至下纸位置,光电感知后由伺服自动对标、光电进行跟踪,检查到光标点后进行裁断标签并上胶、同时进行贴标,贴标完成后进入加热烘干系统,进入外观质量检测装置,最后由出料机构自动送出。
图2-1 小盒烟包封签纸粘贴装置的工艺流程
2、小盒烟包封签纸的粘贴装置的结构原理
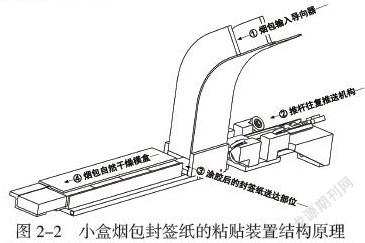
如图2-2所示:该装置由①烟包输入导向器,②推杆往复推送机构,③涂胶后封签送达机构,④烟包自然干燥模盒四个部分组成。其原理为:烟包自①烟包输入导向器进入该装置,抵达烟包推送工位;然后②推杆往复推送机构推送烟包进入④烟包自然干燥模盒;在推送的同时③涂胶后封签送达烟包封口部位,由烟包推送着已经涂胶的封签纸进入④烟包自然干燥模盒,完成封签纸的粘贴,实现烟包的封口;②推杆往复推送机构不断的推送烟包进入④烟包自然干燥模盒,并将已经干燥后的烟包推出④烟包自然干燥模盒,最终实现烟包封签纸的粘贴及干燥,输出合格的小盒烟包,供给透明纸包裹设备。
烟包输入导向器具有一定的弧度,便于烟包自由下落;同时,尺寸结构与烟包配合紧密,可以防止烟包内衬纸的撑开。
推杆往复推送机构由凸轮机构控制,具有急回特性,实现烟包的平稳推入后,快速回位。
烟包自然干燥模盒入口处具有一定的倒角,实现封签纸的折叠;同时,烟包自然干燥模盒具有一定的长度,可以储存四包待干燥的烟包,实现封签纸上胶水的冷却。
图2-2 小盒烟包封签纸的粘贴装置结构原理
如2-3所示所示为小盒烟包封签纸的粘贴装置的爆炸图。
烟包自然干燥模盒④由模盒底板(11),模盒槽(10),模盒调整垫片(9),模盒盖板(8)和导向块(7)组成。模盒底板(11),模盒槽(10)和模盒盖板(8)是烟包通过的模盒,长度过短时,封签纸上的胶水无法及时干燥,导致烟包封签粘贴效果差;长度过长时,模盒内烟包过多,推送阻力大,会损坏烟包内的烟支,造成皱纹等质量缺陷;模盒调整垫片(9)用于调整模盒的高度,不同厚度的垫片可以使得通道的烟包松紧合适;导向块(7)便于烟包的输出。
图 2-3 小盒烟包封签纸的粘贴装置的爆炸图
三、效果验证
该装置使用后,每天由早班操作工回收未粘贴封签纸且可回收烟包,验证小盒烟包封签纸粘贴装置的效果,烟包回收率达92%。
四、结论
针对FOCKE-FXS包装机生产过程中剔除的废包里含未粘贴封签纸且可回收的小盒烟包,手工粘贴质量不稳定,辅料浪费严重的问题,通过设计一种小盒烟包封签纸的粘贴装置,该小盒烟包封签纸的粘贴装置,原理简单,工作可靠,能稳定实现烟包封签纸的粘贴、定型,有效保证烟包封签纸的粘贴质量。对工厂节能降耗,起到一定的推动作用。
猜你喜欢
卷宗(2016年10期)2017-01-21
卷宗(2016年10期)2017-01-21
中国广播(2016年10期)2016-11-18
娃娃乐园·3-7岁综合智能(2016年6期)2016-09-19
商(2016年16期)2016-06-12
幼儿智力世界(2014年3期)2014-05-27
信息化建设(2009年8期)2009-09-10
东方宝宝(2009年2期)2009-02-24
