
污泥干化系统产生废水的特征及其处理工艺研究
——以江苏省某火电厂为例
2022-02-14 04:11温德春
海峡科学 2022年12期
温德春
(福建龙净环保股份有限公司,福建 龙岩 364030)
0 引言
污水净化过程会产生大量含水率在60%~80%的污泥,据估计,2020年我国仅市政污水处理的污泥产量已超过4740万吨[1]。在污水处理过程中,污水中的污染物会转移、浓缩在污泥中,使得污泥具有一定的污染性。近年来,污泥的环境污染问题逐渐引发关注,污泥的无害化、稳定化、减量化、资源化目标开始实施并初见成效。其中,污泥热干化是实现污泥“四化”目标的重要手段之一。污泥在干化过程中内部水分蒸发,内部蛋白质、脂肪等大分子物质发生分解作用,产生大量挥发性物质并随同水蒸气释放到气相中,高湿废气经过冷凝后产生大量的冷凝废水,一些低沸点或水溶性的气体组分会随同水蒸气一同冷凝并溶解在冷凝废水中。已有研究表明,污泥干化冷凝废水属于高浓度污染废水,有些冷凝废水中的CODCr含量甚至高达13810mg/L,氨氮浓度高达1130mg/L[2]。
目前,为了降低工程建设成本投入,部分工程的污泥干化系统产生的冷凝废水设计排至原厂污水处理站进行处理,但高污染的冷凝废水会对原水系统造成污染,使得最终废水达不到排放标准。基于此,新建污水预处理系统至关重要。本文以江苏省某火电厂新建污泥干化系统所配套建设的污水处理系统为例,介绍该项目废水来源与指标浓度分析、污水处理工艺选型、污水处理系统运行情况等,以期为同类项目提供参考。
1 污泥干化系统污水特征
污泥干化系统产生的污水以废气冷凝产生的废水为主,冷凝废水中污染物浓度受污泥干化温度和污泥种类影响较大,一般干化温度越高,冷凝废水中污染物浓度越大,且在不同干化温度下,冷凝废水中的污染物组分也存在较大差异[3]。其中,主要污染物有CODCr、BOD5、TN、N-NH3等。由表1可知,当干化温度达到250℃时,冷凝废水中的CODCr高达13810mg/L。总体来看,冷凝废水的BOD5/CODCr均大于0.4,可生化性较好[3]。

表1 冷凝废水常规指标分析
2 案例分析
2.1 项目概况
江苏某火电厂现使用4×330MW燃煤机组,采用亚临界汽包锅炉,湿式冷却方式。每台机组设计燃煤量约2700t/d。电厂拟建设2条污泥干化生产线,设计处理污泥规模为200t/d,含水率为60%,用于干化该厂周边5个市政污水处理厂的板框压滤脱水污泥。污泥干化工艺采用圆盘式污泥干化工艺,污泥含水率从60%干化至35%,干化后的污泥通过多种输送设备协同送至输煤皮带后与煤混合,共同磨制后送至锅炉内焚烧。经计算,干化后污泥的产量约123.08t/d,入炉耦合焚烧的污泥比例最大不超过5%。相关研究及工程案例表明,当污泥掺烧比例不高于10%时,对电厂原锅炉机组及环保设备影响较小[7-8]。因此本项目将干化后的污泥送至同一锅炉内焚烧的技术方案具备可行性。
2.2 圆盘干化工艺及污水来源
本项目新建两条污泥干化生产线,采用圆盘污泥干化工艺系统,单条污泥干化生产线设计处理规模为100t/d,污泥含水率设计从60%干化至35%。污泥圆盘干化工艺系统由多个单元组成,包括污泥的存储输送单元、污泥的干化单元、污泥工艺废气处理单元、污泥厂房通风单元、污泥干化冷凝废水处理单元、冷却循环水单元及其他辅助配套单元,详见图1。

图1 圆盘污泥干化系统流程
其中,在污泥的干化单元,污泥所含水分在圆盘干化机内蒸发,并与载气、粉尘、挥发性气体、低沸点气体等排出形成工艺废气。在引风机作用下,先后通过旋风除尘器除尘,冷凝器除湿,最终送入炉内焚烧处理。
污泥干化系统产生的污水主要由以下几部分组成,如图2所示。
①旋风除尘器的冲洗废水。由于污泥在干化过程中会产生一定量的粉尘,粉尘被旋风除尘器捕获后积聚在旋风除尘器下部料斗内,但仍有部分粉尘会粘结在除尘器内壁面。为防止粉尘在壁面积聚,造成阻力增加,除尘器除尘效果下降,风机电耗增加,需要根据相关运行参数开启旋风除尘器喷淋水电动阀,对旋风除尘器进行冲洗。本项目污泥干化过程中旋风除尘器冲洗频次相对较低,水量较小,且冲洗后产生的废水以悬浮性固体为主。
②冷凝器的冲洗废水。因旋风除尘器对废气中微米级粉尘的除尘效率不佳,仍然有部分粉尘随着废气进入下游冷凝器中。随着废气中水蒸气在冷凝中冷凝,粉尘附着在液滴上并沿着冷凝器管程内壁下流。因冷凝液流速较低、部分粉尘会黏附在管程内壁,长此以往造成冷凝器冷却效果下降,后端风机耗电增加。需要根据相关运行参数开启冷凝器喷淋水电动阀,对冷凝器进行冲洗。本项目污泥干化过程中冷凝器冲洗频次相对较低、水量较小,且冲洗后产生的废水也是以悬浮性固体为主。
③冷却塔的排污废水。污泥干化系统冷却塔循环水取自电厂中水,循环水量为300m3/h,循环水经冷凝器后温度上升,同时由于环境温度的上升,以及冷却塔自身的飘水率,会使得部分水分损失。循环水循环使用使得水系统中Mg、Ca化合沉淀物质增加,微生物滋生,长期运行会导致循环水管路及设备堵塞,因此需要连续排污,排污率占整个循环水量的0.07%,排污水量为0.2m3/h。
④冷凝器的冷凝废水。工艺废气经冷凝器后,温度由100~105℃降低至约50℃,其中水蒸汽、低沸点气体发生冷凝,部分水溶性物质溶解在冷凝废水中。系统稳定运行后,产生的废水量为3.21m3/h。
上述四种污水最终通过同一废水母管排至调节池内,污染物干化系统污水来源见图2。考虑足够的容量,本项目设计污水处理量为100m3/d。
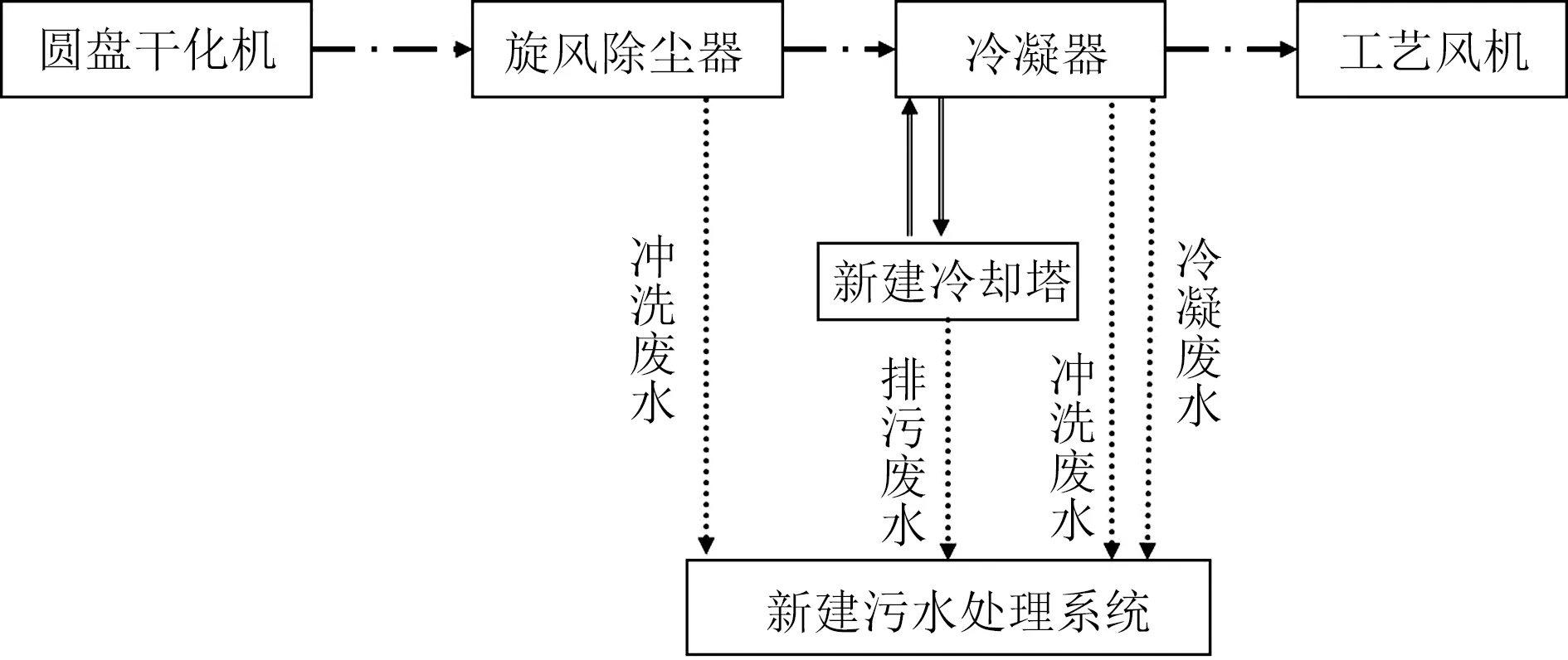
图2 污泥干化系统污水来源
2.3 污水处理工艺
2.3.1 污水处理工艺选型
污水处理系统建设主要以地下混凝土结构为主,系统主要构筑物包括调节池、气浮池、一级A/O池、二级A/O池、二沉池、中间池、清水池、事故池及药剂罐等,详见表2。本项目新建的污水处理系统用于处理污泥干化工艺冷凝废水、冷凝器冲洗水、旋风除尘器冲洗水和冷却塔排污水。其中,工艺冷凝废水为主要污水来源。参考其他项目的冷凝废水水质情况,采用如下工艺:废气冷凝液→调节池→气浮池→两级 A/O池→沉淀池→滤布滤池→清水池→电厂回用。

表2 污水处理工艺选型
2.3.2 污水处理工艺流程及运行分析
污泥干化系统产生的污水主要以冷凝废水为主。从冷凝器排出的冷凝废水经废水冷却器初步降温至30℃,然后通过重力作用流入调节池内,经调节池内鼓风搅拌调质均匀后由提升泵送入气浮池内。在气浮池内通过加入PAC、PAM絮凝剂除去废水中的悬浮颗粒物,并去除部分CODCr污染物。气浮池排出的废水流入一级A/O池反硝化作用,除去大部分CODCr、氨氮和总氮污染物,在二级A/O池强化去除废水中的总氮污染物。
调试期系统在低负荷状态下运行,通过添加葡萄糖控制C/N =150∶5培养菌种,控制曝气量在2~3mg/L,控制SV30=30%。系统满负荷运行时一级A/O池溶解氧控制在0.5mg/L,二级A/O池控制在2mg/L,最终通过在线监测仪器监测清水池水质,详见图3。
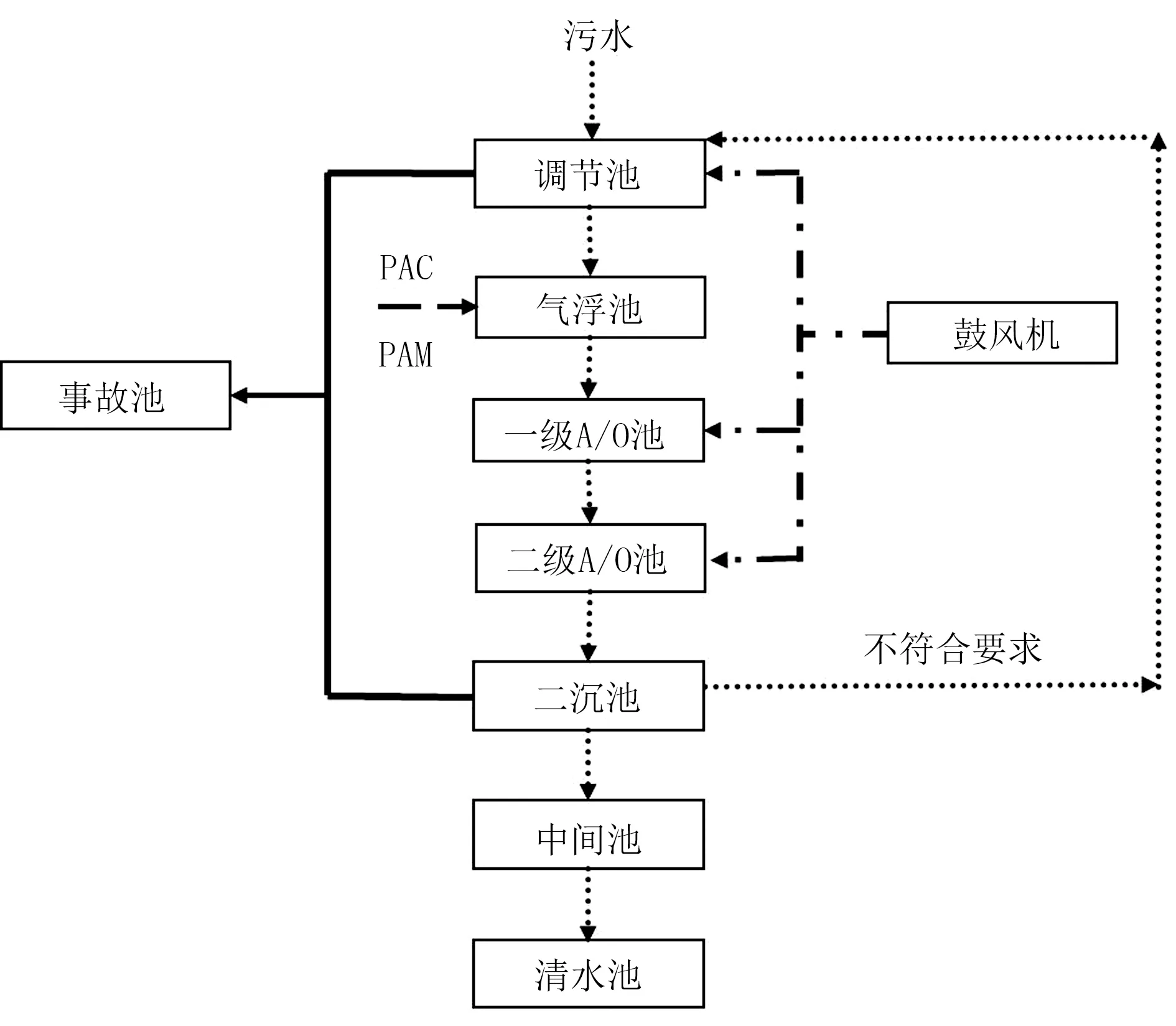
图3 污水处理工艺流程
2.4 污水处理效果分析
系统经过初步调试和运行后,在调节池内及清水池取水测定各污染物浓度,详见表3。与设计值相比,TN和N-NH3实测值明显较高,这与污泥的性质有较大关系。根据现场情况,污泥收到时含水率明显低于设计值,且在卸料过程中,散发出明显的氨气臭味。通过A/O工艺处理后,污水中的污染物绝大多数被去除掉,CODCr、BOD5、总磷、SS可以满足循利用标准[9],TN和N-NH3不满足,这主要是因为TN和N-NH3的入口实测值明显高于设计值,超过了菌种的最大消纳负荷能力。目前系统还在进一步优化中。考虑到现场原有水处理系统在较低负荷下运行,且经处理后的干化冷凝废水污染浓度已在较低水平,因此暂将该废水引至原厂水处理系统进一步处理后再利用。
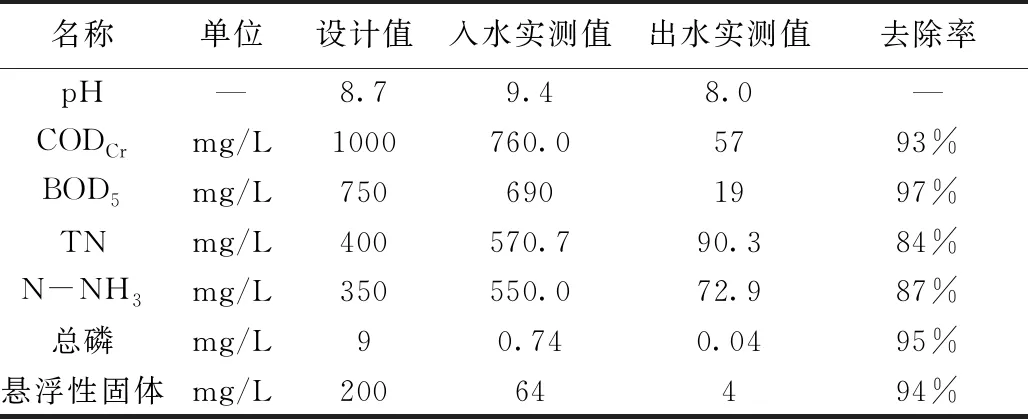
表3 冷凝废水处理效果
2.5 运行费用计算
污水处理系统产生的运行费用主要包括药剂费用和电费等。水量按100m3/d计算,运行时间按8000h计算。
药剂主要为PAC(聚合氯化铝)和PAM(聚丙烯酰胺)。固体PAC最大投加量按照300mg/L计算,则PAC年用量为10000kg。固体PAM最大投加量按照30mg/L计算,则PAM年用量为1000kg。电耗主要为鼓风机、加压泵、空压机等电耗,工作容量为32kW。因此,总运行费用=Σ(药剂耗量×药剂单价)+工作容量×年运行时间×电价=10.25万元。
3 结论
①污泥干化系统产生的废水包括旋风除尘器冲洗废水、冷凝器冲洗废水、冷却塔的排污废水及干化尾气的冷凝废水,由污泥干化系统的工艺分析可知,本项目的废水主要来源是污泥干化过程中蒸发出来的水蒸气在冷凝器内冷凝下来的废水。
②由于污泥干化过程中粉尘、挥发性气体等随水蒸气一起被带出,因此冷凝废水含有较多的污染物,随着污泥干化程度越高,污泥在干燥机内搅动和推进、破碎的作用下,颗粒越来越细,随着干化尾气排出的粉尘就越多。所以在项目运行时,需要控制污泥的干化程度,以降低污水处理的难度。
③由于冷凝废水BOD5/CODCr>0.4,生化性较好,但是污水中氨氮和总氮浓度较高,因此在污水处理工艺中优先去除总氮和氨氮,故采用多级A/O工艺进行处理。
④根据本项目的冷凝废水特征,干化尾气冷凝废水采用气浮、两级A/O、沉淀、过滤等处理工艺。
⑤本项目冷凝污水中的污染物绝大多数被去除掉,CODCr、BOD5、总磷、悬浮性固体等可以满足循环利用标准,但TN和N-NH3不满足,这主要是因为TN和N-NH3的入口浓度偏高。
⑥本项目污泥干化系统废水处理的主要成本为电费、药剂费,经工程运行数据分析,本项目污水处理系统年运行费用约10.25万元。
猜你喜欢
绿色建筑(2021年4期)2022-01-20
一重技术(2021年5期)2022-01-18
山西教育·招考(2020年3期)2020-05-14
山东冶金(2019年6期)2020-01-06
山东冶金(2019年1期)2019-03-30
江西建材(2018年2期)2018-04-14
质量技术监督研究(2015年1期)2015-04-09
天然气与石油(2015年2期)2015-02-28
橡塑资源利用(2015年5期)2015-02-28
制冷学报(2014年6期)2014-03-01
